一种双壁热收缩管及其外层的热收缩材料的制作方法
1.本发明属于属于材料领域,具体涉及一种耐温135℃半硬无卤阻燃热收缩材料及双壁热收缩管。
背景技术:
2.双壁热收缩管的外层材料采用辐射交联聚烯烃热收缩材料,提供热缩记忆功能,内层采用乙烯-醋酸乙烯酯共聚物(eva)热熔胶、聚酰胺(pa)热熔胶或二者的混合物,提供粘结密封功能,在需要电气防护、耐摩擦保护、应力释放等多个场合有广泛应用。双壁热收缩管置于电气接头区域的中心位置,加热时,热熔胶熔化,并通过外层热收缩管的收缩作用,在电线卷曲和焊接处以及导线之间连接处起到抱紧密封作用。常规双壁热收缩管外层材料包括透明聚烯烃热收缩材料(如上海长园电子材料有限公司gyg-dwt-rx)、阻燃聚烯烃热收缩材料,阻燃聚烯烃热收缩材料包括含卤阻燃与无卤阻燃热收缩材料,含卤阻燃包括耐温125℃材料(如深圳沃尔核材股份有限公司sbrs-(3x)(4x)g)、耐温135℃符合美国军标半硬材料(如沃尔核材sbrs-(3x)(4x)gff),无卤阻燃包括耐温125℃柔软材料(如沃尔核材sbrs-(3x)h)。
3.虽然双壁热收缩管已有无卤阻燃及含卤阻燃耐温135℃符合美国军标半硬材料,但现有无卤阻燃材料耐温等级125℃,限制了在高温环境下的应用,且较柔软,强度低,而含卤阻燃耐温135℃符合美国军标半硬材料不环保,限制了在环保要求较高环境下的应用,为此开发一种耐温等级高、强度高、环保型的双壁热收缩管具有重大意义。
技术实现要素:
4.本发明的目的是针对现有技术的不足,从而提供一种双壁热收缩管及其外层的热收缩材料,所述热收缩材料符合美国军标ams-dtl-23053/4中135℃(老化温度/时间:175℃/168h)耐温等级,30秒内自熄阻燃标准,且具有无卤环保、强度高、密封性好和硬度适中(邵氏硬度93~95a)的优点。
5.为了实现上述目的,本发明提供以下技术方案:
6.一种热收缩材料,包括以重量份计的下列组分:聚合物基材100份、无机阻燃剂70~100份、红磷母粒5~10份、三聚氰胺氰尿酸盐(mca)10~30份、纳米蒙脱土1~3份、复合抗氧剂3~6份、加工助剂4~7份和黑色聚乙烯色母粒5~8份,其中,所述的聚合物基材由5~15份接枝马来酸酐的辐射接枝相容剂、20~40份聚乙烯(pe)、40~55份乙烯-乙酸乙烯酯共聚物(eva)、5~15份乙烯-辛烯共聚物(poe)及0~10份乙烯-甲基丙烯酸甲酯共聚物(emma)。
7.术语解释:
8.红磷母粒是红磷以基体树脂为载体的暗红色粒子,常用的红磷母粒中红磷占比为25-80wt%。
9.作为技术方案的进一步改进,所述相容剂为辐射接枝马来酸酐的乙烯-醋酸乙烯
酯共聚物(eva-g-mah)和/或辐射接枝马来酸酐的线性低密度聚乙烯(lldpe-g-mah),所述聚乙烯为低密度聚乙烯(ldpe)、线性低密度聚乙烯(lldpe)和茂金属聚乙烯(mlldpe)中的一种或混合物,所述乙烯-醋酸乙烯酯共聚物中的醋酸乙烯酯(va)含量18-28wt%,所述乙烯-甲基丙烯酸甲酯共聚物中甲基丙烯酸甲酯(ma)含量18-28wt%。
10.作为技术方案的进一步改进,为了提高耐高温性能,所述的复合抗氧剂包括2~4份主抗氧剂和1~3份辅助抗氧剂;
11.其中,所述的主抗氧剂为四[β-(3,5-二叔丁基-4-羟基苯基)丙酸]季戊四醇酯(1010)、β-(3,5-二特丁基-4-羟基苯基)丙酸十八酯(1076)和n,n
’‑
双[β-(3,5-二叔丁基-4-羟基苯基)丙酰]肼(1024)、二(2-甲基-5-叔丁基-4-羟基苯基)硫醚;4,4'-硫代双(6-叔丁基-3-甲基苯酚)(300)中的组合物,所述辅助抗氧剂为硫代二丙酸双十二烷酯(dltp)和/或硫代二丙酸二(十八)酯(dstp)。
[0012]
作为技术方案的进一步改进,为了兼顾阻燃和机械性能,所述的无机阻燃剂包括30~50份氢氧化铝、20~40份氢氧化镁及5~10份硼酸锌。
[0013]
作为技术方案的进一步改进,为了降低辐射剂量及提高加工性能,所述的加工助剂由交联敏化剂和润滑剂组成,交联敏化剂的重量份数为1~2份,所述的润滑剂的重量份数为4~6份。
[0014]
作为技术方案的进一步改进,为了降低辐射剂量,所述的交联敏化剂包括三羟甲基丙烷三甲基丙烯酸酯(tmptma)和/或三烯丙基异三聚氰酸酯(taic)。
[0015]
作为技术方案的进一步改进,为了提高加工性能,所述的润滑剂包括聚乙烯蜡、硅酮母粒及乙撑双硬脂酰胺(ebs)中的一种或多种。
[0016]
热收缩材料制备方法可采用行业内公知的方法,将聚合物基材,无机阻燃剂,红磷母粒(红磷含量50%),三聚氰胺氰尿酸盐(mca),纳米蒙脱土,复合抗氧剂,加工助剂和黑色聚乙烯色母粒按配方要求,先倒入高混机高速搅拌3~5分钟后,通过管道放入密炼机中密炼,熔融至110℃左右密炼翻转一次,然后密炼至130~140℃温度范围内混炼,密炼结束后提升至双阶双螺杆挤出机,在120~150℃温度范围内风冷挤出造粒,即得热收缩材料。
[0017]
一种双壁热收缩管,它包括外层的上述热收缩材料及内层热熔胶材料。
[0018]
作为技术方案的进一步改进,外层所述热收缩材料的厚度为0.6~3.2mm,内层热熔胶材料厚度为0.2~1.2mm。
[0019]
作为技术方案的进一步改进,所述内层热熔胶材料为乙烯-醋酸乙烯酯共聚物(eva)热熔胶和/或聚酰胺(pa)热熔胶,所述乙烯-醋酸乙烯酯共聚物(eva)热熔胶的软化点为90~100℃,旋转粘度为70~100pa
·
s;所述所述聚酰胺(pa)热熔胶的软化点为130~150℃,旋转粘度为50~70pa
·
s。
[0020]
热收缩管制备方法也采用行业常规方法:将所述的外层无卤阻燃热收缩材料以及内层热熔胶材料在二台单螺杆挤出机中双层共挤出,其中,热熔胶内层挤出温度70~130℃,厚度0.2~1.2mm,外层热收缩材料挤出温度110~150℃,厚度0.6~3.2mm,即得双壁热收缩管半成品,双壁热收缩管半成品经过电子加速器,辐照剂量60~100kgy进行辐射交联,再通过内外压差进行抗张2~4倍,即得耐温135℃半硬无卤阻燃双壁热收缩管。本发明的双壁热收缩管可广泛应用于各类线束、汽车、船舶、军用等方面电线电缆和金属管等需要密封防水、防潮、防腐蚀场合的绝缘、捆扎和固定等领域。
[0021]
本发明相对现有技术具有突出的实质性特点和显著的进步,具体的说,本发明的采用多相聚烯烃共混作为聚合物基材,制备的热收缩材料具有强度(≥15mpa)及硬度(92~95a)比常规无卤阻燃材料(≥10.4mpa,≤90a)高。进一步说,本发明的无卤阻燃剂复配技术兼顾阻燃和机械性能,其添加量较少,保证材料具有较好的机械性能和阻燃要求。再一步说,本发明采用复配抗氧剂,使得制备的材料具有耐高温(老化温度/时间为175℃/168h)的优点,比常规材料耐温(老化温度/时间为158℃/168h)高。
具体实施方式
[0022]
下面通过具体实施方式,对本发明的技术方案做进一步的详细描述。实施例中所用化合物均来自于市售,实施例中未明确的技术手段均采用现有技术。
[0023]
实施例1-4
[0024]
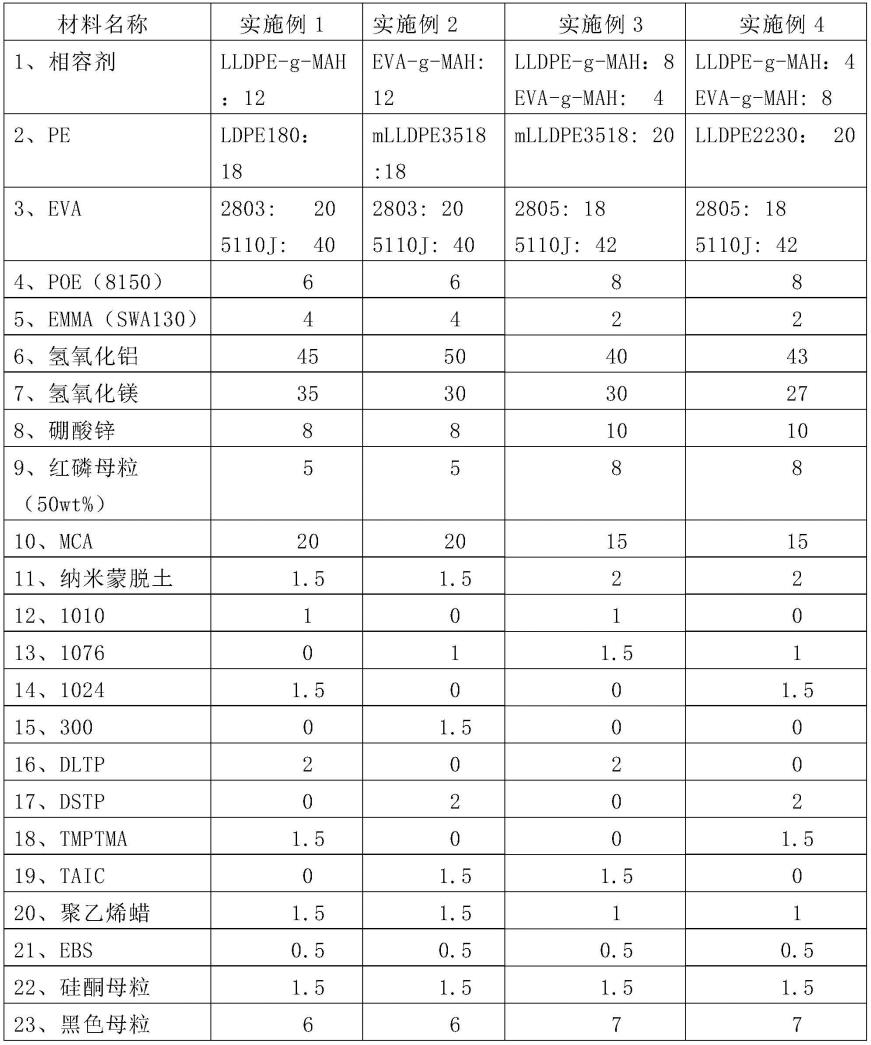
将聚合物基材,无机阻燃剂,红磷母粒,三聚氰胺氰尿酸盐(mca),纳米蒙脱土,复合抗氧剂,加工助剂和黑色聚乙烯色母粒按表1中配方,先倒入高混机高速搅拌5分钟后,通过管道放入密炼机中密炼,熔融至110℃左右密炼翻转一次,然后密炼至140℃,密炼结束后提升至双阶双螺杆挤出机,在120~150℃温度范围内风冷挤出造粒,即得外层无卤阻燃热收缩材料,各实施例经辐射剂量80kgy范围内辐照交联后的性能见表2。
[0025]
表1外层无卤阻燃聚烯烃热收缩材料配方。
[0026][0027]
表2外层无卤阻燃聚烯烃热收缩材料性能(辐照交联后)。
[0028]
[0029][0030]
实施例5和6
[0031]
将乙烯-醋酸乙烯酯共聚物(eva)热熔胶、聚酰胺(pa)热熔胶及复合抗氧剂混合均匀,经双螺杆挤出机在60~130℃温度范围内水下切粒、干燥,即得内层热熔胶材料,配方见表3,制得的内层热熔胶材料性能见表4。
[0032]
表3.内层热熔胶材料配方。
[0033]
[0034][0035]
表4.内层热熔胶材料性能
[0036]
检测项目实施例5实施例6试验方法1、熔融粘度(pa
·
s)7570gb2794-19952、软化点(℃)110115astm e 283、吸收率(%)0.10.1astm d570
[0037]
实施例7
[0038]
将实施例1制备的外层无卤阻燃聚烯烃热收缩材料与实施例5制备的内层热熔胶材料在二台单螺杆挤出机中双层共挤出,其中,热熔胶内层挤出温度70~130℃,厚度0.35
±
0.20mm,无卤阻燃热收缩材料外层挤出温度110~150℃,厚度0.70
±
0.30mm,其内径≤φ1.6mm,即得双壁热收缩管半成品,双壁热收缩管半成品经过电子加速器,辐照剂量80kgy进行辐射交联,再通过内外压差进行抗张2倍,即得内径≥φ3.2mm耐温135℃半硬无卤阻燃2倍双壁热收缩管。
[0039]
实施例8
[0040]
将实施例4制备的外层无卤阻燃聚烯烃热收缩材料与实施例5制备的内层热熔胶材料在二台单螺杆挤出机中双层共挤出,其中,热熔胶内层挤出温度70~130℃,厚度0.45
±
0.20mm,无卤阻燃热收缩材料外层挤出温度110~150℃,厚度1.25
±
0.30mm,其内径≤φ2.2mm,即得双壁热收缩管半成品,双壁热收缩管半成品经过电子加速器,辐照剂量70kgy进行辐射交联,再通过内外压差进行抗张3倍,即得内径≥φ6.4mm耐温135℃半硬无卤阻燃3倍双壁热收缩管。
[0041]
实施例9
[0042]
将实施例2制备的外层无卤阻燃聚烯烃热收缩材料与实施例6制备的内层热熔胶材料在二台单螺杆挤出机中双层共挤出,其中,热熔胶内层挤出温度70~130℃,厚度0.70
±
0.30mm,无卤阻燃热收缩材料外层挤出温度110~150℃,厚度2.30
±
0.40mm,其内径≤φ4.0mm,即得双壁热收缩管半成品,双壁热收缩管半成品经过电子加速器,辐照剂量65kgy进行辐射交联,再通过内外压差进行抗张4倍,即得内径≥φ16mm耐温135℃半硬无卤阻燃4倍双壁热收缩管。
[0043]
实施例7-9中双壁热收缩管性能见表5
[0044]
表5双壁热收缩管性能
[0045][0046]
最后应当说明的是:以上实施例仅用以说明本发明的技术方案而非对其限制;尽管参照较佳实施例对本发明进行了详细的说明,所属领域的普通技术人员应当理解,依然可以对本发明的具体实施方式进行修改或者对部分技术特征进行等同替换;而不脱离本发明技术方案的精神,其均应涵盖在本发明请求保护的技术方案范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1