一种具有负离子功能的环保型PETG装饰膜的制作方法
一种具有负离子功能的环保型petg装饰膜
技术领域
1.本发明涉及新料料的装饰膜的技术领域,特别涉及一种环保型petg装饰膜及制备方法。
背景技术:
2.在国家倡导保护环境,减少开采的大环境下,砍伐树木和开采石料的状况越来越少,从而越来越多的表面装饰膜应运而生。比如说pvc装饰膜,装饰纸等表面装饰材料已广泛运用于生活的各个方面。但随着人们的环保意识逐渐增强,不易降解pvc装饰膜逐渐会被淘汰,因此需要一款能够代替环保的材料。目前呼声最高的是petg材料,它是pet的一种改性材料。同时,随着表面装饰材料的广泛使用,c端客户对于其要求越来越高。通过采用petg材料以及其他材料组合形成的新材料的装饰膜来满足环保型要求。
3.公布号为cn110450499a的中国发明专利公开了一种petg水性印刷环保装饰膜,所述petg水性印刷环保装饰膜由上至下依次为petg透明面膜层、水性油墨印刷层和白色petg膜层;步骤如下:将白色petg膜层用等离子熨烫后,采用水性油墨印刷得到水性油墨印刷层,其步骤包括:放卷
→
等离子电熨处理
→
水性油墨凹版印刷1
→
烘箱烘干
→
水性油墨凹版印刷2
→
烘箱烘干
→
冷却轮
→
收卷牵引;将petg透明面膜层与步骤a中印刷有水性油墨层的白色petg膜贴合,采用双层贴合机,先将petg透明面膜层和印刷有水性油墨层的白色petg膜同时预热
→
逐步加热进入大轮贴合
→
红外加热迅速熔贴合
→
进入压花轮压花
→
温炼
→
冷却轮逐步冷却
→
收卷牵引。该专利不含有功能性涂层无法满足现在生活的需求,不含桥架层,粘合强度差容易,膜与膜之间容易剥离的问题。
技术实现要素:
4.本发明的目的在于克服上述现有技术的不足,提供一种环保型petg装饰膜和及制备方法,通过其旨在解决现有技术中粘合强度差容易,容易剥离的技术问题。
5.为实现上述目的,本发明提出了一种环保型petg装饰膜,包括白色petg膜层、petg透明膜、油墨层,所述petg透明膜的上方设有表面涂布层,所述petg透明膜下方设有所述油墨层,所述油墨层下方设有桥架层,所述桥架层的下方设有所述白色petg膜层。
6.作为优选,所述白色petg膜层的厚度为100μm;所述petg透明膜的厚度为70μm;所述油墨层的厚度的0.3μm;所述表面涂布层的厚度为0.3μm;所述桥架层的厚度为0.1μm。
7.作为优选,所述表面涂布层为耐划伤涂层或负离子涂层的至少一种。
8.本发明还提出了一种制备上述的环保型petg装饰膜的方法:包括以下步骤:s1:配比:量取水性聚氨酯乳液、负离子粉、抗静电剂、水性异氰酯固化剂、碳化二亚胺和亲水性有机硅助剂,重量比为90:10:2:4:4:1;s2:液体制备:在配比好的负离子粉中加入2倍剂量的纯净水,搅拌2分钟后得到负离子液;将配比好的抗静电剂放入2倍计量的温水中,慢慢搅拌直至完全溶解得到抗静电液;将配比好的水性聚氨酯乳液,水性异氰酯固化剂,碳化二亚胺,亲水性有机硅助剂放在
一起进行搅拌15分钟得到混合溶液;s3:功能性涂层配方1制备:将所述负离子液和所述抗静电液倒入所述混合溶液中进行充分搅拌,得到功能性涂层配方1;s4:配比:量取水性聚氨酯乳液、水性异氰酯固化剂、碳化二亚胺和亲水性有机硅助剂,重量比为100:4:4:1;s5:功能性涂层配方2制备:将配比好的水性聚氨酯乳液、水性异氰酯固化剂、碳化二亚胺和亲水性有机硅助剂放在一起进行搅拌15分钟得到功能性涂层配方2;s6:涂布工艺:连续在所述petg透明膜上连续进行多层涂布使其表面得到所述表面涂布层,所述petg透明膜和所述表面涂布层形成了petg功能性涂布面膜;s7:petg功能性涂布面膜预处理:在petg功能性涂布面膜的贴合面进行桥架剂预涂处理,将桥架剂均匀涂布在贴合面;s8:白色petg膜层预处理:在白色petg膜层上涂桥架剂形成桥架层,通过油墨对涂有桥架剂的白色petg膜层进行印刷形成油墨层,预处理后形成印刷半成品;s9:贴合:降低预热工序的温度,减少贴合大港的直径和减少产品贴合时间,将印刷半成品和petg功能性涂布面膜进行贴合,贴合完成后放进45-50摄氏度的保温箱中老化熟成48小时以上得到成品。
9.作为优选,s2中负离子液的搅拌速度为40-50转/分钟;温水的温度为35-45摄氏度;制备所述混合溶液的搅拌速度为85-100转/分钟。
10.作为优选,s3中功能性涂层配方1通过3号滴杯进行粘度值测试,粘度在23-27s之间,粘度过高,则需要加入纯净水以稀释。
11.作为优选,s5中的搅拌速度为85-100转/分钟;功能性涂层配方2通过3号滴杯进行粘度值测试,粘度在23-27s之间,粘度过高,则需要加入纯净水以稀释。
12.作为优选,s6涂布的步骤为:a、将功能性涂层配方1放置在第一涂布槽和第二涂布槽中,将功能性涂层配方2防止在第三涂布槽中;b、将petg透明膜按顺序经过第一涂布槽、第二涂布槽和第三涂布槽中,涂布轮带动涂布槽中的涂布液,均匀的涂在petg透明膜的表面;c、涂布速度为25米/分钟,第一涂布槽、第二涂布槽和第三涂布槽之间加设50摄氏度的吹风箱,最终得到petg功能性涂布面膜。
13.作为优选,s7中petg功能性涂布面膜预处理的步骤为:a、印刷机第一色站采用底涂桥架剂方法增加白色petg膜层的表面粘性,其桥架剂配方及重量比为pet-110gv:硬化剂20096=100:5,加入pet溶剂,通过3号滴杯进行粘度值测试,使其粘度在18-23秒之间;b、第二至第五色站为印刷站,其油墨配方及重量比为pet油墨:pet硬化剂=100:5,加入pet-1101-1金油和pet溶剂-01,通过3号滴杯进行粘度值测试,使其粘度在18-23秒之间;c、印刷速度在50-60米/分钟,印刷温度在40-45摄氏度,印刷后印刷半成品需要悬空放置在储物架上,并且在24小时内完成贴合工艺。
14.作为优选,s8中的架桥剂配方及重量比为pet-110gv:硬化剂20096=100:5,加入
pet溶剂,通过3号滴杯进行粘度值测试,使其粘度在18-23秒之间。
15.作为优选,上述搅拌过程采用了一种搅拌器,包括搅拌桶和安装在搅拌桶内的搅拌机构,搅拌机构包括电机和搅拌轴,搅拌轴上对称设有l形搅拌杆,搅拌杆的靠近搅拌桶的内壁的一侧设有滚珠。搅拌杆的底部设有滚珠。在搅拌轴不同高度上设有搅拌片,搅拌片上可转动连接有转动片。转动片上设有v形缺口,优选为转动片上下各一个且对称设置。在转动片的正面设有一个出气孔,在转动片的发面设有另一出气孔。
16.与现有技术相比,本发明提供的一种环保型petg装饰膜及其制备方法的有益效果为:1、采用了petg材料作为产品的整体材料,采用此种容易印刷的新材料制造环保的装饰膜。
17.2、在petg透明膜表面加入了耐划伤涂层水性异氰酯固化剂提升表面涂层硬度,增强耐划伤效果,使其具有耐划伤功能,铅笔硬度能够达到1h以上。
18.3、在petg透明膜表面加入负离子涂层,使其具有散发负氧离子作用。空气负(氧)离子是带负电荷的单个气体分子和氢离子团的总称。在自然生态系统中,森林和湿地是产生空气负(氧)离子的重要场所。 在空气净化、城市小气候等方面有调节作用,其浓度水平是城市空气质量评价的指标之一。同时,因为装饰膜表面散发负(氧)离子后,会在表面产生一层真空隔菌层,因此该产品还具有抗菌作用。
19.4、使用了新型的印刷工艺,使两层petg装饰膜能够在后期进行充分复合,其剥离强度大于12n。
20.5、不含甲醛(gb 18585-2001),不含可溶性8类重金属(gb 18585-2001)耐划大于1h(gb/t 6739-2006),不含6p(sn/t2249),挥发物含量≦5g/
㎡
(gb 18586-2001),放射性物质符合国家建筑材料a级(gb 6566-2010),负氧离子含量高于1000(jc/t 2040-2010),防霉抗菌0级(gb/t 1741-2020)。
21.本发明的特征及优点将通过实施例结合附图进行详细说明。
附图说明
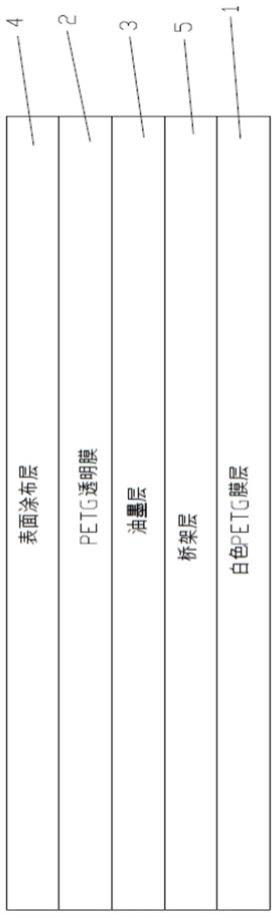
22.图1是本发明实施例的环保型petg装饰膜的机构示意图。
23.图2是本发明实施例的搅拌器的结构示意图。
24.图3是本发明实施例的转动片的正面结构示意图。
25.图4是本发明实施例的转动片的反面结构示意图。
26.其中:1-白色petg膜层;2-petg透明膜;3-油墨层;4-表面涂布层;5-桥架层;6-搅拌桶;7-搅拌机构;71-电机;72-搅拌轴;73-搅拌杆;731-滚珠;732-横向杆;733-纵向杆;74-搅拌片;75-转动片;751-出气孔;752-v形缺口;753-v形凹槽面;754-l形杆;76-冷气管;77-弹簧;78-伸缩杆;8-进料管;9-挡料盖。
具体实施方式
27.为使本发明的目的、技术方案和优点更加清楚明了,下面通过附图及实施例,对本发明进行进一步详细说明。但是应该理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限制本发明的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避
免不必要地混淆本发明的概念。
28.在本发明的描述中,需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者间接在该另一个元件上。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至该另一个元件上。
29.在本发明的描述中,需要说明的是,术语“中心”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位,以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”等仅用于区分描述,而不能理解为指示或暗示相对重要性。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。“若干”的含义是一个或一个以上,除非另有明确具体的限定。
30.在本发明的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
31.参阅图1,本发明实施例提供一种环保型petg装饰膜,包括白色petg膜层1、petg透明膜2、油墨层3,所述petg透明膜2的上方设有表面涂布层4,所述petg透明膜2下方设有所述油墨层3,所述油墨层3下方设有桥架层5,所述桥架层5的下方设有所述白色petg膜层1。
32.优先采用petg材料作为本产品的整体材料,是一种透明、非结晶型共聚酯,petg常用的共聚单体为1,4-环己烷二甲醇,全称为聚对苯二甲酸乙二醇酯-1,4-环己烷二甲醇酯。它是由对苯二甲酸(pta)、乙二醇(eg)和1,4-环己烷二甲醇(chdm)三种单体用酯交换法缩聚的产物,与pet比较多了1,4-环己烷二甲醇共聚单体,与pct比多了乙二醇共聚单体,因此,petg的性能和pet、pct大不相同。petg板材具有突出的韧性和高抗冲击强度,其抗冲击强度是改性聚丙烯酸酯类的3~10倍,并具有很宽的加工范围,高的机械强度和优异的柔性,比起pvc透明度高,光泽好,容易印刷并具有环保优势。
33.参阅图1,所述白色petg膜层1的厚度为100μm;所述petg透明膜2的厚度为70μm;所述油墨层3的厚度的0.3μm;所述表面涂布层4的厚度为0.3μm;所述桥架层5的厚度为0.1μm。
34.参阅图1,所述表面涂布层4为耐划伤涂层或负离子涂层的至少一种。
35.上述的环保型petg装饰膜的制备方法,包括以下步骤:s1:配比:量取水性聚氨酯乳液、负离子粉、抗静电剂、水性异氰酯固化剂、碳化二亚胺和亲水性有机硅助剂,重量比为90:10:2:4:4:1;s2:液体制备:在配比好的负离子粉中加入2倍剂量的纯净水,搅拌2分钟后得到负离子液;将配比好的抗静电剂放入2倍计量的温水中,慢慢搅拌直至完全溶解得到抗静电液(如抗静电剂是液体,则不需要此步骤,但需要看清楚他的有效成分含量);将配比好的水性聚氨酯乳液,水性异氰酯固化剂,碳化二亚胺,亲水性有机硅助剂放在一起进行搅拌15分钟得到混合溶液;
s3:功能性涂层配方1制备:将所述负离子液和所述抗静电液倒入所述混合溶液中进行充分搅拌,得到功能性涂层配方1;其作用是使表面具有产生负离子的功能,且能够消除petg本身带有的静电,使负氧离子能够散发到空气中去,并能够保持在空气中,同时也具有耐划伤效果。
36.s4:配比:量取水性聚氨酯乳液、水性异氰酯固化剂、碳化二亚胺和亲水性有机硅助剂,重量比为100:4:4:1;s5:功能性涂层配方2制备:将配比好的水性聚氨酯乳液、水性异氰酯固化剂、碳化二亚胺和亲水性有机硅助剂放在一起进行搅拌15分钟得到功能性涂层配方2;起作用是使产品具有一定的耐划伤功能。
37.s6:涂布工艺:连续在所述petg透明膜2上连续进行多层涂布使其表面得到所述表面涂布层4,提升涂布效果,降低成本,所述petg透明膜2和所述表面涂布层4形成了petg功能性涂布面膜;s7:petg功能性涂布面膜预处理:在petg功能性涂布面膜的贴合面进行桥架剂预涂处理,将桥架剂均匀涂布在贴合面;s8:白色petg膜层1预处理:在白色petg膜层1上涂桥架剂形成桥架层5,通过油墨对涂有桥架剂的白色petg膜层1进行印刷形成油墨层3,预处理后形成印刷半成品;桥架层5的主要成分是封闭多异氰酸酯,能够在常温状态下与水性树脂长期稳定共存,能够与水性树脂分子链上的羟基、氨基等基团反应形成交联结构,增加petg印刷膜的表面粘性。
38.s9:贴合:降低预热工序的温度,减少贴合机的贴合大杆的直径和减少产品贴合时间,使其不会收缩过大而造成产品宽度不够,将印刷半成品和petg功能性涂布面膜进行贴合,贴合完成后放进45-50摄氏度的保温箱中老化熟成48小时以上得到成品。
39.在一可选的实施例中,s2中负离子液的搅拌速度为40-50转/分钟;温水的温度为35-45摄氏度,其中优选的温度为40摄氏度;制备所述混合溶液的搅拌速度为85-100转/分钟。
40.在一可选的实施例中,s3中功能性涂层配方1通过3号滴杯进行粘度值测试,粘度在23-27s之间,粘度过高,则需要加入纯净水以稀释。
41.在一可选的实施例中,s5中的搅拌速度为85-100转/分钟;功能性涂层配方2通过3号滴杯进行粘度值测试,粘度在23-27s之间,粘度过高,则需要加入纯净水以稀释。
42.在一可选的实施例中,s6涂布的步骤为:a、将功能性涂层配方1放置在第一涂布槽和第二涂布槽中,将功能性涂层配方2防止在第三涂布槽中;b、将petg透明膜2按顺序经过第一涂布槽、第二涂布槽和第三涂布槽中,涂布轮带动涂布槽中的涂布液,均匀的涂在petg透明膜2的表面;c、涂布速度为25米/分钟,第一涂布槽、第二涂布槽和第三涂布槽之间加设50摄氏度的吹风箱,最终得到petg功能性涂布面膜。
43.在一可选的实施例中,s7解决面膜与印刷膜粘合度差的问题,其中petg功能性涂布面膜预处理的步骤为:a、印刷机第一色站采用底涂桥架剂方法增加白色petg膜层1的表面粘性,其桥架剂配方及重量比为pet-110gv:硬化剂20096=100:5,加入pet溶剂,通过3号滴杯进行粘度值
测试,使其粘度在18-23秒之间,优选为20秒;b、第二至第五色站为印刷站,其油墨配方及重量比为pet油墨:pet硬化剂=100:5,加入pet-1101-1金油和pet溶剂-01,通过3号滴杯进行粘度值测试,使其粘度在18-23秒之间,优选为20秒;c、印刷速度在50-60米/分钟,印刷温度在40-45摄氏度,印刷后印刷半成品需要悬空放置在储物架上,并且在24小时内完成贴合工艺。
44.在一可选的实施例中,s8中的架桥剂配方及重量比为pet-110gv:硬化剂20096=100:5,加入pet溶剂,通过3号滴杯进行粘度值测试,使其粘度在18-23秒之间。
45.在量产过程中,搅拌需要用到较大的搅拌器,上述搅拌过程均可在搅拌器中进行。参阅图2,一种搅拌器包括搅拌桶6和安装在搅拌桶6内的搅拌机构7。搅拌桶6的顶部设有用于倒入物料的开口,开口上设有盖子。盖子打开后即可看到进料管8,进料管8为可伸缩软管,可以通过通气让进料速度更快,进料更彻底。在进料管8的下方设置为挡料盖9,挡料盖9与进料管8可转动连接,防止搅拌机构7转动的过程中把进料管8扭曲导致损坏,挡料盖9和进料管8之间可以通过设置轴承来实现可转动连接。另搅拌桶6的前方可以为可视屏,方便观察搅拌情况,及时进行操作。
46.参阅图2,搅拌机构7包括电机71和搅拌轴72,搅拌轴72上对称设有l形搅拌杆73,搅拌杆73的靠近搅拌桶6的内壁的一侧设有滚珠731。搅拌杆73的底部设有滚珠731。滚珠731在转动过程中与搅拌桶6的内壁为滚动连接,减少搅拌过程中滚珠731和搅拌桶6的内壁之间的摩擦,防止热量太高。另一方面,滚珠731和内壁接触可以使内壁的物料也能被搅拌到,不会附着过多,搅拌更均匀。
47.参阅图2,挡料盖9固定在搅拌杆73上。电机71和搅拌轴72之间还设置有伸缩杆78(可以为电机控制也可以是气缸控制),可以控制搅拌轴72的升降,在搅拌轴72升降的过程中,挡料盖9也随着一起升降,同时可以将搅拌桶6内壁上的物料刮下。挡料盖9和搅拌桶6的接触处为硅胶材质,在升降和转动过程中磨损较小。
48.参阅图2,搅拌桶6的底面为中间低旁边高的结构,最低处对应有出口阀61。l形搅拌杆73分为横向杆732和纵向杆733。横向杆732和纵向杆733可转动连接。在搅拌过程中,伸缩杆77伸长带动搅拌轴72下降,纵向杆733的底部的滚珠731沿着倾斜的底面弯折。纵向杆733的底部可以根据实际情况选择不同的滚珠731(图中未示出),使在下降过程中,始终是滚珠731与底面接触,防止损伤纵向杆733,在转动过程中可以使沉淀在底面的物料漂浮,可以更好地进行搅拌。在出料的情况下,当然纵向杆733在下降的时候,还能刮底面的物料,加快出料,同时电机71带动其转动也能使出料更干净。
49.参阅图2,在搅拌轴72不同高度上设有搅拌片74,搅拌片74优选为2个。搅拌片74为弹性体,在搅拌过程中能够上下抖动,使搅拌更均匀。为了更好地增加上下方向的抖动的程度以及抖动的持续性,在搅拌轴72和搅拌片74之间设置弹簧77。
50.参阅图3和图4,搅拌片74上可转动连接有转动片75。转动片75上设有v形缺口752,优选为转动片75上下各一个且对称设置。在转动片75的正面设有一个出气孔751,在转动片75的反面设有另一出气孔751。出气孔751可以出冷气,用于降低温度,防止搅拌过程中产生的热量过多,导致混合液温度过高。在出气的同时,两个出气孔751的方向不同,可以使转动片75转动起来,提高搅拌效果。
51.参阅图3和图4,转动片75为两个。转动77片75上设有l形杆754,另一个转动片75设有l形杆754,两个l形杆754相互交叉。两个转动片75上的出气孔751分布方向相反,在进气的时候,两个转动方向相反,l形杆754相互剪切,使搅拌更加充分。当然了转动片75可以为多对,使混合更均匀。转动片75的上下两侧均为圆弧面。在搅拌轴72下降过程中,转动片75转动刚好可以与地面接触的时候可以刮起底面的物料,搅拌效果更好。在下料的时候可以刮起物料方便下料。在转动片75的侧面还有v形凹槽面753,在搅拌轴72转动的过程中,v形凹槽面753还可以增加搅拌效果。
52.为了防止搅拌过程中的温度上升过高,通入冷气用于降温。在需要的位置可以设置温度传感器。优选在滚珠731和搅拌桶6的内壁连接处安装。一般情况下,接触位置温度上升较快,通过在此位置甚至温度传感器可以起到更好的监控功能。可以根据需要设置启动气泵的温度,例如可以设置30/35/40/45/50摄氏度等,达到设定温度即向搅拌桶6内通入冷气。
53.冷气的通入有多种方式,可以直接向搅拌桶6内通入。也可通过其他方式。
54.下面具体介绍一下冷气管的分布位置。
55.首先搅拌轴72的底部可以设置一根冷气管76。搅拌轴72转动过程中容易产生热量,通过及时释放冷气降温防止影响搅拌的质量。同时搅拌轴72的底部释放可以将底部的沉淀吹气,混合更加均匀。
56.其次搅拌桶6的底部设置冷气管76,此处的冷气管76倾斜设置。优选为设置四根,左右两侧对称设置。吹的方向均朝向搅拌轴72,一方面对搅拌轴72进行降温。另一方面,吹气搅拌桶6的底部的沉淀,可以与搅拌轴72底部的冷气形成对流,搅动溶液,使混合更均匀。当然了,各个冷气管76可以独立工作,互不干扰。
57.在搅拌杆73上设置有冷气管76,冷气管76朝着远离搅拌桶6的内壁的方向。将溶液吹向搅拌轴72,同时配合搅拌桶6底部的冷气管76在搅拌轴72进行搅动,混合效果更好。
58.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换或改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1