柔性复合材料的制作方法
柔性复合材料
1.本技术是申请日为2017年11月22日,申请号为201780083732.3,发明名称为“柔性复合材料”的申请的分案申请。
技术领域
2.本发明涉及一种柔性复合材料(flexible composite),该复合材料可以在添加液体时或者通过暴露于气体或辐射中而凝固(set)变成刚性的或半刚性的。
技术背景
3.wo 2005/124063描述了一种遮蔽物,该遮蔽物包括接地片(ground sheet)和盖;接地片和盖之间的空间可以通过将空气泵入该空间中来膨胀,以升起盖并且形成遮蔽物。盖由已经浸渍有水泥的织物制成;该织物可以是一种被称为“填塞物(wadding)”的毡,该毡是松散的非编织织物。就在内部空间膨胀之前,盖被水润湿,使得在膨胀之后,盖中的水泥凝固并形成刚性外壳,该刚性外壳充当遮蔽物的自支撑屋顶,这在紧急区域提供临时住所中特别有用。
4.wo 2007/144559公开了一种织物,该织物包括一对相对的面和在这些面之间延伸的纱线(也被称为连接纤维)以及固体粉末材料,该纱线将这些面保持在空间间隔开的布置中,并且固体粉末材料位于这些面之间的空间中。粉末材料能够在添加液体时凝固成刚性的或半刚性的固体物质,并且可以包括在添加水基液体时将凝固成固体水泥或混凝土的水泥。织物的空间中可凝固材料的量使得尤其是当该材料已经凝固时,该材料基本上占据第一面和第二面之间的整个空间。织物(不含粉末材料)可以是间隔织物,这是已知的并且可以是商业上可获得的。间隔织物的厚度在制造期间通过为连接纤维选择合适的长度来确定。
5.us-4495235公开了一种扁平体,其包含由石膏或水泥制成的芯填充物和被布置在覆盖层和背衬层之间的骨料。层和芯是通过未凝固的填充物结合在一起的针状物,从而在芯中形成连接纤维。连接纤维将这些层一起保持在可变形状态。在扁平体已经加载有填充材料后,在针刺、压缩该连接纤维并且增加填充物的装填密度之后,填充物通过辊被压实。
6.wo2010/086618公开了一种已经浸渍有如下材料的布,该材料在与液体混合时将凝固。wo2010/086618的布通过提供从布的面之一横向延伸的边缘部分并且通过将该延伸部分拉向另一个面的弹性纱线来防止填充材料从布的边缘漏出,从而至少部分地封闭布的边缘处的空间并且防止填充材料从布中漏出。
7.wo 2010/086618的布也提供了对较早的布的改进,该改进之处在于,其提供了在凝固过程期间难以控制添加的液体的量的问题的解决方案。wo2010/086618的布通过使布加载预定量的填充物使得更容易地控制在凝固过程期间添加的液体的量,以便仅允许预定量的液体进入布中以使填充物中的试剂凝固。
8.us-5401552公开了一种土工复合内衬材料(geocomposite liner material),其具有第一纤维层和第二纤维层以及在所述第一层和所述第二层之间的膨润粘土
(bentonite clay)的非纤维层。us-5401552的内衬通过以下来形成:将膨润粘土放置在第一层和第二层之间,并且通过针刺第二层使得来自第二层的纤维从第二层延伸出,进入膨润粘土中并且穿过第一层。来自第二层的纤维延伸出第一层并且被热熔合至第一层的外部,以便将第一层、膨润粘土层和第二层保持在一起。de-4122993和us-5346566公开了类似的材料和制造方法,但是其中延伸出第一层的纤维通过粘合方式被固定至第一层的外部。
9.发明概述
10.上面讨论的柔性布具有许多应用和优点。例如,柔性复合材料可以被定位以形成结构并且然后被硬化以提供保护性硬质装甲屏障物。类似地,织物可以被展开以形成例如临时道路、临时墙壁、防侵蚀屏障物、废物容纳结构、临时或渗透性模板工程、用于管道、沟渠或涵洞的结构衬里、边坡防护和稳定层以及许多其他应用。取决于例如应用的尺寸和当地环境,多片这样的织物可以一起使用。
11.现有填充柔性布的一个问题是粉末填充物不能在任何显著压力下被加载到布中,并且因此粉末的装填密度受到限制。
12.存在可以用来制造柔性布的若干种技术。将第一层结合到第二层可以使用针刺(needling)或缝合结合(stitch bonding)技术有效地完成,这些技术涉及携带纤维或线穿过层中的一个层进入填充材料中并且全部地或部分地到达相对的层,从而将所述层结合在一起。针刺和缝合结合技术在整个工业例如纺织工业中是熟知的,并且可以被用于高效地生产大量柔性布。存在使用针刺和缝合结合技术来制造柔性填充布的一些缺点。由通过填充材料针刺或缝合结合制成的布不能在填充材料中实现高密度,因为携带纤维或线的针具有一体积,当针穿过填充材料时,该体积置换粉末并且因此导致在针刺或缝合结合过程之后填充材料的密度低于其最大装填密度。为了克服这一限制,填充的和针刺的或缝合结合的布通常在加载填充材料以及针刺或缝合之后通过挤压辊之间的填充布而被进一步致密化,以便重新压实该填充材料。挤压填充布以重新压实具有的缺点是,这会导致连接纤维被压碎并且因此这些连接纤维不能被加载张力,并且外表面会变得扁平且因此不能支撑内部压力,即,在由操作未凝固的布引起的对布施加内部压力时,压碎的连接纤维易于返回到它们的预挤压状态,因此导致填充材料的密度下降到低于其最佳装填密度(packing density)。由于上述原因,通过挤压填充布来压碎连接纤维意味着当操作未凝固的柔性布时,由辊产生的增加的填充密度(fill density)被损失。因此,以这种方式制成的填充的柔性布当在处理、运输和使用期间被操作时难以保持未凝固的粉末填充物的高密度和恒定密度,因为连接纤维可以容易地拉直,允许粉末填充物在材料内移动。
13.生产填充的柔性布的可选择的方法是通过振动或刷涂将粉末加载通过预成形的三维结构的外表面中的孔并且然后密封孔。这种类型的填充的柔性布的一个缺点是,它们要求预成形的三维结构在z方向(厚度方向)足够坚硬,以便在加载过程期间不会塌陷。这样的坚硬的三维结构是昂贵的,并且可能需要较厚的纤维和/或在外部两层之间需要更大数量的连接纤维,以便使连接纤维能够支撑足够的压缩载荷,以在加载填充材料期间和在使用中保持材料的内部体积。因为它们的外表面也是扁平的,所以当在使用期间操作未凝固的材料时,坚硬的连接纤维必须被紧密地间隔以保持这种形状。因此,每单位体积需要非常大数量的坚硬的连接纤维,以使粉末能够被加载有足够的密度,这使得以这种方式制造的布昂贵且难以制造。此外,可能难以密封粉末填充物已经通过其加载的面,因为粉末填充物
可以充当脱模剂,使得很难结合或形成密封表面以封闭开放的孔。
14.包含可溶胀粘土(例如膨润土)的土工复合材料的现有制造工艺的一个问题是针刺工艺导致穿过粘土的针磨损,导致磨损的或弯曲的针的频繁更换,并且限制膨胀之前干粘土的密度。
15.本发明旨在提供柔性布的替代物。本发明还旨在提供对上述问题的解决方案。
16.术语“柔性复合材料”或“复合材料”在本说明书中将用于表示具有内部空间的间隔材料(spacer material),该内部空间含有可凝固的填充材料。“间隔材料”是具有通过内部空间彼此间隔开的第一层和第二层的材料,并且还具有在第一层和第二层之间延伸的连接元件,所述连接元件将第一层和第二层保持在空间间隔开的布置中。可凝固的填充材料也将被称为“填充物”;该填充物可以包括与液体或辐射反应以使填充物凝固的材料(其将被称为“试剂”)和不与液体或辐射反应的材料(例如助剂和惰性材料,例如填料)两者。术语“第一层”将表示顶侧外表面和内部空间之间的复合材料的部分。该第一层可以是液体和/或辐射可渗透的,并且通常将是设施中产品的最上面部分。术语“元件”将用于表示离散的材料成分,该离散的材料成分可以与其他元件组合以形成产品层。第一层可以包括多于一个的被结合在一起的单独的元件。术语“第二层”将表示内部空间和底侧外表面之间的复合材料的部分。该第二层将通常是在安装后不会暴露于风化的侧。第二层也可以包括多个被结合在一起的单独的元件。术语“中间平面(mid plane)”意指与第一层和第二层的表面等距的平面,如果它们被理想化为平面。
17.因此,本发明提供了柔性复合材料,所述柔性复合材料可以被凝固以变成刚性的或半刚性的,该复合材料包括:第一层;第二层,该第二层与第一层相对并且通过一空间与第一层间隔开;填充材料,该填充材料位于第一层和第二层之间的空间中,该填充材料能够在添加液体、气体或辐射时凝固成刚性或半刚性固体;多个元件,所述元件基本上从第一层和/或第二层延伸到所述空间中并且连接至第一层和/或第二层,并且可以穿过第一层和/或第二层,并且可以连接在一起,从而形成用于将这些层连结(joint)在一起的连接元件;并且其中未凝固的填充材料以一定压力被设置在所述空间中,使得张力被施加至连接元件中的一个或更多个,并且导致第一层和/或第二层在处于张力下的相邻的连接元件之间向外凸出。
18.由粉末填充物施加的压力与连接元件中的一个或更多个中的张力相结合导致第一层和/或第二层在处于张力下的所述一个或更多个连接元件之间相对于第一层和第二层之间的中间平面向外凸出,并且在其中一个或更多个连接元件连接至第一层和/或第二层的位置处,在第一层和/或第二层之间的复合材料中形成一个或更多个局部最小厚度点。
19.第一层和/或第二层可以包括多个孔,所述孔足够小以便保持填充材料,但允许液体或气体的通过。
20.位于所述空间中的可凝固的填充材料已经在正压差下被加载到所述空间中,以便压实所述填充材料并且对于第一层和第二层的给定加载压差和机械性能,最大化由填充物占据的结构的内部体积。作为由填充材料施加在第一层和第二层上的压力的结果,连结的连接元件被加载张力,这可以优选地形成一系列(多个)长度尺度为0.1mm到50mm(例如2-30mm)的三维弯曲拉伸微结构(凸起),在其中连结的连接元件连接至第一层和第二层的点处具有最小值。当材料处于未凝固状态并且在没有施加外部载荷的情况下铺设在平坦表面
上时,可以观察到这一点。当平坦时,离散的连接元件被加载张力,并且压实的填充材料的存在导致第一层和第二层在连接元件之间向外凸出,在连接元件的附接点之间向这些表面加载张力。
21.填充物被加载到空间中的正压差可以是流化粉末(通过通气(aeration)和/或振动流化)中的流体静压,以及机械地或通过加压气体或液体载体诱导的,然后气体或液体载体可以通过第一层和/或第二层逸出。复合材料的两层之间的空间的体积受到约束这些层可以移动多远的连接元件的限制。加压填充导致这些层之间的粉末填充物的压实,这种压实基本上被保持,因为连接元件以及第一层和第二层处于保持内部体积的张力下。基本上保持压实的水平对于在未凝固的材料的运输和安装期间最小化填充材料的移动(和由此导致的密度损失)以及确保在填充材料的凝固期间正确的液体与可凝固的粉末的比率是很重要的。
22.柔性复合材料的第一层可以包括非编织织物。非编织织物可以包括通过针刺、粘合剂、加热和加压、水力缠结、缝合结合或超声焊接而结合的纤维。优选地,非编织织物包括通过针刺结合的纤维。
23.为第一层提供非编织织物使得柔性复合材料能够将填充材料保持在空间中,同时允许液体例如水进入复合材料中,从而使得液体能够通过经由连接元件的芯吸而渗透(seep)或被抽吸或者填充到具有填充材料的空间中并导致其凝固。它们还将填充材料保持在复合材料中,同时允许在制造期间用于引入填充材料的加压载气或液体离开复合材料。
24.非编织织物的纤维可以是聚酯纤维、聚对苯二甲酸乙二醇酯纤维、聚乙烯醇纤维、尼龙纤维、硅尼龙纤维、乙烯基纤维、玄武岩纤维、碳纤维、耐碱性玻璃纤维、玻璃纤维、涂覆的玻璃纤维、聚氯乙烯纤维、芳族聚酰胺纤维(aramid fibre)、黄麻纤维、棉纤维、粘胶纤维以及它们的混合物中的一种或更多种。纤维可以另外包含热活化的结合剂(bonding agent)或依赖于化学活化、辐射活化或氧化活化的其他形式的结合剂。
25.非编织织物的纤维可以具有从0.1-100分特(decitex)(以g/m测量),优选地0.2-100分特,更优选地0.5-100分特,甚至更优选地1-100分特,优选地2-50分特或3-30分特的平均线性密度,或者不同重量的纤维的共混物(blend)。非编织织物的纤维可以具有从10-200mm、优选地30-150mm或40-100mm的短纤维长度(staple length),例如,非编织织物的纤维可以具有20mm、30mm、40mm、50mm、60mm、70mm、80mm、90mm、100mm、110mm、120mm、130mm、140mm、150mm、160mm、170mm、180mm、190mm或200mm的短纤维长度。
26.第一层可以是可渗透气体和/或液体的,但是可以是基本上不可渗透填充材料的。以这种方式,气体和/或液体可以穿透并穿过第一层并且进入空间中,同时确保填充材料不会掉出并离开该空间。提供这样的可渗透的第一层还能够使过量的气体和/或液体从空间中逸出。优选地,第一层可以是可充分地渗透气体的,使得该第一层允许将可凝固的粉末运送到空间中的加压气体逸出,但防止可凝固的粉末逸出,从而使得可凝固的粉末能够以比其在输送到空间中的期间更高的密度被捕获在材料中。优选地,第一层具有高的对气体的渗透性,因为一旦气体已经膨胀到大气压力,输送气体的体积可以比可凝固的粉末的体积大得多。较高的输送气体压力可以用于增加材料的输送速度并且因此增加材料的填充速度,以增加被捕获在层之间的可凝固的粉末填充物的密度,并且增加作用在连接元件上的张力和拉伸。通过更强的纤维、更好地附接至其他层或每平方厘米更多的元件,具有更高的
拉伸能力(拉伸强度)的连接元件使得材料能够在更高的压力下被填充。提供具有更高拉伸能力的连接元件有利地使得填充材料能够在空间内部被填充至更高的密度,从而改进凝固的复合材料的性能。因此,较高的拉伸能力提供凝固的复合材料的减小的孔隙率,并且还可以防止未凝固的粉末填充物在运输期间以及在凝固前使用材料时的移动。
27.第一层的材料在凝固时可以是与填充材料基本上相同的颜色。提供与其正下方的凝固的填充材料具有相似颜色的第一层有助于防止由渗入到第一层中的任何填充材料的染色(staining)以及由第一层在使用期间磨损或损坏而导致的任何染色或可见标记。可选择地,第一层和/或填充材料可以被着色以融入到周围环境中或从周围环境中突出,或者可以是其自然颜色,以避免随着时间的推移而褪色并且使成本最小化。
28.柔性复合材料可以在第一层的背离填充材料的最外侧上包括耐磨元件(wear element)或一个或更多个涂层,以改进其在磨损环境中的耐磨特性。
29.耐磨元件(或涂层)可以是被并入到第一层本身的材料中的另外的元件,或者可以作为涂层被施加至第一层。如果第一层包括非编织织物,那么耐磨元件或涂层的应用可以用于将非编织纤维结合在一起。耐磨元件或涂层不能防止第一层可渗透用于填充物的凝固剂,并且因此可以是例如穿孔的或网格状形式的。提供这样的耐磨涂层改进复合材料在磨损环境中的耐磨和耐久性(例如,在复合材料被用作临时路面、用作用于矿井井壁的增强衬里或用作沟渠衬里的情况下),并且还防止纤维(例如,不可生物降解的人造纤维)从复合材料中脱离并泄漏到环境中。
30.耐磨元件或涂层选自包括以下的材料的列表:聚酯、聚对苯二甲酸乙二醇酯、聚乙烯醇、尼龙、硅尼龙、乙烯类、玄武岩、碳纤维、玻璃纤维、涂覆的玻璃纤维、橡胶、乳胶、hdpe、聚氯乙烯、芳族聚酰胺、黄麻、棉、粘胶、聚丙烯、苯乙烯嵌段聚合物或丙烯酸树脂、聚酯、多硫化物或聚氨酯、木质素或它们的混合物。优选地,耐磨元件或涂层包括一层或更多层聚丙烯。
31.柔性复合材料的第一层和/或第二层还可以包括增强元件,该增强元件包括编织的、非编织的、连续的膜或针织的织物,该膜或针织的织物被配置成改进第一层和/或第二层的拉伸强度和/或增加第一层和/或第二层的刚度。优选地,增强元件是连续的土工膜,例如1mm线性低密度聚乙烯(lldpe),其具有良好的强度和刚度。增强元件还可以包括延性层(ductile layer)例如延性的金属板条、网格或网状物,该延性层具有提供增强和足够刚性的双重目的,使得该延性层可以弯曲以将未凝固的柔性复合材料成形为三维形状,其中延性层是足够刚性的以在材料凝固之前支撑复合材料在该形状中的自身重量。这是有利的,因为其消除了对模板(formwork)的要求,因为材料可以容易地成形为自支撑的三维形状,其中它将具有有限的强度,但是然后可以通过向柔性复合材料中添加液体凝固剂致使其凝固成三维形状而容易地凝固。传统的可凝固的布必须被铺设在现有的成形件、模板或可溶胀物上,以便在被硬化之前获得三维形状。
32.增强元件可以实现其他元件的功能,并且可以包括聚氯乙烯(pvc)、聚丙烯、高密度聚乙烯(hdpe)、中密度聚乙烯(mdpe)、低密度聚乙烯(ldpe)、lldpe、柔性聚丙烯、氯磺酸化聚乙烯、聚氨酯、乙烯丙烯二烯单体橡胶(epdm)橡胶、丁基橡胶、氯丁橡胶聚脲涂层、有机硅、乳胶、天然或合成橡胶、聚酯、熔纺聚乙烯纤维、尼龙、硅尼龙、乙烯类、玄武岩纤维、硼纤维、碳纤维、聚乙烯醇纤维、氧化铝纤维、玻璃纤维、芳族聚酰胺纤维、黄麻、
棉、粘胶或它们的混合物、金属(例如不锈钢、钢、铝合金等)。增强元件的合适形状包括挤出网状物,例如双轴拉伸的hdpe网格、板条、针织的或编织的织物、土工格栅、本身可以被增强的膜片材材料、非编织织物等。优选地,增强层包括聚丙烯。最优选地,增强层是聚丙烯编织带。
33.优选地,增强元件的内部部分(邻接填充材料)包括用于填充材料在凝固时粘附的纹理表面。该纹理表面可以是增强元件的整体部分,或者可以是被结合到与可凝固的填充材料接触的表面上的另外的元件。例如,增强元件可以包括开放式结构例如针织的网状物或开放组织并且被配置成使得填充材料可以穿透该开放式结构,而且一旦凝固就结合至所述增强层之外的第一层和/或第二层。
34.第一层和/或第二层的极限拉伸强度可以由以式表示:
35.σftf≤4trꢀꢀꢀ
[式(i)]
[0036]
其中σf是凝固时填充材料的以(n/m2)计的极限拉伸应力;tf是凝固的填充材料的平均厚度(m)(当材料在例如bs en 1849:2001中描述的三点弯曲测试中加载至失效时沿裂纹线测量的),并且tr是第一层或第二层的极限拉伸强度(牛顿(n)每米宽度),无论哪一层通过弯曲的方向被加载张力。该层的极限拉伸强度将是构成该层的所有元件的组合,并且可以基本上由增强元件(当包括时)支配。
[0037]
式(i)可以推导如下。图15的标记(item)1000示出了作用在柔性复合材料的凝固样品上的力(进入图11的平面内的每单位深度),该凝固样品经历基于bs en 196-1:2005的三点弯曲测试。第一层示出为19,凝固的填充材料示出为20并且第二层示出为21。假设样品的失效模式是通过凝固的填充材料在张力下失效并且在距离第一中心裂纹越来越远的离散点处多次开裂,其中当第二层在张力下失效时发生最终失效。这与其他失效模式相反,其他失效模式例如增强件的分层或在压缩下块状凝固的填充物的失效。如果例如将载荷从相对的侧施加至柔性复合材料使得第一层成为处于张力下的层并且如果仍然适用式(i),则第一层和第二层可以互换。
[0038]
图15的标记1000示出了在块状凝固的填充物中已经出现第一条裂纹之后,但在第二层失效之前的样品。f(以n计)是在中心处施加的载荷;l(以m计)是样品的支撑物的间距;xf(以m计)是中心载荷的位移。假设xf至少比l小五倍,使得小角度规则适用于随后的方程并且样品在测试前基本上是平坦的。
[0039]
图15的标记1100示出了如果在样品的中心进行假设切割,则在凝固的块状填充物中第一个裂纹张开的点处作用在样品上的力的分解图。t1(以n/m计)是作用在凝固的填充物的顶部最外边缘处的该凝固的填充物上的净压缩力,并且t2(以n/m计)是作用在凝固的填充物的底部最外边缘处的该凝固的填充物上的净拉伸力。力的简单分解表明:
[0040]
t1+t2=0
ꢀꢀꢀ
[式(ii)]
[0041]
作用于块状凝固的填充物和第二层之间的接触区域上的剪切应力为s(以n/m2计)。假设:
[0042][0043]
其中tr(以n/m计)是使用en iso 10319:2015测量的第二层的极限拉伸强度。如果第二层在其剪切分层之前在张力下断裂的假设成立,则该关系式必须成立。
[0044]
如果σf(以n/m2计)是使用bs en 12390-5:2009测量的块状凝固的填充物在张力下失效前的最大拉伸应力,则通过求解实心矩形梁处于弯曲下的应力可以表明下式是正确的。
[0045][0046]
其中tf(以m计)是凝固的填充材料的平均厚度(当材料在例如bs en 1849:2001中描述的三点弯曲测试中加载至失效时沿裂纹线测量的)。
[0047]
为了使处于张力下的第一层和/或第二层在凝固的块状填充物第一次开裂时不会失效,以下关系必须成立:
[0048]
t2≤trꢀꢀꢀ
[式(v)]
[0049]
将式(iv)插入式(v)中并重新排列得出:
[0050]
σftf≤4trꢀꢀꢀ
[式(i)]
[0051]
为了使式(i)成立,处于张力下的层本身必须不能承受明显的平面外弯曲,使得增强元件基本上被加载张力而不是自身作为处于弯曲的梁。
[0052]
优选地,处于张力下的层符合式(i)中定义的极限拉伸强度tr并且在应变范围5-15%内具有在1-50kn/m的范围内的刚度。
[0053]
在凝固后,填充材料通过如下两种模式的组合将弯曲载荷传递至第一层和/或第二层:(1)由被凝固的填充材料捕获的元件跨过第一层和/或第二层与凝固的填充材料之间的界面钉扎;以及(2)将凝固的填充材料结合至第一层和/或第二层的直接邻近凝固的填充材料的内表面。假定第一层和/或第二层符合式(i)的关系,则在bs en 196-1:2005中描述的三点弯曲测试中复合材料的失效将逐渐发生,其中在增强层的失效之前在凝固的填充材料中出现大量的小裂纹。发生这种情况是因为一旦在凝固的填充材料中已经形成初始裂纹,则凝固的填充物与第一层和/或第二层之间的界面将允许载荷以张力被传递至第一层和/或第二层。随着处于张力下的层中的应变增加,其将达到其中在凝固的填充材料中形成新裂纹的程度。该过程可以被重复多次,直到达到处于拉力的层的极限强度。这允许在柔性复合材料的灾难性失效之前在标准三点弯曲测试中有惊人的大的中心位移。
[0054]
沿着复合材料的长度产生一系列小裂纹也可能意指复合材料的主体内的任何未凝固的填充材料变得被暴露,并且可以通过允许流体凝固剂(例如水或空气或辐射)穿透裂纹并且与被捕获在凝固的填充材料的基质内的未凝固的填充材料反应而被用于赋予复合材料自愈合效果。这可以有利地恢复凝固材料的一些或全部的原始强度和刚度。
[0055]
基于使用en iso 10319:2015标准获取的测量值,第一层和/或第二层可以具有每米宽度0.5-200kn的拉伸强度,优选地1至150kn/m,或1至100kn/m的拉伸强度。
[0056]
增强元件的至少一部分可以在其内表面上包括纹理化的键合(keying)表面(键合元件),用于粉末在凝固时粘附。
[0057]
第一层和/或第二层还可以在其最内表面的至少一部分上包括一层粗糙的键合织物,从而邻接空间中的粉末材料。粗糙的键合织物可以是任何合适的材料,当粉末处于其凝固状态时,该材料能够使键合元件结合至可凝固的粉末。键合元件可以是网状物、针织的或编织的织物、土工栅格、非编织织物、缝合结合织物、水刺非编织物、水力缠结的非编织物或它们的混合物。优选地,粗糙的键合织物是具有20g/m2至300g/m2、更优选地80-250g/m2、甚
至更优选地20-150g/m2的质量的针刺的非编织织物。
[0058]
粗糙的键合织物可以包括聚酯纤维、聚丙烯纤维、聚对苯二甲酸乙二醇酯纤维、聚乙烯醇纤维、尼龙、硅尼龙、乙烯类、玄武岩纤维、碳纤维、玻璃纤维、涂覆的玻璃纤维、聚氯乙烯纤维、芳族聚酰胺纤维、黄麻、棉、粘胶、纤维。优选地,粗糙的键合织物包含聚丙烯纤维。
[0059]
优选地,当填充材料凝固时,在键合元件和可凝固的粉末之间以及在键合元件和增强元件之间形成的结合部的强度类似于或大于增强元件的极限拉伸强度fr(以复合材料的每米宽度的牛顿(n/m)测量的)。当填充材料凝固时,在键合元件和可凝固的粉末之间以及在键合元件和增强元件之间形成的结合部的强度可以基于结合部的剪切强度和/或剥离强度(即该结合部抵抗剥离的程度)来判断。优选地,当填充材料凝固时,键合元件和可凝固的粉末之间以及键合元件和增强元件之间的结合部的剪切强度和/或剥离强度可以类似于或大于fr。优选地,当使用bs en iso 13426-2:2005测试时,当填充材料凝固时,键合元件和可凝固的粉末之间的结合部的剪切强度为从5-20kn/m2,并且对于键合元件和增强元件之间的结合部,剪切强度为从5-20kn/m2。优选地,当使用bs en iso 13426-2:2005测试时,当填充材料凝固时,键合元件和可凝固的粉末之间的结合部的剥离阻力(剥离强度)为从0.5-10kn/m,并且对于键合元件和增强元件之间的结合部,剥离阻力为从0.5-10kn/m。优选地,键合元件和可凝固的粉末之间的结合部的剥离阻力(当凝固时)等于或大于键合元件和增强元件之间的结合部的剥离阻力,键合元件和增强元件可以是相同的材料。
[0060]
提供纹理化的键合表面为填充材料提供增加的表面积以供粘附,并且使得填充材料能够围绕单独的元件凝固,所述单独的元件至少部分地嵌入(在空间中的)凝固的填充材料中并且附接至第一层和第二层中的一个或两个,从而使得能够在层和凝固的填充材料之间形成强的结合部。另外地并且更通常地,增加被暴露于凝固的填充材料的键合表面的表面积改进了凝固的填充材料和键合元件之间的结合强度。包括非编织织物元件的第一层在增加的结合强度方面具有相同的益处。因此,在第一层和/或第二层的内表面中提供非编织织物有利地使得填充材料-第二层以及填充材料-第一层的界面在凝固的复合材料被暴露于外部载荷时更耐分层。
[0061]
为了获得本文所讨论的期望的弯曲特性,第一层和/或第二层的内部非编织元件(凝固的填充材料可以键合进其中)和存在的任何增强元件之间的结合部必须足够强,使得该结合部的剪切强度与增强元件的极限拉伸强度具有相似的量级。这是为了防止键合层以及伴随其的凝固粉末在载荷下弯曲期间从增强元件上分层。
[0062]
通过包括流体不可渗透的元件,第二层可以基本上不可渗透流体。优选地,水力传导率将至少为1x10-8
ms-1
或更小。可选择地,包括流体不可渗透的元件的第二层的水力传导率可以在从10-3-10-15
ms-1
、10-6-10-14
ms-1
或10-7-10-12
ms-1
的范围内。
[0063]
流体不可渗透的元件可以包括:低熔点聚合物、pvc、聚丙烯、热熔挤出物、hdpe、mdpe、ldpe、lldpe、柔性聚丙烯、氯磺酸化聚乙烯、聚氨酯、epdm橡胶、丁基橡胶、氯丁橡胶、聚脲涂层、有机硅、乳胶、天然或合成橡胶或它们的混合物。优选地,第二层包括低熔点聚合物层,该低熔点聚合物层被配置成基本上不可渗透流体。优选地,第二层包括lldpe土工膜,该lldpe土工膜根据其厚度也可以充当增强元件。提供具有0.05-5mm的厚度的lldpe土工膜适合使得第二层也能够充当增强层。
[0064]
流体不可渗透的元件可以与本文所描述的增强层组合并且因此同时充当本文所描述的增强层,或者该流体不可渗透的元件可以是单独的元件。流体不可渗透的元件可以被夹在增强元件和保护或防滑元件之间,或者可以被结合至第二层的底侧,使得该流体不可渗透的元件成为最外面的元件。可选择地或另外地,流体不可渗透的元件也可以为柔性复合材料增加防滑性能。流体不可渗透的元件还可以防止填充材料从柔性复合材料中逸出。防止液体例如水穿过柔性复合材料对于其中复合材料被铺设的表面非常干燥并且在凝固期间将水从材料中芯吸出的应用是有利的,导致部分凝固的最终产品或者其中该产品待被用于要求其不可渗透的应用(例如衬里池或容纳罐)中,优选地,流体不可渗透的层在连接元件已经形成之后被附接至增强层。
[0065]
第二层可以在其最内表面或其至少一部分(邻接填充材料的表面)上包括非编织织物,和/或,第二层可以在其最外表面(背离填充材料)上包括非编织织物。非编织织物可以包括通过针刺、粘合剂、加热和加压、水力缠结、缝合结合或超声焊接而结合的纤维。可选择地,第二层可以在其最内表面上包括挤出网状物、针织的或编织的织物、土工栅格、膜材料、非编织织物、它们的混合物的浇铸聚合物,从而邻接填充材料。
[0066]
第二层的最内表面(邻接填充材料)上的非编织织物或其他材料类型包括聚丙烯、聚酯纤维、聚对苯二甲酸乙二醇酯纤维、聚乙烯醇纤维、尼龙、硅尼龙、乙烯类、玄武岩纤维、碳纤维、玻璃纤维、涂覆的玻璃纤维、聚氯乙烯纤维、芳族聚酰胺纤维、黄麻、棉、粘胶或它们的混合物。优选地,非编织织物包括聚丙烯。
[0067]
在最外表面上提供非编织织物的层有利地保护复合材料在运输、安装和使用期间免受穿透、撕裂或一般性损坏。
[0068]
第二层可以在其背离填充材料的最外表面的至少一部分上包括防滑元件,以改进柔性复合材料和该柔性复合材料被铺设在其上的表面之间的抓持(grip)。防滑元件可以是高表面粗糙度的材料(其可以键合进该防滑元件铺设在其上的表面中),或者是高摩擦系数的材料。
[0069]
防滑元件可以在底侧面上包括聚丙烯、聚酯、聚氨酯、橡胶、pvc非编织织物、编织的或针织的织物、挤出的聚合物或它们的混合物。优选地,防滑元件是包含聚丙烯的非编织织物。在该优选的实施方案中,防滑元件也可以用作保护元件。可选择地,底部外表面可以包括凝固的粘合剂膜(如本文公开的),该粘合剂膜同时将产品的元件结合在一起并且由于粘合剂的摩擦系数而充当防滑元件。
[0070]
第一层和第二层通过连接元件连结,当它们之间的空间被填充材料占据时,这些连接元件使这些层保持设定间隔的距离。
[0071]
连接元件可以沿着柔性复合材料的纵向轴线以规则的或不规则的布置被间隔开。连接元件可以沿着柔性复合材料的横向轴线以规则的或不规则的布置被间隔开。
[0072]
连接元件可以以下列图案中的一种布置:规则的或不规则的三角形、正方形、矩形、六边形、任何其他多边形形状、基本上随机分布的或它们的任何组合。
[0073]
连接元件中的每个可以包括多个子元件,这些子元件以离散的列延伸跨过空间并且穿过层中的一个或两个层。
[0074]
连接元件可以以从0.1-100mm(10,000至0.01/cm2)、0.1-50mm(10,000至0.04/cm2)、1-50mm(100至0.04/cm2)、优选地从1.5-30mm(44至0.1/cm2)、更优选地1-20mm(100至
0.25/cm2)、甚至更优选地从1.5-20mm(44至0.25/cm2)或最优选地从2-18mm(25至0.3/cm2)的距离彼此间隔开。
[0075]
连接元件可以从第一层和/或第二层延伸跨过空间并且延伸穿过相对的层,从而将这些层连结在一起。换句话说,连接元件可以从第一层延伸跨过空间并且穿过第二层,从而将这些层连结在一起。可选择地,连接元件可以从第一层和第二层延伸跨过空间,使得从第一层延伸的所述连接元件延伸穿过第二层,并且从第二层延伸的所述连接元件延伸穿过第一层,从而将这些层连结在一起。
[0076]
连接元件可以以与这些层的表面成一定角度从第一层延伸到第二层。一旦复合材料已经在压力下被填充,则处于张力下的纤维的净角度将相对于第一层和第二层之间的中间平面成90度。这可以由处于张力下的90度的所有纤维组成,或者由处于张力下的在0度和90度之间的多个不同角度的纤维的一部分组成,只要这些纤维在约100mm的长度尺度内给出90度的净角度,例如两个相对的连接元件,一个相对于中间平面为45度并且一个相对于中间平面为135度,将给出90度的净角度。
[0077]
连接元件可以通过针刺、缝合结合、水力缠结和与预先形成的钩接合中的一种或更多种被定位在空间中(以便形成连接元件)。
[0078]
针刺使用被支撑在针织机中的轴向往复的带钩针以推动连接元件从一个非编织层跨过间隙、朝向并且进入相对的层。可选择地,针刺技术可以与外部连接元件(例如,不是第一层和/或第二层的一部分的纱线)一起使用。两个层通过织机拉出,其中针的连续撞击(strike)形成连接元件的各种潜在图案。
[0079]
缝合结合使用不同类型的针以将外部连接元件(例如来自线轴的纱线)引入到第一层中并且跨过空间进入第二层中,形成连接元件。可选择地,缝合结合可以通过用源自第一层和/或第二层的纤维形成针织线圈(loop)并且使用所述线圈形成缝合线来引入连接元件,而不使用外部连接元件。在不同的缝合图案的情况下,许多变化是可获得的,例如缝合结合可以用来提供经编缝合图案(“之字形”缝合图案)。与直线缝合相比,经编缝合有助于改进柔性复合材料在机器方向(md)(即在柔性复合材料的生产方向)上的柔性。
[0080]
水力缠结使用在非编织纤维材料上喷射的小流体射流,以将连接元件从材料(或铺设在材料的顶部上)推出/推离表面,并使它们与空间内存在的其他纤维机械缠结。因此,该技术可以在两个表面固定成一定距离间隔的情况下进行,其中来自层中的一个或两个层的表面的连接元件机械缠结在它们之间的空隙中,然后用填充材料填充该空隙。
[0081]
可以使用预先成形的钩和眼,其中(在用填充材料填充之前)钩和/或眼从第一层和第二层两者中突出,从而使得在其中连接的钩和眼在空间中彼此连通的地方能够产生连接元件(桥)。
[0082]
如果使用针刺技术来产生连接纤维,那么一旦连接元件已经延伸穿过所述第一层,则从第二层的外表面突出的端部必须被固定在适当的位置。这可以以多种方式进行:纤维末端或“簇(tuft)”可以使用粘合剂被胶粘至第二层的外表面或与聚合物层熔合;簇可以被热熔合或熔化到第二层的外表面中;簇可以被机械缠结;纤维可以被熔化使得它们皱缩并熔化在一起并且不能容易地穿过第二层被拉出。可选择地,簇可以被第二层的材料充分良好地“夹紧(pinch)”,以便不需要另外的附接以将它们固定在适当的位置,并且防止连接纤维通过第二层被拉回。如果簇被胶粘至第二层的外表面,则可以有益的是,簇改变方向并
且相对于第二层的外表面是扁平的以基本上平行于所述第一层和/或第二层,或者与在第一层和第二层上形成的凸起相一致。优选地,第一层和第二层之间的空间中的连接元件的平均角度基本垂直于所述第一层和第二层。
[0083]
如果针刺技术用于产生连接元件,则延伸穿过第一层和/或第二层的连接元件可以适于被固定至其已延伸穿过的层的最外侧。优选地,连接元件被固定至第一层和/或第二层的最外侧,以防止通过加热或粘合剂(最优选地使用低熔点粘合剂)向内拉动穿过相应的层。为了能够实现这一点,连接元件的突出末端可以相对于层的外表面是扁平的,已经发现以这种方式已经被扁平化的结合的连接元件显著地增加了连接元件的拉出强度。该结合部的拉出强度可以通过经由从它们被插入时起在第一层和/或第二层中形成的孔夹紧连接元件来辅助。在其中提供不可渗透元件(例如流体不可渗透的土工膜)的实施方案中,于是延伸穿过第一层和/或第二层的连接元件可以不延伸穿过所述不可渗透元件,因为这样做会降低不可渗透元件的流体不可渗透性。
[0084]
优选地,当使用bs en 13426-2:2005测量时,第一层和第二层之间的未凝固的柔性复合材料的剥离强度(即通过剥离分离未凝固的柔性复合材料的第一层和第二层之间的结合所需的力)是从0.1kn/m-20kn/m,并且优选地为0.3kn/m-3kn/m。第一层和第二层之间的未凝固的柔性复合材料的基本上所有的剥离强度均由连接元件提供,并且是连接元件本身的拉伸强度以及同样是由连接元件如何附接至第一层和/或第二层所提供的拉伸强度的函数。已经发现,为了在可凝固的填充材料的凝固之前的制造和操作两者期间提供和保持空间内的填充材料的良好装填密度,需要上述范围内的剥离强度。
[0085]
如果缝合结合技术用于产生连接元件,则这些元件可以被固定在适当的位置,以避免当在横向方向上切割柔性复合材料时缝合线在机器方向上散开(解拉链)。通过将聚合物热层压到柔性复合材料的一个面上使聚合物在元件周围熔化,可以减少缝合线的散开,该聚合物在冷却后有助于防止连接元件拉出和散开。
[0086]
连接元件可以是纤维。优选地,纤维源自第一层和/或第二层。以这种方式,第一层和/或第二层充当纤维供体。
[0087]
当第一层和/或第二层充当纤维供体时,连接元件是源自第一层和/或第二层中的一个的纤维,并且因此与第一层和/或第二层是相同的材料。优选地,源自第一层和/或第二层的纤维(以及因此第一层和/或第二层)可以包括聚丙烯纤维、聚酯纤维、聚对苯二甲酸乙二醇酯纤维、聚乙烯醇纤维、弹性体纤维、尼龙、硅尼龙、乙烯类、玄武岩纤维、碳纤维、耐碱玻璃纤维、玻璃纤维、涂覆的玻璃纤维、聚氯乙烯纤维、芳族聚酰胺纤维、黄麻、棉、粘胶、由上述纤维和热活化结合剂的组合组成的双组分纤维或它们的混合物。优选地,源自第一层和/或第二层的纤维包括聚丙烯纤维。
[0088]
当第一层和/或第二层不充当纤维供体时(例如当用外部纱线缝合结合或针刺结合被用于将连接元件定位在空间中时),则第一层和/或第二层不限于非编织材料,而是可以是编织的、针织的、热固结的、挤出的、纺粘的或其他材料。
[0089]
从第一层和/或第二层基本上延伸跨过该空间的元件可以穿过相对的层并且延伸回到该空间中。基本上延伸回到该空间中的元件可以被配置成与位于该空间中的其他元件连结。优选地,基本上延伸回到该空间中的元件通过缠结的方式与其他元件连结。可选择地,基本上延伸回到该空间中的元件被配置成与纤维源自其的层连结。
[0090]
可选择地,连接元件可以是通过缝合结合技术插入的外部连接元件。通过缝合结合插入的连接元件可以包括聚丙烯纤维、聚酯纤维、聚对苯二甲酸乙二醇酯纤维、聚乙烯醇纤维、弹性体纤维、尼龙、硅尼龙、乙烯类、玄武岩纤维、碳纤维、耐碱玻璃纤维、玻璃纤维、涂覆的玻璃纤维、聚氯乙烯纤维、芳族聚酰胺纤维、黄麻、棉、粘胶、由上述纤维和热活化结合剂的组合组成的双组分纤维或它们的混合物。优选地,连接元件是外部的聚丙烯纱线。
[0091]
第一层和第二层之间的空间被填充材料占据。根据本公开内容的“填充材料”被用于指代被包含在第一层和第二层之间的可凝固的填充材料。任选地,柔性复合材料可以包含第二填充材料、第三填充材料、第四填充材料等。虽然填充材料中的一层必须是可凝固的,但是第二填充层或另外的填充层不必是可凝固的。下文中使用的“第一填充材料”将指代可凝固的填充材料,而“第二填充材料”将指代可以是可凝固的或可以不是可凝固的另外的填充层。
[0092]
第二填充材料可以位于第一层和第二层之间的空间中,其能够在添加液体、气体或辐射时凝固成刚性的或半刚性的固体,并且其中所述第二填充材料通过位于第一层和第二层之间的空间中的分离层与第一填充材料分离。
[0093]
第一填充材料(上文被描述为填充材料)和/或第二填充材料可以选自粉末、糊状物或可发泡组合物中的一种或更多种。任选地,第一填充材料和/或第二填充材料包括一种或更多种可凝固的填充材料,例如但不限于:波特兰水泥、高铝水泥、水泥-骨料混合物、石灰-骨料混合物、硫酸钙、萤石钙、硅酸钙、灰泥、铝酸钙、镁水泥或它们的混合物。优选地,可凝固的填充材料包括波特兰水泥或高铝水泥。水泥可以与通常在水泥或混凝土组合物中发现的添加剂组合。
[0094]
高铝水泥具有以下优点,即与其他水泥相比,它提供更短的凝固时间和更快的早期强度增益,具有更高的拉伸和压缩强度以及高得的耐磨性和硬度。另外地,高铝水泥具有良好的耐酸性,并且可以抑制产生硫酸的细菌的菌落的生长。
[0095]
用于凝固水泥的液体优选地为水,其可以是海水或通过添加其他化学物质已经被改性的水,这些其他化学物质可以包括上述水溶性的添加剂中的任一种。
[0096]
填充材料可以是当两种或更多种液体组分混合在一起时固化的多部分可固化树脂的一种组分,例如环氧树脂体系。
[0097]
填充材料和任何另外的填充材料可以包括填料材料(filler material)。填料材料可以包括沙或细骨料、粉煤灰、玻璃珠、低密度或回收填料、短切的天然或合成纤维、石灰粉、石灰石、云母绝缘体、表面改性二氧化硅、抗冲改性剂、可溶胀微球、导热颗粒、偏高岭土、导电颗粒、二氧化硅、粘土、滑石、着色剂、高吸收性聚合物、抗氧化剂、抗菌剂、表面活性剂、氟聚合物、颜料、杀生物剂例如抗真菌剂或抗菌剂和抗辐射填料、或它们的任何混合物。
[0098]
上文描述的填料材料中的一种或更多种可以用于降低所得的复合材料的重量和/或成本、改变热性能、或赋予源自填料材料的物理性能活性的一系列物理性能(包括电学、光学、液体屏障等)。
[0099]
填充材料和/或第二填充材料可以包括反应改性剂。填充材料和/或第二填充材料的反应改性剂可以包括锂化合物、钠化合物、有机化合物(柠檬酸、酒石酸)、硫酸盐源、增塑剂、促进剂、缓凝剂、超增塑剂、减缩剂、防水剂、ph改性剂、玻璃珠、火山灰材料、发泡剂、可分散性聚合物粉末或它们的混合物。
[0100]
优选地,填充材料当凝固时具有使用bs en 12390-6:2009测试的从0.1-20mpa、或从0.1-10mpa、或从0.5-5mpa的拉伸强度。优选地,填充材料当凝固时具有使用bs en 12390-3:2009测试的从1-500mpa或从2.5-100mpa或从5-50mpa的压缩强度。
[0101]
第二填充材料可以例如通过使用可溶胀材料来提供流体不可渗透性(除了由填充材料提供的不可渗透性之外)。水或油可溶胀的填充材料可以被用于选择性地防止某些液体或污染物通过表面。第二填充材料可以包括水可溶胀的材料,例如膨润粘土、高吸收性聚合物、改性的丙烯酸类树脂、油溶胀的弹性体或它们的混合物。
[0102]
优选地,第一填充材料包括水泥,并且第二填充材料包括流体可溶胀的物质例如膨润土或可溶胀的聚合物例如超吸收性聚合物)、或其他不可凝固的次级填充材料,例如:高炉矿渣、炭黑粉末、活性炭粉末、热绝缘体或电绝缘体、或它们的混合物。
[0103]
第二填充材料可以包括耐火材料,例如膨胀材料、石膏、灰泥或它们的混合物。优选地,第二填充材料包括膨胀填充物。
[0104]
如果提供第二填充材料,则将第一填充材料与第二填充材料分离的分离层可以是纸、编织织物、非编织织物、非编织水刺织物、挤出织物、针织织物、膜片织物或回收纤维类型的织物中的一种或更多种。优选地,分离层是非编织的,例如非编织水刺的或非编织针刺的。分离元件可以由包括以下的材料制成:木浆纤维、聚酯纤维、聚丙烯、聚对苯二甲酸乙二醇酯纤维、聚乙烯醇纤维、尼龙、硅尼龙、乙烯类、玄武岩纤维、碳纤维、玻璃纤维、涂覆的玻璃纤维、聚氯乙烯纤维、芳族聚酰胺纤维、黄麻、棉、粘胶以及它们的混合物。优选地,分离层可以包括非编织的聚丙烯,并且更优选地非编织水刺的聚丙烯。
[0105]
所述层可以用粘合剂结合在一起。粘合剂可以包括共聚酰胺、聚酯、共聚酯、聚氨酯、共聚氯乙烯、乙烯-醋酸乙烯酯、聚烯烃、聚酰胺、聚吡咯、聚碳酸酯、有机硅橡胶、苯乙烯嵌段共聚物、热塑性聚合物、压敏粘合剂例如苯乙烯嵌段聚合物或丙烯酸树脂、多组分粘合剂(例如聚酯、多硫化物或聚氨酯)、天然粘合剂(例如基于木质素的胶)、单部分粘合剂(例如可uv固化的粘合剂)等。
[0106]
取决于柔性复合材料的最终用途,第一层和/或第二层的材料可以被选择为水溶性的、可腐烂的、可uv降解的、亲水的和/或疏水的。天然纤维(例如黄麻、棉、椰子纤维、纤维素纤维、粘胶纤维或它们的混合物)或人造纤维(例如淀粉基聚合物纤维)可以被用于实现这样的水溶性的、可腐烂的、可uv降解的、亲水的和/或疏水的性能中的一种或更多种。
[0107]
第一层和/或第二层中的一种或更多种材料可以是杀生物剂或生物生长促进剂。例如,填充材料和/或第一层和/或第二层可以包含杀生物粉末以阻止生物生长,或者填充材料和/或第一层和/或第二层可以包含肥料以促进生物生长。已经发现,为柔性复合材料提供纤维外表面(例如通过使用用于外表面的非编织织物)可以促进生物生长。例如,已经发现,当根据本发明的具有纤维外表面的柔性复合材料被安装在水道中时,有机和无机碎片被捕获在纤维外表面中,从而允许浅根植物和苔藓的发芽,建立了其中根部附接至复合材料的粗糙表面的土壤层。
[0108]
在层中的一层中使用生物生长促进材料使得例如植物生命能够在所述层上生长。这对于复合材料的某些用途可以是有利的,其中植物生命的生长有助于复合材料融入其所位于的景观/环境中。还已经发现,植物生命的生长有利地充当缓冲垫/缓冲器,用于吸收来自掉落的外来物体的冲击或由流动水中携带的物体(例如可能以其他方式损坏复合材料的
岩石或碎片)引起的磨损。
[0109]
第一层和/或第二层可以包含导电纤维或导电层,从而能够实现柔性复合材料的损坏或应变及其位置的检测。导电纤维可以是导电碳纤维或光纤、石墨烯涂层,或者可以使用这些类型的纤维或层的混合物。
[0110]
柔性复合材料还可以包括在第一层的最外侧或第二层的最外侧上的隔热层。
[0111]
隔热层可以包括发泡聚苯乙烯、发泡聚氨酯、纤维玻璃、纤维素、岩棉、聚苯乙烯泡沫、气凝胶、聚氨酯泡沫、珍珠岩、软木、它们的混合物以及它们的多层。
[0112]
具体地,本技术提供以下内容:
[0113]
项目1.一种能够被凝固以变成刚性的或半刚性的柔性复合材料,所述复合材料包括:
[0114]
第一层;
[0115]
第二层,所述第二层与所述第一层相对并且通过一空间与所述第一层间隔开;
[0116]
填充材料,所述填充材料位于所述第一层和所述第二层之间的所述空间中,所述填充材料能够在添加液体、气体或辐射时凝固成刚性的或半刚性的固体;
[0117]
多个元件,所述元件基本上从所述第一层和/或所述第二层延伸到所述空间中并且连接至所述第一层和/或所述第二层,并且所述元件能够穿过所述第一层和/或所述第二层,并且能够连接在一起,从而形成用于将所述层连结在一起的连接元件;并且
[0118]
其中未凝固的填充材料以一定压力被设置在所述空间中,使得张力被施加至所述连接元件中的一个或更多个上并且导致所述第一层和/或所述第二层在处于张力下的相邻的连接元件之间向外凸出。
[0119]
项目2.根据项目1所述的柔性复合材料,其中所述第一层包括非编织织物。
[0120]
项目3.根据项目2所述的柔性复合材料,其中所述非编织织物包括通过针刺、粘合剂、加热、水力缠结、缝合结合或超声焊接结合的纤维。
[0121]
项目4.根据项目2或项目3所述的柔性复合材料,其中所述非编织织物包括聚丙烯纤维。
[0122]
项目5.根据项目2至4中任一项所述的柔性复合材料,其中所述非编织织物包括具有从0.1-100分特、0.2-100分特、0.5-100分特、1-100分特、2-50分特、3-30分特的平均线性密度的纤维或不同重量的纤维的共混物。
[0123]
项目6.根据项目2至5中任一项所述的柔性复合材料,其中所述非编织织物包括具有从10-200mm、优选地30-150mm或40-100mm的长度的短纤维。
[0124]
项目7.根据任一前述项目所述的柔性复合材料,其中所述第一层是可渗透气体和液体的,但基本上是不可渗透所述填充材料的。
[0125]
项目8.根据任一前述项目所述的柔性复合材料,其中所述第一层和/或所述第二层还包含增强元件,所述增强元件包括编织的、非编织的、连续的膜或针织的织物,所述增强元件被配置成改进所述第一层和/或所述第二层的拉伸强度和/或增加所述第一层和/或所述第二层的刚度。
[0126]
项目9.根据项目8所述的柔性复合材料,其中所述增强元件包括聚酯或聚丙烯。
[0127]
项目10.根据任一前述项目所述的柔性复合材料,其中所述第一层和/或所述第二层的极限拉伸强度可以由下式表示:
[0128]
σftf≤4tr[0129]
其中:
[0130]
σf是所述填充材料在凝固时的极限拉伸应力,以(n/m2)计;
[0131]
tf是凝固的填充材料的平均厚度(m);
[0132]
tr是被加载张力的层的每米宽度的极限拉伸强度(n/m)。
[0133]
项目11.根据项目8至10中任一项所述的柔性复合材料,其中所述第一层和/或所述第二层具有每米宽度0.5-200kn的拉伸强度,优选地1kn/m至150kn/m或1kn/m至100kn/m的拉伸强度。
[0134]
项目12.根据任一前述项目所述的柔性复合材料,其中所述第一层和/或所述第二层在其最内表面的至少一部分上包括粗糙的键合织物元件,从而邻接所述空间中的粉末材料,以用于使粉末在凝固时粘附。
[0135]
项目13.根据项目12所述的柔性复合材料,其中所述粗糙的键合织物包括聚丙烯纤维。
[0136]
项目14.根据项目12或项目13所述的柔性复合材料,其中邻接所述粉末材料的所述键合织物元件被配置成当所述粉末材料凝固时,在所述键合织物和所述粉末材料之间提供具有从0.5-10kn/m的剥离阻力的结合部。
[0137]
项目15.根据当从属于项目8至11中任一项时的项目12至14中任一项所述的柔性复合材料,其中所述键合织物元件被结合至所述增强层,并且其中所述键合织物和所述增强层之间的结合部的剥离阻力为从0.5-10kn/m。
[0138]
项目16.根据任一前述项目所述的柔性复合材料,其中所述第二层基本上不渗透流体。
[0139]
项目17.根据项目16所述的柔性复合材料,其中所述第二层的水力传导率在10-3-10-15
ms-1
或10-6-10-14
ms-1
或10-7-10-12
ms-1
的范围内。
[0140]
项目18.根据项目16或项目17所述的柔性复合材料,其中,所述第二层包括单独的连续膜,所述连续膜被配置成基本上不渗透流体,所述连续膜包括聚丙烯、高密度聚乙烯和中密度聚乙烯和低密度聚乙烯、pvc、橡胶或聚氨酯。
[0141]
项目19.根据项目18所述的柔性复合材料,其中所述第二层在其背离所述填充材料的最外表面上包括非编织织物元件,以形成保护元件。
[0142]
项目20.根据项目19所述的柔性复合材料,其中所述非编织织物元件包括通过针刺、粘合剂、加热和加压、水力缠结、缝合结合或超声焊接结合的纤维。
[0143]
项目21.根据项目19或项目20所述的柔性复合材料,其中所述非编织织物元件包括聚酯和/或聚丙烯。
[0144]
项目22.根据任一前述项目所述的柔性复合材料,其中所述第二层在其背离所述填充材料的最外表面的至少部分上包括防滑元件,以改进所述柔性复合材料和所述柔性复合材料被铺设在其上的表面之间的抓握力。
[0145]
项目23.根据项目22所述的柔性复合材料,其中所述防滑元件包括天然橡胶、合成橡胶、聚丙烯、聚酯、pvc、ldpe、lldpe、或hdpe和/或一定程度的纹理。
[0146]
项目24.根据任一前述项目所述的柔性复合材料,其中所述连接元件在所述第一层和所述第二层之间延伸,从而连结所述第一层和所述第二层,并且沿着所述柔性复合材
料的纵向轴线和/或横向轴线以规则的布置或不规则的布置间隔开。
[0147]
项目25.根据任一前述项目所述的柔性复合材料,其中所述连接元件被布置成下列图案中的一种:规则的或不规则的三角形、正方形、矩形、六边形、任何其他多边形、经编、基本上随机分布的或它们的任何组合。
[0148]
项目26.根据任一前述项目所述的柔性复合材料,其中每个连接元件包括多个子元件,所述子元件以能够支撑拉伸载荷的离散的列延伸跨过所述空间并且穿过所述层中的一个层或两个层。
[0149]
项目27.根据项目24至26中任一项所述的柔性复合材料,其中所述连接元件以从0.1-100mm、0.1-50mm、优选地从0.5-30mm、更优选地从1-20mm、或最优选地从1-12mm的距离彼此间隔开。
[0150]
项目28.根据项目24至27中任一项所述的柔性复合材料,其中所述连接元件在所述第一层和/或所述第二层之间以基本上垂直于所述第一层和所述第二层之间的中间平面的净角度延伸。
[0151]
项目29.根据任一前述项目所述的柔性复合材料,其中所述连接元件通过针刺、缝合结合、水力缠结和与预成形的钩接合中的一种或多种被定位在所述空间中。
[0152]
项目30.根据任一前述项目所述的柔性复合材料,其中从所述第一层和/或所述第二层延伸跨过所述空间的所述连接元件延伸穿过相对的层,从而将所述层连结在一起。
[0153]
项目31.根据项目30所述的柔性复合材料,其中延伸穿过所述第一层和/或所述第二层的所述连接元件适于被固定至其已经延伸穿过的所述层的最外侧。
[0154]
项目32.根据当从属于项目18至21时的项目31所述的柔性复合材料,其中所述连接元件不延伸穿过所述连续膜。
[0155]
项目33.根据项目31或项目32所述的柔性复合材料,其中所述连接元件通过机械缠结、粘合剂、通过加热熔合或通过经由化学或机械手段结合至聚合物层中的一种或更多种被固定。
[0156]
项目34.根据任一前述项目所述的柔性复合材料,其中未凝固的柔性复合材料的所述第一层和所述第二层之间的剥离强度为从0.1kn/m至20kn/m,并且优选地为0.3kn/m至3kn/m。
[0157]
项目35.根据项目24至34中任一项所述的柔性复合材料,其中在所述连接元件已经延伸穿过所述第一层和/或所述第二层后,所述连接元件改变方向以基本上平行于所述第一层和/或所述第二层。
[0158]
项目36.根据任一前述项目所述的柔性复合材料,其中所述连接元件是纤维。
[0159]
项目37.根据任一前述项目所述的柔性复合材料,其中所述连接元件源自所述第一层和/或所述第二层。
[0160]
项目38.根据项目29至37中任一项所述的柔性复合材料,其中从所述第一层和/或所述第二层基本上跨过所述空间延伸的所述连接元件穿过相对的层并且延伸回到所述空间中。
[0161]
项目39.根据项目38所述的柔性复合材料,其中基本上延伸回到所述空间中的所述连接元件被配置成与位于所述空间中的其他元件连结。
[0162]
项目40.根据项目39所述的柔性复合材料,其中基本上延伸回到所述空间中的所
述元件通过缠结与所述其他元件连结。
[0163]
项目41.根据项目38所述的柔性复合材料,其中基本上延伸回到所述空间中的所述元件被配置成与纤维所源自的层连结。
[0164]
项目42.根据任一前述项目所述的柔性复合材料,其中所述填充材料选自粉末、糊状物或可发泡的组合物中的一种或更多种。
[0165]
项目43.根据项目1至42中任一项所述的柔性复合材料,其中所述填充材料包括水泥-骨料混合物、高铝水泥、石灰-骨料混合物和波特兰水泥中的一种或更多种。
[0166]
项目44.根据任一前述项目所述的柔性复合材料,其中所述填充材料包括填料材料。
[0167]
项目45.根据任一前述项目所述的柔性复合材料,其中所述填充材料包括反应改性剂。
[0168]
项目46.根据任一前述项目所述的柔性复合材料,其中所述填充材料在凝固时具有从0.1-20mpa,优选地0.1-10mpa,更优选地0.5-5mpa的拉伸强度。
[0169]
项目47.根据任一前述项目所述的柔性复合材料,其中所述填充材料在凝固时具有从1-500mpa,优选地5-200mpa,更优选地15-100mpa的压缩强度。
[0170]
项目48.根据任一前述项目所述的柔性复合材料,还包括位于所述第一层和所述第二层之间的所述空间中的第二填充材料,并且其中所述第二填充材料通过位于所述第一层和所述第二层之间的所述空间中的分离层与所述第一填充材料分离。
[0171]
项目49.根据项目48所述的柔性复合材料,其中所述第二填充材料选自粉末、糊状物或可发泡的组合物中的一种或更多种。
[0172]
项目50.根据项目48或项目49所述的柔性复合材料,其中所述第二填充材料包括膨润粘土或超吸收性聚合物。
[0173]
项目51.根据项目48至50中任一项所述的柔性复合材料,其中所述分离层是纸或编织的、非编织的、针织的织物或挤出层。
[0174]
项目52.根据项目48至51中任一项所述的柔性复合材料,其中所述分离层包括非编织的聚丙烯。
[0175]
项目53.根据任一前述项目所述的柔性复合材料,其中所述柔性复合材料的所述层用粘合剂结合在一起,优选地所述粘合剂是热熔粘合剂。
[0176]
项目54.根据项目53所述的柔性复合材料,其中所述粘合剂包括聚丙烯共聚物,所述聚丙烯共聚物被粘附至增强层或者作为所述增强层的一部分。
[0177]
项目55.根据项目53至54中任一项所述的柔性复合材料,其中所述粘合剂在所述层之间提供基本上类似于所述第一层和/或所述第二层的极限拉伸强度的剪切强度。
[0178]
项目56.根据任一前述项目所述的柔性复合材料,其中所述第一层和/或所述第二层中的材料中的一种或更多种是水溶性的、可腐烂的、可uv降解的、亲水的和疏水的。
[0179]
项目57.根据任一前述项目所述的柔性复合材料,其中所述第一层和/或所述第二层中的材料中的一种或更多种是杀生物剂或生物生长促进剂。
[0180]
项目58.根据任一前述项目所述的柔性复合材料,其中所述填充物、所述第一层或所述第二层包含导电纤维,从而能够实现所述柔性复合材料的损坏或应变及其位置的检测。
[0181]
项目59.根据任一前述项目所述的柔性复合材料,还包括在所述第一层的最外侧或所述第二层的最外侧上的隔热层,允许另外的层能够被施加在所述隔热层的外侧。
[0182]
项目60.根据前述项目中任一项所述的柔性复合材料,还包括延性层,所述延性层具有足够的平面外刚度,使得所述延性层能够弯曲(塑性变形)以将未凝固的柔性复合材料成形为三维形状,所述三维形状能够在所述材料凝固之前支撑其自身重量。
[0183]
项目61.一种如在本文中参照附图所描述的柔性复合材料。
附图说明
[0184]
本发明可以以各种方式实施,并且现在将参照附图通过实例的方式来描述根据本发明的柔性复合材料的一些优选的实施方案,其中:
[0185]
图1至图9示出了通过柔性复合材料的优选实施方案的横截面视图;
[0186]
图10和图11示出了本发明的两种柔性复合材料的弯曲刚度;
[0187]
图12示出了本发明的柔性复合材料的层和所述柔性复合材料的空间中的凝固的粉末材料之间的剥离强度;
[0188]
图13示出了形成本发明的柔性复合材料的第二层的两个元件之间的剥离强度;
[0189]
图14示出了本发明的未凝固的柔性复合材料的第一层和第二层之间的剥离强度;以及
[0190]
图15示出了在三点弯曲测试期间被施加在柔性复合材料上的力。
[0191]
详述
[0192]
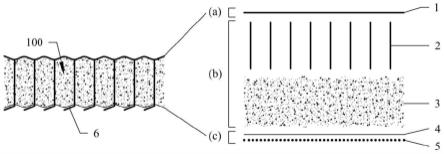
根据本发明的柔性复合材料的第一实例在图1中总体上以标记100示出,以及其伴随的分解图,该分解图示出了构成复合材料100的层。柔性复合材料100包括第一层(a)、第二层(c)以及第一层和第二层之间的空间(b)。空间(b)包括填充材料3和连接元件2。
[0193]
柔性复合材料100的结构通过以下来实现:在正压差下将填充材料3浸渍在第一层(a)和第二层(c)之间,同时使用针刺将连接元件2定位在空间(b)中以在所述层之间延伸,如先前所描述的。
[0194]
第一层(a)是由针刺的聚丙烯非编织织物制成的纤维供体层1,该纤维供体层首先能够将填充材料3容纳在第一层和第二层之间的空间(b)中,并且其次可选择性地可渗透某些流体,例如可渗透液体和气体,但基本上不可渗透填充材料3。
[0195]
连接元件2是聚丙烯纤维,所述聚丙烯纤维已经从纤维供体层1的非编织织物延伸出来,并且以约90度的净角度延伸穿过空间(b)至层(a)和层(c),以便基本上垂直于所述层的纵向轴线。针刺技术使用带钩的针以从第一层(a)的非编织聚丙烯中拾取纤维并且将它们携带/延伸通过空间(b)并基本上到达第二层(c)上。
[0196]
填充材料3在未凝固时以一定压力被设置在空间(b)中,使得张力被施加至连接元件。填充材料的压力以及连接元件在张力下缺乏纵向拉伸导致第一层和第二层相对于连接元件在张力下的纵向长度向外凸起。换句话说,第一层和第二层在连接元件2的净纵向轴线的方向上向外延伸超出连接元件2。
[0197]
由于加压的填充材料,第一层(a)和/或第二层(c)凸出的量/程度取决于连接元件以及第一层和第二层的材料性质。例如,可以增加第一层和/或第二层的刚度以减少凸出的量,或者甚至在层中的一个层上增加刚度,使得凸出被完全阻止。第一层(a)和第二层(c)的
材料性质可以改变,以便当填充材料在压力下存在于空间中时获得不同尺寸的凸起。
[0198]
因此,柔性复合材料100显示了穿过三维微结构的横截面,所述三维微结构通过在正压差下填充所述填充材料,使第一层和第二层变形而产生,其中连接的纤维形成由此形成的形状的最小值。
[0199]
一旦连接元件2由于针刺已经穿过并离开第二层(c),它们的主方向从基本垂直于第一层(a)和第二层(c)的纵向轴线变为基本平行于层(a)和层(c)的所述纵向轴线。已经改变方向的连接元件的部分被配置成基本上符合第二层(c)的凸出表面。在这种方向改变之后,使用粘合层5将连接元件结合至第二层(c),从而在第一层(a)和第二层(c)之间提供机械连结。
[0200]
填充材料可以是当暴露于uv辐射或气体(例如空气)时能够在添加液体后凝固成刚性的或半刚性的固体的任何材料,例如任何合适的糊状物、粉末或可发泡的组合物。水泥可以与填料和其他添加剂(例如反应改性剂)一起使用。
[0201]
第二层(c)包括由编织的聚丙烯带制成的增强元件4。编织的聚丙烯带在外表面上涂覆有用于粘合层5的粘合剂(如热熔聚合物)的膜。一旦纤维2被推动穿过第二层(c)并且它们的方向已经被改变以基本上符合第二层(c)的形状,则粘合层5的热熔聚合物粘合剂允许连接元件2的附着。
[0202]
一旦由带钩的针制成的孔被粘合剂层重新密封,则编织的聚丙烯带基本上不渗透流体。
[0203]
可选择地,从纤维供体层1突出穿过增强元件4的连接元件可以使用热源(例如热空气)或辐射源来皱缩,这具有加厚增强元件的外表面上的连接元件的效果,这阻止了连接元件被拉回穿过增强元件,这可以作为粘合剂层5的补充或替代来使用,在这种情况下,增强元件4可以更具渗透性,但仍将用于基本上容纳粉末填充材料3。
[0204]
诸如水的液体可以经由第一层(a)穿透到柔性织物100中;填充材料3(例如水泥)的水合作用由连接元件2辅助,连接元件2能够将水芯吸到柔性织物100的内部。第二层(c)与连接元件2一起为凝固时的填充材料提供增强并且防止裂纹扩展。
[0205]
任选地,增强元件4可以在外表面上设置有另外的保护元件7,从而防止柔性复合材料的底侧在安装和使用期间变得被损坏。此外,增强元件4的内表面可以设置有键合元件8,以提供填充材料3键合进其中的表面。图2总体上以标记200示出了根据本发明的柔性复合材料,其另外地包括分别以标记8和标记7的这样的键合元件和保护元件。键合元件是水刺针刺的或热结合的聚丙烯非编织织物。保护元件是针刺的非编织聚丙烯织物。键合元件和保护元件不仅限于由这些材料制成,而且还可以可选择地是上文关于键合元件和保护元件所描述的任何其他合适的类型的材料。
[0206]
保护元件7可以另外地起到具有防滑能力的作用。这将改进当柔性复合材料被铺设在表面上时该柔性复合材料的抓握力(grip)。可选择地,防滑元件可以完全替代保护元件7,或者可以被应用在保护元件的外表面(图中未示出)上。防滑元件可以由任何合适的材料制成,例如防滑元件可以由上文关于防滑元件所描述的任何材料制成。
[0207]
键合元件8和保护元件7粘合至增强元件4的编织聚丙烯的任一面(分别示出为5和9)上的低熔点聚合物涂层。
[0208]
任性地,第一层(a)可以在纤维供体层1的内表面(纤维供体层1的更靠近填充材料
的表面)上设置有增强元件10,与增强元件4相比,增强元件10应当是流体可渗透的。在纤维供体层层1的内表面上具有增强元件10的柔性复合材料总体上以图3的标记300示出。其他层和元件1至9与关于图2所示的柔性复合材料200所描述的那些相同。用于该增强元件10的优选的材料将是开放编织的聚丙烯带(open weave polypropylene tape)。该另外的增强元件可以设置有粘合剂层11,该粘合剂层可以是上文所描述的类型的热熔聚合物。这使得柔性复合材料在两个方向上具有比未增强的版本增加的弯曲强度(一旦凝固),即柔性复合材料在失效前从第一层(a)侧和在失效前从第二层(c)侧可以承受的载荷的量大于未增强的情况。
[0209]
图4总体上以标记400示出了根据本发明的柔性复合材料的另一个实例。除了如图1至图3中一样在第一层(a)中具有单个纤维供体层1之外,柔性复合材料400还包括在第二层(c)中的第二纤维供体元件12。与根据柔性复合材料100和200从纤维供体元件1延伸的所有的连接元件2相反,除了空间(b)内的一些连接元件2另外地已经从第二纤维供体元件12延伸之外,柔性复合材料400的第一层(a)和空间(b)与柔性复合材料100和200的第一层(a)和空间(b)基本上相同。
[0210]
柔性复合材料400的连接元件2是聚丙烯纤维,所述聚丙烯纤维已经从纤维供体层1和第二纤维供体元件12延伸并且以90度的净角度穿过空间(b)延伸至层(a)和(c)并朝向相对的层。连接元件2使用针刺技术建立,该针刺技术类似于上文结合柔性复合材料100和柔性复合材料200描述的技术。该针刺技术与前述针刺技术的不同之处在于,带钩的针用于从第二纤维供体元件12的非编织聚丙烯中拾取连接元件2(除了如上所讨论的从纤维供体层1拾取纤维之外),并且将它们运送穿过空间(b)并到达第一层(a)。因此,针既向下刺穿纤维供体层1,又以相反的方向刺穿第二纤维供体元件12。这些穿刺(strike)可以是顺序的或同时的。
[0211]
在一些应用中,具有两个不同的填充材料层可以是有用的。例如,如果如本文中所公开的柔性复合材料被用于形成水通道或被铺设在河床上,则可以合意的是具有柔性复合材料,所述柔性复合材料具有可凝固的材料层,该可凝固的材料层将保护可以是可凝固的或可以不是可凝固的底部材料免受磨损或侵蚀。
[0212]
图5中的柔性复合材料500设置有另外的第二填充材料14,该第二填充材料位于空间(b)中并且通过分离层13与第一填充材料3分离,从而界定第一填充材料层和第二填充材料层。第一填充材料层必须是可凝固的填充物,如先前所描述的。相反,第二填充材料14可以是多种潜在材料中的一种,例如上文关于第二填充材料所描述的材料。第二填充材料可以是类似于第一填充材料的可凝固的填充材料,但是也可以是不可凝固的材料,例如流体可溶胀的物质,例如膨润粘土。
[0213]
分离元件可以由非编织的聚丙烯制成,其可渗透液体例如水。因此,当液体例如水被施加至复合材料时,分离元件允许水通过第一填充材料层渗进到第二填充材料层,从而允许这两种填充材料被水合,但是防止两种填充材料在干燥或湿润时充分混合。
[0214]
分离元件不限于由非编织的聚丙烯制成,并且可选择地由任何其他合适的材料织物制成,该材料织物可以分离两种填充材料并且可渗透液体例如水。分离元件可以是上文关于分离元件所描述的材料中的任一种。分离元件还可以包括如先前所描述的增强元件(图中未示出)。
[0215]
本文所描述的任何柔性复合材料都可以设置有一根或更多根导电纤维(例如导电碳纤维、金属导线诸如钢、铝或铜或光纤、石墨烯涂覆的纤维或片材)。这样的纤维被插入到填充材料3(或填充材料3和14)附近的空间(b)中,如图6中的柔性复合材料600所示。以这种方式提供包括导电纤维15的柔性复合材料可以使得用户能够使用导电电阻测量来确定柔性复合材料是否、何时以及在何处被损坏或被暴露于液体或经受严重应变,使得可以更容易地进行修理或出于其他目的对安装进行监控。可选择地,这些纤维可以是图1-图6中所示的任何层1-15的整体元件。
[0216]
上述柔性复合材料(柔性复合材料100、200、300、400、500和600)的示例性实施方案都包括充当连接元件2的纤维供体的非编织材料的元件,连接元件2使用如上文所讨论的针刺技术针刺跨过内部空间(b)。这种针刺技术使得第一层(a)能够被机械地连结至第二层(c)。本发明的柔性复合材料不限于已经通过针刺生产的柔性复合材料。根据本发明的柔性复合材料的可选择的实例在图7中总体上以标记700示出。柔性复合材料700具有连接元件2,所述连接元件2已经使用如先前所描述的缝合结合技术插入。这些连接元件2已经从外部纱线(与如其他示例性实施方案中所示的源自第一层和/或第二层相反)穿过第一层被插入并且穿过第二层被缝合,从而通过缝合将它们机械地连接。柔性复合材料700的第一层(a)包括前述类型的针刺的非编织聚丙烯。柔性复合材料700的第一层(a)不限于这样的材料,并且可选择地可以是上文关于第一层(a)所描述的任何其他类型的材料。此外,层(a)的材料不限于能够贡献(donate)纤维,并且因此可以仅是编织的或针织的材料或水刺或热固结的或挤出的。第二层(c)是先前所讨论的类型的编织的聚丙烯带。可选择地,第二层(c)可以是非编织的材料18,并且优选地为200g/m2针刺的聚丙烯(pp)非编织物。该实施方案的一种选择(图中未示出)是增加单个附加层以充当增强元件和容纳元件两者(例如热层压至产品的底侧的连续的lldpe土工膜)。
[0217]
根据本发明的柔性复合材料可以在第一层(a)和/或第二层(c)的最外表面上设置有绝缘元件。绝缘元件可以采用新的绝缘层(d)的形式。具有绝缘层(d)的柔性复合材料的实例在图8中以柔性复合材料800的形式示出。绝缘层(d)可以由能够为柔性复合材料提供绝缘效果的任何合适的材料制成。绝缘层(d)可以包括上文关于绝缘元件或绝缘层所讨论的前述材料中的任一种。绝缘层可以包括被切割成三角形或其他花式块(tessellating block)的固体泡沫,以允许复合材料卷起。
[0218]
柔性复合材料的表面(第一层(a)和/或第二层(c))可以结合至一个或更多个另外的层,该一个或更多个另外的层包括任何数量的涂层,所述涂层用于改进柔性复合材料的机械性能(图中未示出)。例如,第一层(a)和/或第二层(c)可以包括涂层,该涂层能够显示出所述层上的磨损区域,从而帮助所述柔性复合材料的用户识别复合材料的磨损区域;提供紫外线(uv)辐射抗性,以防止uv对复合材料的损害;提供增加的摩擦系数,以允许交通工具或人分别在所述柔性复合材料上行驶和行走而不打滑;提供生物生长促进表面以促进柔性复合材料的表面上的植物生长,或者提供杀生物成分以防止藻类、苔藓或其他植物的生长;改进柔性复合材料的耐火性;使材料疏水或亲水;和/或改进柔性复合材料的耐化学品性。
[0219]
根据本发明的柔性复合材料可以在第二层(c)的最外表面上设置有不透水层(防水层)。具有结合到第二层(c)的最外表面上的不透水层的柔性复合材料的实例在图9中总
体上以标记900示出。不透水层17可以由不透水的任何合适的材料制成,并且优选地为聚合物材料,并且最优选地为聚丙烯、聚酯、pvc或聚氨酯。聚合物材料可以被液化并且使用狭槽挤出机浇铸到柔性复合材料上。层17的不透水性能可以与本文描述的用于第二层的任何其他最外层结合,例如不透水层可以被结合成另外地具有固有的防滑或绝缘性能。
[0220]
下面阐述制造如本文描述的柔性复合材料的示例性顺序。
[0221]
首先,将第一层(包括针刺的聚丙烯非编织织物)和第二层(包括编织的聚丙烯带,在其外表面上涂覆有低熔点物并且其中针刺的聚丙烯非编织物被结合至其内表面)拉入针织机。例如,可以生产宽度直到10m的材料的织机。该织机具有一系列沿机器方向(md)(即沿柔性复合材料的生产方向)行进的、固定在织机床和脱料板(stripper plate)之间的长管。这些管被定位在脱料板和织机床之间,以便在管的两侧留有间隙。织机床和脱料板由在3mm和100mm之间的间隙间隔开。第一层穿过织机在管和脱料板之间拉伸。第二层穿过织机在管和床板之间拉伸,其中管在两层之间形成夹层。管具有在3mm和25mm之间的外径,并且在横向方向(cross direction)(与md成90度的横向方向(transverse direction))上以在4mm和50mm之间的间隔对齐,管可以是非圆形横截面和/或可以被堆叠。最终柔性复合材料的厚度取决于织机床和脱料板之间的间隙的大小以及管的直径两者。柔性复合材料(一旦填充)的厚度在3mm和50mm之间。
[0222]
其次,针织机的针对齐,使得在管之间穿刺。脱料板和织机床包括孔或狭缝,所述孔或狭缝对齐以便接纳针并且允许这些针在穿刺动作期间穿过。以这种方式反复穿刺针将纤维从第一层推动跨过管之间的间隙并且穿过第二层,其中纤维的末端从第二层的外表面突出在0.1mm和30mm之间。由此形成的连接元件在机器方向上的间距在0.5mm和20mm之间。在横向方向上的间距被固定为管的间距的倍数,管可以被均匀地或不规则地间隔开,在管之间具有均匀的或不规则的间隙。当材料被拉伸穿过针织机时,该材料以在0.1m/min和50m/min之间的线速度在固定管上滑动。针可以被设定成以任何角度穿刺只要针不穿刺管。
[0223]
第三,在针织机和管的下游端之间的位置处,加热器(热空气、传导、辐射、高频等)和压力辊作用在第二层的外表面上,以激活低熔点层并且胶粘住从第二层的外表面突出的连接纤维的末端。可选择地或另外地,上述加热方法可以用于皱缩或结合突出的纤维末端,以防止拉出。
[0224]
第四,保护元件(包括针刺的聚丙烯非编织物)可以被添加至第二层的外表面。优选的是在与加热器在流水线中相同的位置处引入该保护元件,使得胶粘住连接纤维簇的相同的低熔点粘合剂也粘附至保护层。本文描述的与各种示例性柔性复合材料相关的其他层可以以与第一层和/或第二层相似的方式引入,例如防滑层或流体不可渗透层。例如,如果不渗透水层17如本文所公开的被添加至柔性布上,则该不透水层可以在针刺后以连续膜的形式被结合到增强元件(或保护元件)的外侧上的第二层上。任选地,保护层可以预先结合到不透水层的外表面上(图11中未示出)。
[0225]
第五,管从针织机沿机器方向延伸从在0.1m和20m之间的距离。这些管在上游端部处被连接至压力容器,该压力容器含有用压缩空气流化的经加压的可凝固的粉末,其中粒度足够小以穿过管。这种可凝固的粉末被从管上吹下并且退出以进入第一层和第二层之间的间隙中。当可凝固的粉末离开压力容器时,该可凝固的粉末处于在0.1巴和50巴之间的正压差下并且当其进入第一层和第二层之间的间隙时被压实。这些层之一充当过滤器,以允
许空气离开材料。堆叠管(其中在它们之间引入分离元件)可以用于引入第二层不可凝固的粉末,如先前所描述的。
[0226]
任选地,柔性复合材料的边缘被密封以防止填充材料逸出。柔性复合材料的边缘可以在引入填充材料之前或在引入填充材料之后被密封,但是优选地在引入填充材料之前被密封。柔性复合材料的边缘可以通过弹性纱线、缝合、超声结合、热结合、针刺或粘合剂来密封。
[0227]
最后并且任选地,经填充的柔性复合材料在管的末端之后被卷起。
[0228]
任选地,如果在制造中要将增强网状物添加到柔性复合材料中,则可能有必要根据网状物的间距索引针的间距以及网状物被引入到织机中的速率。这是为了确保针穿刺网状物中的孔而不是网状物本身,否则可能损坏针和/或网状物。
[0229]
通过上述制造方法生产的柔性复合材料的两个主要层(第一层(a)和第二层(c))使用针刺机(针织机)通过来源于主要层之一的纤维连接。然而,如本文所述,这些连接纤维可以来自其他地方,例如被引入到缝合结合机中的纱线。在后一种情况下,除了第一层和第二层将被拉进缝合结合机而不是针织机之外,上述制造顺序将是相同的。柔性复合材料布的宽度、厚度、线速度、连接纤维间距等将保持不变。关键的区别在于往复式的针将运送来自两层之间的外部卷轴的纱线从而将它们连结起来,而不是从这些层之一拾取纤维以产生连接纤维的带钩的针。可选择地,可以通过在流体静压下针刺穿过块状粉末来加载材料。
实施例
[0230]
弯曲刚度
[0231]
图10和图11示出了根据本发明并基于bs en 196-1:2005中阐述的标准测试分别对两种凝固的柔性复合材料a和b进行的三点弯曲测试的曲线。图10和图11示出了以mpa计的弯曲强度相对于以mm计的中心位移。曲线18是上述并且在图2中示出的柔性复合材料200的凝固样品。
[0232]
测试的样品使用针刺工艺来定位包括来自顶表面的贡献纤维的连接元件。样品在机器方向(md)上具有140mm的长度,在横向方向上具有40mm的宽度。复合材料a和b的凝固的填充物的厚度在最小点处分别为12mm和14mm,并且在最大点处(在凸起点处)分别为13.5mm和15mm。
[0233]
用于三点弯曲的支架在100mm中心处并且加载杆在中心被施加。测试样品,其中长尺寸在md上,其中第一裂纹在td上扩展。
[0234]
复合材料a具有以下组成:纤维供体/磨损面:340g/m2的具有17分特短纤维的pp针刺的非编织物;键合元件:120g/m2的pp针刺的非编织的7分特短纤维;增强元件:pp编织带,80g/m2,20kn/m uts;保护元件:120g/m2的具有7分特短纤维的pp针刺的非编织物;以1.5mm(md)
×
12mm(td)的规则方形图案布置的连接纤维,所述连接纤维通过用32号针针刺纤维供体面产生;凝固的填充物:4巴压差下填充的高铝水泥;将样品设置在过量水中并且在标准温度和压力(stp)下放置持续24小时,并且在首次添加水后的第24小时进行测试。
[0235]
复合材料b具有以下组成:纤维供体/磨损面:200g/m2的具有6分特短纤维的pp针刺的非编织物,uts~12kn/m;键合元件:200g/m
2 pp针刺的非编织的6分特短纤维;增强/不渗透元件:1mm lldpe土工膜,900g/m2,15kn/m uts;以4.5mm(md)
×
12mm(td)的规则方形图
案布置的连接纤维,所述连接纤维通过用30号针针刺纤维供体面产生;凝固的填充物:在3巴压差下填充的100%cem 1/52.5n的普通波特兰水泥;将样品设置在过量水中并且在标准温度和压力(stp)下放置持续7天,并在首次添加后的第7天进行测试。
[0236]
复合材料a的样品在加载杆的约0.5mm的中心位移处在水泥中产生第一条中心裂纹。随后,距离样品的中心约5-20mm的裂纹出现在约2.5mm、4mm、6mm、8mm和16mm的中心位移处。通过在约23mm的中心位移处折断成分带,编织带增强元件开始在样品的中心失效。在此之后,在水泥中没有出现另外的裂纹。带逐渐失效,直到样品在约30mm的中心位移(偏离图9的刻度)处不能承受中心载荷。
[0237]
复合材料b的样品在加载杆的约0.5mm的中心位移处在4.8mpa的弯曲强度在水泥中产生第一条中心裂纹。随后,距离样品的中心约5-20mm的裂纹出现在约2mm、2.8mm、4.5mm、6.5mm、8mm、9mm、12.3mm和22mm的中心位移处。由1mm lldpe土工膜增强的第二层在约25mm的中心位移处在样品的中心开始失效。在此之后,在水泥中没有出现另外的裂纹。土工膜在最终失效前在约35mm的中心位移处(偏离图10的刻度)经历了大的延伸。
[0238]
凝固的填充物的第一条裂纹之后是凝固的填充物在高于第一条裂纹的弯曲载荷的弯曲载荷下的一系列渐进裂纹,并且最终第二层中增强元件的失效指示本文所描述的凝固的柔性复合材料的失效模式。
[0239]
图12、图13和图14示出了本文所描述的复合材料b的三个剥离强度测试。
[0240]
图12示出了处于其凝固状态下的复合材料b的第二层和水泥填充物之间的剥离强度。数据是使用bs en 13426-2:2005中所描述的方法获得的。
[0241]
图12中所示的结果示出了从0mm至20mm的位移加载样品的初始阶段,随后在每米宽度在2.5kn和4.3kn之间的载荷下延伸180mm。这样的范围的剥离强度足以产生图11中详细描述的弯曲性能而不会分层。
[0242]
图13示出了1mm lldpe土工膜(充当增强层和容纳层两者)和200g/m2的键合层之间的剥离强度,这两层一起形成第二层。剥离强度数据是使用bs en 13426-2:2005中所描述的方法获得的。测试在未凝固的材料上进行。
[0243]
图13中所示的结果示出了从0mm到35mm的位移加载样品的初始阶段,随后在每米宽度1.9kn和2.7kn之间的载荷下延伸165mm。这样的范围的剥离强度足以产生图11中详细描述的弯曲性能而不会分层。
[0244]
图14示出了在处于其未凝固状态下的复合材料b的第一层和第二层之间的剥离强度。剥离强度数据使用bs en 13426-2:2005中所描述的方法获得。
[0245]
图14中所示的结果示出了从0mm到30mm的位移加载样品的初始阶段,随后在每米宽度0.42kn和0.65kn之间的载荷下延伸170mm。这种剥离强度指示连接纤维的拉伸强度以及连接纤维与第一层和第二层附接的程度。这样的范围的剥离强度足以防止在操作和安装期间第一层和第二层在未凝固的状态下分层,并且已经发现,这样的范围也足以在制造柔性复合材料时在所述粉末填充物的加压输送期间容纳所述粉末填充物。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1