一种液体121℃蒸煮包装袋用聚丙烯薄膜的制作方法
一种液体121
℃
蒸煮包装袋用聚丙烯薄膜
技术领域
1.本发明涉及一种聚丙烯薄膜,涉及食品包装袋技术领域,具体涉及一种液体121℃蒸煮包装袋用聚丙烯薄膜。
背景技术:
2.自立吸嘴袋是指一种底部有水平支撑结构,顶部或侧部带有吸嘴的软包装袋,它的自立结构能不依靠任何支撑以及无论开袋与否均可自行站立,自立吸嘴袋是一种相对新颖的包装形式,相对于常见包装形式的最大优势在于便携性,自立吸嘴袋可方便的放入背包甚至口袋内,而且可随着内容物的减少缩减体积,更方便携带,在提升产品档次、强化货架视觉效果、携带轻便、使用便利、保鲜和可密封性等诸多方面占有优势,自立吸嘴袋是用聚丙烯薄膜基材进行生产的。针对现有技术存在以下问题:1、常规食品级121℃聚丙烯薄膜基材,复合后制袋自立吸嘴包装对产品整体运输派送有影响,不抗液体冲击,不抗跌落,破包率高,极易损坏直接造成经济损失;2、聚丙烯薄膜基材均为两层及以上的薄膜复合而成,常见的聚丙烯薄膜基材在生产过程中不设置电晕处理工艺,会导致复合后的薄膜之间极易出现分离的情况,从而影响聚丙烯薄膜基材的质量。
技术实现要素:
3.本发明提供一种液体121℃蒸煮包装袋用聚丙烯薄膜,以解决上述背景技术中提出的问题。
4.为解决上述技术问题,本发明所采用的技术方案是:一种液体121℃蒸煮包装袋用聚丙烯薄膜,该液体121℃蒸煮包装袋用聚丙烯薄膜包括复合层、第一芯层、第二芯层和热封层,所述第一芯层固定连接在复合层的下表面,所述第二芯层固定连接在第一芯层的下表面,所述热封层固定连接在第二芯层的下表面,所述复合层由以下的原料组成:1000kg二元共聚聚丙烯f800edf+0.6w%流变母料ppa,所述第一芯层、第二芯层由以下的原料组成:1000kg二元共聚聚丙烯w0723f+15w%弹性体pop 6102fl,所述热封层由以下的原料组成:800kg三元共聚聚丙烯fl7632l+200kgw531p+10w%pop3980fl+7.5w%pao a-1085s。
5.本发明技术方案的进一步改进在于:该液体121℃蒸煮包装袋用聚丙烯薄膜的制备方法包括如下步骤:s1、对四种原料进行分类搅拌,搅拌温度设置为60℃,搅拌时间设置为35min;s2、将搅拌完成的原料依次添加至四层共挤4500mm流延机组内,控制四层共挤4500mm流延机组工作,将原料加热挤出;s3、然后利用主冷辊对加热挤出的原料进行冷却成型处理;s4、利用千分尺对原料的厚度进行随机检测,若厚度差异较大,及时暂停生产并作出积极处理;
s5、电晕处理;s6、在四层原料的连接处均匀涂抹粘附剂,然后对四层原料进行统一的收卷处理;s7、将收卷后的原料添加至烘房内部进行熟化处理,烘房的温度设置为120℃,熟化时间控制为80min;s8、熟化完成后利用4500mm分切机组将薄膜分切至所需宽度即可。
6.本发明技术方案的进一步改进在于:所述s5中还包括以下步骤:步骤a1、将电晕处理装置架设在生产线上,预先将电晕处理装置的工艺参数设置为:高频交流电压为12kv,脉冲频率为12khz,输出功率为8kva,放电电极与薄膜之间的间距为5.6mm,控制电晕处理装置工作即可;步骤a2、利用离子风机对薄膜进行除静电处理,离子风机的出风端与薄膜的距离设置为小于30cm,风速设置为3.6m/s。
7.本发明技术方案的进一步改进在于:该液体121℃蒸煮包装袋用聚丙烯薄膜的成品使用流程包括如下步骤:步骤一、首先选择性的利用规格为8-12色、1.3米宽的印刷机在薄膜的外表面印刷文字图案;步骤二、然后利用1.3米的干式复合或者无溶剂复合机对薄膜进行蒸煮胶水复合处理;步骤三、再将薄膜转移至烘箱内,温度设置为42-50℃,时间设置为48-72小时;步骤四、待薄膜冷却至常温后进行制袋工作,制袋过程中使用600-700毫米三边封或八边封的制袋机;步骤五、将吸嘴压合至成品袋上,再借助抽真空装置通过吸嘴处对成品袋进行抽真空包装处理;步骤六、高温杀菌处理;步骤七、运输销售。
8.本发明技术方案的进一步改进在于:所述步骤六中还包括以下步骤:将薄膜成品添加至高压锅炉中,舱门关闭后将锅炉内压力加至1.8-2.2mpa,温度升至80℃,保持45min,然后将温度升至95℃并将锅炉内压力加至2.4-2.5mpa,保持90min,最终将温度升至121℃,保持2h,冷却至室温,再取出即完成高温杀菌处理。
9.由于采用了上述技术方案,本发明相对现有技术来说,取得的技术进步是:1、本发明提供一种液体121℃蒸煮包装袋用聚丙烯薄膜,采用复合层、第一芯层、第二芯层和热封层的结合,通过复合层、第一芯层、第二芯层和热封层的设计,分四层且使用指定的原料制备出聚丙烯薄膜基材,提升的聚丙烯薄膜各项性能,增加抗液体冲击性,抗跌落性,降低破包率,避免自立吸嘴袋极易损坏而直接造成经济损失的问题,提升本聚丙烯薄膜基材的可靠性。
10.2、本发明提供一种液体121℃蒸煮包装袋用聚丙烯薄膜,通过将电晕处理装置架设在生产线上,预先将电晕处理装置的工艺参数设置为:高频交流电压为12kv,脉冲频率为12khz,输出功率为8kva,放电电极与薄膜之间的间距为5.6mm,控制电晕处理装置工作,在高压电场的作用下,电子流会对聚丙烯薄膜连接面进行强力冲击,使薄膜表面起毛,变得粗糙进而增加表面积,当胶黏剂与其表面接触时,可产生良好的浸润效果,胶黏剂会渗透到连
接面的凹槽中,进而使得相邻的薄膜牢度黏结,避免复合后的薄膜之间极易出现分离情况的问题,提升聚丙烯薄膜基材的质量。
11.3、本发明提供一种液体121℃蒸煮包装袋用聚丙烯薄膜,通过将薄膜成品添加至高压锅炉中,舱门关闭后将锅炉内压力加至1.8-2.2mpa,温度升至80℃,保持45min,然后将温度升至95℃并将锅炉内压力加至2.4-2.5mpa,保持90min,最终将温度升至121℃,保持2h,实现对成品进行高温杀菌的功能,有效的将附着在成品表面的细菌清除掉,避免细菌对用户的身体健康造成伤害的问题,提升聚丙烯薄膜成品的安全性。
附图说明
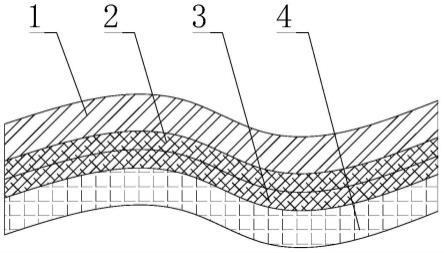
12.图1为本发明的结构示意图;图2为本发明的制备方法流程框图;图3为本发明的成品使用流程框图;图4为本发明的四层共挤4500mm流延机组工作时的配料配比表示意图。
13.图中:1、复合层;2、第一芯层;3、第二芯层;4、热封层。
具体实施方式
14.下面结合实施例对本发明做进一步详细说明:实施例1如图1-4所示,本发明提供了一种液体121℃蒸煮包装袋用聚丙烯薄膜,该液体121℃蒸煮包装袋用聚丙烯薄膜包括复合层1、第一芯层2、第二芯层3和热封层4,第一芯层2固定连接在复合层1的下表面,第二芯层3固定连接在第一芯层2的下表面,热封层4固定连接在第二芯层3的下表面,复合层1由以下的原料组成:1000kg二元共聚聚丙烯f800edf+0.6w%流变母料ppa,第一芯层2、第二芯层3由以下的原料组成:1000kg二元共聚聚丙烯w0723f+15w%弹性体pop 6102fl,热封层4由以下的原料组成:800kg三元共聚聚丙烯fl7632l+200kgw531p+10w%pop3980fl+7.5w%pao a-1085s,通过分四层且使用指定的原料制备出聚丙烯薄膜基材,提升的聚丙烯薄膜各项性能,增加抗液体冲击性,抗跌落性,降低破包率,避免自立吸嘴袋极易损坏而直接造成经济损失的问题。
15.实施例2如图1-4所示,在实施例1的基础上,本发明提供一种技术方案:优选的,该液体121℃蒸煮包装袋用聚丙烯薄膜的制备方法包括如下步骤:s1、对四种原料进行分类搅拌,搅拌温度设置为60℃,搅拌时间设置为35min;s2、将搅拌完成的原料依次添加至四层共挤4500mm流延机组内,控制四层共挤4500mm流延机组工作,将原料加热挤出,四层共挤4500mm流延机组工作时的配料配比表如图4所示;s3、然后利用主冷辊对加热挤出的原料进行冷却成型处理;s4、利用千分尺对原料的厚度进行随机检测,若厚度差异较大,及时暂停生产并作出积极处理,可降低生产的次品率;s5、电晕处理,具体为:步骤a1、将电晕处理装置架设在生产线上,预先将电晕处理装置的工艺参数设置
为:高频交流电压为12kv,脉冲频率为12khz,输出功率为8kva,放电电极与薄膜之间的间距为5.6mm,控制电晕处理装置工作即可,在高压电场的作用下,电子流会对聚丙烯薄膜连接面进行强力冲击,使薄膜表面起毛,变得粗糙进而增加表面积,当胶黏剂与其表面接触时,可产生良好的浸润效果,胶黏剂会渗透到连接面的凹槽中,进而使得相邻的薄膜牢度黏结,避免复合后的薄膜之间极易出现分离情况的问题,提升聚丙烯薄膜基材的质量;步骤a2、利用离子风机对薄膜进行除静电处理,离子风机的出风端与薄膜的距离设置为小于30cm,风速设置为3.6m/s,有效去除薄膜表面的静电,避免空气中的碎屑附着在薄膜表面而影响薄膜质量的问题,通过将风速设置为3.6m/s,可在保障薄膜安全的情况,提升除静电的效果;s6、在四层原料的连接处均匀涂抹粘附剂,然后对四层原料进行统一的收卷处理,收卷的同时可对薄膜进行压合处理,提升粘附的效果;s7、将收卷后的原料添加至烘房内部进行熟化处理,烘房的温度设置为120℃,熟化时间控制为80min,使得薄膜和粘附剂之间达到最佳复合强度,进而提升薄膜的质量;s8、熟化完成后利用4500mm分切机组将薄膜分切至所需宽度即可。
16.实施例3如图1-4所示,在实施例1的基础上,本发明提供一种技术方案:优选的,该液体121℃蒸煮包装袋用聚丙烯薄膜的成品使用流程包括如下步骤:步骤一、首先选择性的利用规格为8-12色、1.3米宽的印刷机在薄膜的外表面印刷文字图案,通过印刷文字图案提升本品的观赏性,增加用户的心情愉悦性;步骤二、然后利用1.3米的干式复合或者无溶剂复合机对薄膜进行蒸煮胶水复合处理;步骤三、再将薄膜转移至烘箱内,温度设置为42-50℃,时间设置为48-72小时;步骤四、待薄膜冷却至常温后进行制袋工作,制袋过程中使用600-700毫米三边封或八边封的制袋机;步骤五、将吸嘴压合至成品袋上,再借助抽真空装置通过吸嘴处对成品袋进行抽真空包装处理,降低成品袋的体积,便于运输和后续处理;步骤六、高温杀菌处理,具体为:将薄膜成品添加至高压锅炉中,舱门关闭后将锅炉内压力加至1.8-2.2mpa,温度升至80℃,保持45min,然后将温度升至95℃并将锅炉内压力加至2.4-2.5mpa,保持90min,最终将温度升至121℃,保持2h,冷却至室温,再取出即完成高温杀菌处理,实现对成品进行高温杀菌的功能,有效的将附着在成品表面的细菌清除掉,避免细菌对用户的身体健康造成伤害的问题;步骤七、运输销售。
17.上文一般性的对本发明做了详尽的描述,但在本发明基础上,可以对之做一些修改或改进,这对于技术领域的一般技术人员是显而易见的。因此,在不脱离本发明思想精神的修改或改进,均在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1