一种多放卷窄幅金属箔复合设备及复合工艺的制作方法
1.本技术涉及金属箔复合技术领域,尤其是涉及一种多放卷窄幅金属箔复合设备及复合工艺。
背景技术:
2.柔性线路板(fpc),是以柔性覆铜板为基材制成的一种电路板,作为信号传输的媒介,以其配线密度高、弯折性好、轻量化、工艺灵活等特点,广泛应用于汽车、航天等领域各类电子产品的连接。
3.相关行业中,电缆作为一种电能或信号传输装置,通常由几根或几组导线组成。在某些特定场合或环境中,对电缆的要求更为严格。例如,新能源汽车行业中,其所用电缆与普通内燃机汽车相比,需要更高的额定电压和更高的耐高温性能;航空航天工业中,一直寻求在恶劣环境中也能保证高度可靠性、重量轻、干净、柔软和低毒的电缆。而基于fpc安全性、高集成度、轻量化等优势,由中间层压金属箔和两面绝缘薄膜复合而成的fpc特种电缆正全面替代传统线束、电缆。
4.针对上述中的相关技术,发明人认为,目前行业中缺少对fpc特种电缆生产设备的相关研究,使得fpc特种电缆的生产力较为低下,生产过程较为复杂,存在待改进之处。
技术实现要素:
5.为了提升生产fpc特种电缆的便捷性,本技术提供一种多放卷窄幅金属箔复合设备及复合工艺。
6.第一方面,本技术提供的一种多放卷窄幅金属箔复合设备,采用如下的技术方案:一种多放卷窄幅金属箔复合设备,包括机架以及设置于机架水平方向一侧的复合组件,所述机架上位于复合组件进料口的一侧转动设置有多根用于放卷金属箔的第一放卷轴,且所述第一放卷轴同复合组件进料口之间设置有隔料轴;所述机架上位于第一放卷轴的上下两侧均转动设置有用于放卷绝缘薄膜的第二放卷轴,所述机架上位于复合组件出料口一侧设置有成品收卷轴,且所述第一放卷轴、隔料轴、第二放卷轴与成品收卷轴呈水平间隔设置。
7.通过采用上述技术方案,生产fpc特种电缆时,多种金属箔经对应第一放卷轴放卷后,同时绕设于隔料轴上,并经隔料轴引导、张紧后,牵引至复合组件中;与此同时,绝缘薄膜经对应第二放卷轴放卷后,分别自多层金属箔上下两侧牵引至复合组件内;之后,复合组件对位于上下两面的绝缘薄膜及位于中间层的多种金属箔进行压合,使之形成由中间多层金属箔及两面绝缘薄膜复合而成的fpc特种电缆成品;之后,收卷轴转动,对复合组件出料口端输出的fpc特种电缆成品进行收卷,以此成型出用于恶劣环境的高性能fpc特种电缆;采用此种方式,将不同金属箔、绝缘薄膜分别置于相应的第一放卷轴及第二放卷轴中进行放卷,并同时引入复合组件中进行复合,使不同金属箔在一个生产周期内同时完成复合,有效提升对fpc特种电缆的生产效率,提升生产fpc特种电缆的便捷性。
8.优选的,所述隔料轴外圆面上根据不同金属箔宽度开设有多个导料槽。
9.通过采用上述技术方案,当不同金属箔自对应第一放卷轴放卷后,分别绕设至隔料轴外圆面上对应的导料槽内;随着金属箔的不断进给,隔料轴同时转动,不同金属箔始终保持在对应导料槽中,使金属箔进入复合组件后仍保持在对应位置,从而有效提升fpc特种电缆成品的一致性,提升fpc特种电缆的成品率。
10.优选的,所述复合组件包括转动设置于机架上的压辊与支撑辊,所述压辊与支撑辊均平行于隔料轴设置,且所述压辊位于支撑辊的上方。
11.通过采用上述技术方案,采用压辊与支撑辊对绝缘薄膜及金属箔进行双辊对压复合,复合结构简单,有助于提升制造多放卷窄幅金属箔复合设备时的便捷性,节省企业生产成本。
12.优选的,所述压辊与支撑辊均为金属辊,且所述压辊与支撑辊均为电磁感应加热辊。
13.通过采用上述技术方案,将压辊与支撑辊设置为电磁感应加热辊,辊体内均匀布置加热线圈外接电源控制模块;设备通电后,辊体内产生交变磁场,金属辊体在交变磁场作用下产生涡流,由于金属固有的电阻而发热,从而达到加热对应辊体的目的;加热方式自动化程度高,有助于精确控制压辊与支撑辊的温度,从而满足不同金属箔及绝缘薄膜的复合要求,扩大多放卷窄幅金属箔复合设备的适用范围;同时,电磁感应加热过程不产生废气等污染,绿色环保、节能减排。
14.优选的,上层所述第二放卷轴与复合组件进料口之间、下层所述第二放卷轴与复合组件进料口之间分别设置有第一导辊与第二导辊,所述第一导辊位于压辊的正上方,所述第二导辊位于支撑辊的背离隔料轴的一侧。
15.通过采用上述技术方案,上层绝缘薄膜自对应第二放卷轴放卷后,再经第一导辊引导,随后被牵引至压辊与支撑辊之间;与此同时,下层绝缘薄膜自对应第二放卷轴放卷后,再经第二导辊引导,随后被牵引至压辊与支撑辊之间;第一导辊与第二导辊用于对相应绝缘薄膜进给运动进行导向,同时保证绝缘薄膜进给过程中的张力以及保证绝缘薄膜处于展平状态,从而提升fpc特种电缆成品的合格率。
16.同时,第一导辊与第二导辊位置的设置,使得上层绝缘薄膜与压辊之间、下层绝缘薄膜与支撑辊之间存在较大包角,上层绝缘薄膜、下层绝缘薄膜进行复合工序前,分别包覆于对应压辊、支撑辊上,从而进行提前预热,缩短复合工序中的加热时间,有助于提升复合效率,并保证复合效果。
17.优选的,所述支撑辊与成品收卷轴之间设置有牵引辊,所述成品收卷轴的牵引面位于牵引辊牵引面的下方。
18.通过采用上述技术方案,fpc特种电缆成型并输出后,经牵引辊引导,再绕设于成品收卷轴上;牵引辊用于对fpc线缆成品进行引导、建张以及展膜,从而提升fpc特种电缆成品收卷至成品收卷轴上的均匀性。
19.优选的,所述第一放卷轴、第二放卷轴及成品收卷轴均为气涨轴。
20.通过采用上述技术方案,将第一放卷轴、第二放卷轴及成品收卷轴设置为气涨轴,有助于保证不同金属箔、绝缘薄膜放卷及fpc特种电缆成品收卷过程中各条卷材内卷径至外卷径的张力恒稳均匀,从而保证不同金属箔、绝缘薄膜的正常放卷及fpc特种电缆成品的
正常收卷。
21.优选的,所述第一放卷轴、第二放卷轴及成品收卷轴上均设置有张力控制器。
22.通过采用上述技术方案,张力控制器用于更好的控制第一放卷轴、第二放卷轴及成品收卷轴的张力,进一步提升金属箔、绝缘薄膜放卷及fpc特种电缆成品收卷过程的稳定性。
23.第二方面,本技术提供一种多放卷窄幅金属箔复合工艺,采用如下的技术方案:一种多放卷窄幅金属箔复合工艺,包括如下步骤:s1、安装、放卷材料;s1-1、将不同金属箔卷分别安装于对应第一放卷轴上,将两种绝缘薄膜卷分别安装于对应第二放卷轴上;s1-2、将下层绝缘薄膜于对应第二放卷轴上放卷,绕设第二导辊后,再引导至支撑辊与压辊之间;将多种金属箔分别自对应第一放卷轴上放卷,绕设于隔料轴上对应的导料槽内后,再牵引至压辊与支撑辊之间;将上层绝缘薄膜于对应第二放卷轴上放卷,绕设第一导辊后,再牵引至支撑辊与压辊之间;s2、启动设备电源;s3、材料复合及成品收卷;s3-1、支撑辊与压辊发热并转动,对上下两层绝缘薄膜及中间多种金属箔进行辊压复合;s3-2、成品收卷轴转动,收卷复合后的fpc特种电缆。
24.通过采用上述技术方案,不同金属箔在一个生产周期内同时完成复合,有效提升fpc特种电缆的生产效率,进而提升生产便捷性,省时省力。
25.综上所述,本技术包括以下至少一种有益技术效果:1.通过在复合组件进料口一侧的机架上设置多根第一放卷轴,在第一放卷轴与复合组件进料口之间设置隔料轴,并在隔料轴外圆面上开设多个导料槽,使得不同金属箔自对应第一放卷轴放卷后,绕设于隔料轴外圆面上对应的不同导料槽内,以此满足不同金属箔在一个生产周期内同时完成复合的要求,从而有效提升fpc特种电缆的生产效率,提升生产fpc特种电缆的便捷性;同时,结构简单,有助于节省企业生产成本;2.借助压辊与支撑辊进行金属箔与绝缘薄膜的复合作业,同时将压辊与支撑辊设置为电磁感应加热辊,利用电磁感应加热相应辊体,加热方式自动化程度高,可精确控制压辊与支撑辊的温度,有助于满足不同金属箔及绝缘薄膜的复合要求,适用性广;并且,加热过程不产生废气等污染,有助于节能减排;3.通过将第一导辊设置于压辊的正上方、将第二导辊设置于支撑辊背离隔料轴的一侧,使得上层绝缘薄膜与压辊之间、下层绝缘薄膜与支撑辊之间存在较大包角,上层绝缘薄膜、下层绝缘薄膜进行复合工序前,分别包覆于对应压辊、支撑辊上,从而得到提前预热,有效缩短复合工序中的加热时间,保证fpc特种电缆的生产效率及成品率。
附图说明
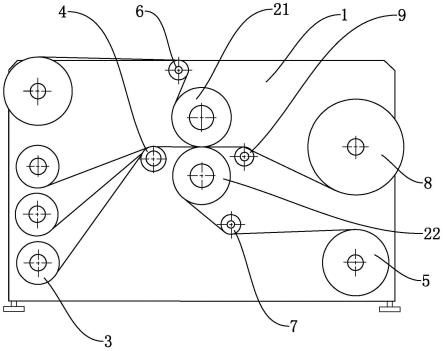
26.图1是实施例1主要体现多放卷窄幅金属箔复合设备整体结构的轴测示意图。
27.图2是实施例1主要体现复合组件整体结构的平面示意图。
28.图3是实施例2主要体现第一放卷轴排布方式的平面示意图。
29.图4是本技术实施例中复合设备的工艺流程框图
30.附图标记:1、机架;2、复合组件;21、压辊;22、支撑辊;3、第一放卷轴;4、隔料轴;41、导料槽;5、第二放卷轴;6、第一导辊;7、第二导辊;8、成品收卷轴;9、牵引辊;10、第三导辊。
具体实施方式
31.以下结合附图1-4,对本技术作进一步详细说明。
32.本技术实施例公开一种多放卷窄幅金属箔复合设备及复合工艺。
33.实施例1:参照图1和图2,一种多放卷窄幅金属箔复合设备,用于生产适用于恶劣环境的高性能fpc特种电缆,该特种电缆由中间层压导体材料与两面绝缘薄膜复合而成;本技术的此实施例中,导体材料采用金属箔,可以为铜箔、铝箔等,绝缘薄膜采用pi、lcp、pfa等材料。
34.包括机架1、设置于机架1水平方向一侧的复合组件2,机架1上位于复合组件2进料口的一侧转动设置有多根用于放卷金属箔的第一放卷轴3,且第一放卷轴3同复合组件2进料口之间转动设置有隔料轴4;机架1上位于第一放卷轴3的上下两侧均转动设置有用于放卷绝缘薄膜的第二放卷轴5,上层第二放卷轴5、下层第二放卷轴5同复合组件2进料口之间分别设置有第一导辊6与第二导辊7;机架1上位于复合组件2出料口的一侧设置有成品收卷轴8;同时,第一放卷轴3、隔料轴4、第二放卷轴5、第一导辊6、第二导辊7与成品收卷轴8呈水平间隔设置,且第一放卷轴3沿自身轴向的收卷长度小于第二放卷轴5沿自身轴向的收卷长度。
35.生产fpc特种电缆时,多种金属箔分别安装于对应的第一放卷轴3上,两种绝缘薄膜分别安装于对应第二放卷轴5上;启动设备后,多种金属箔经对应第一放卷轴3放卷,而后绕设于隔料轴4上,再经隔料轴4引导、张紧后,牵引至复合组件2中;与此同时,两种绝缘薄膜分别经对应第二放卷轴5放卷,而后分别绕设于对应第一导辊6与第二导辊7上,再分别自多层金属箔上下两侧牵引至复合组件2内;之后,复合组件2对位于上下两面的绝缘薄膜及位于两层绝缘薄膜中间的多种金属箔进行复合,以此制得fpc特种电缆;待fpc特种电缆成品从复合组件2出料口一侧输出后,被牵引至成品收卷轴8上;成品收卷轴8转动,对fpc特种电缆成品进行收卷。
36.具体而言,参照图2,复合组件2包括转动设置于机架1上的压辊21与支撑辊22,压辊21与支撑辊22均平行于隔料轴4设置,且支撑辊22的上辊面与隔料轴4上轴面位于同一水平面上;压辊21位于支撑辊22的正上方。同时,本技术的此实施例中,压辊21与支撑辊22均为金属辊,且压辊21与支撑辊22均为电磁感应加热辊,压辊21与支撑辊22内均匀布置的加热线圈外接电源控制模块。
37.实际生产时,接通设备电源,压辊21与支撑辊22内产生交变磁场,金属辊体在交变磁场作用下产生涡流,压辊21与支撑辊22由于自身电阻而发热;当多种金属箔、两种绝缘薄膜被引入压辊21与支撑辊22之间时,压辊21与支撑辊22先对绝缘薄膜进行加热、软化,后再对其进行对压复合。
38.本技术的此实施例中,第一放卷轴3的数量为三根,且三根第一放卷轴3沿机架1的
高度方向依次设置;上层第二放卷轴5设置于第一放卷轴3上方,下层第二放卷轴5设置于成品收卷轴8的正下方,以此有效缩小设置体积,使其满足不同尺寸厂房位置的设置需求,增加其适用性。同时,为保证金属箔与绝缘薄膜放卷、fpc特种电缆成品收卷过程中各卷材内卷径至外卷径张力的均匀性,任一第一放卷轴3、第二放卷轴5及成品收卷轴8均为气涨轴,且任一第一放卷轴3、第二放卷轴5及成品收卷轴8上均设置有张力控制器。并且,为提升金属箔与绝缘薄膜的复合效率,第一导辊6设置于压辊21正上方的机架1上,第二导辊7设置于支撑辊22背离隔料轴4一侧的机架1上,相应绝缘薄膜从对应第一导辊6、第二导辊7上引出后,包覆在对应压辊21或支撑辊22的外圆面上,从而进行提前预热,之后再引入压辊21与支撑辊22之间,有效缩短复合工序的加热时间。
39.另外,参照图1,隔离轴外圆面上根据不同金属箔宽度开设有多个导料槽41,任一导料槽41均与隔料轴4呈同轴设置。不同金属箔自对应第一放卷轴3放卷后,分别绕设至隔料轴4上对应的导料槽41内,之后再引入压辊21与支撑辊22之间进行复合,以此保证各金属箔与绝缘薄膜复合后的相对位置。
40.参照图2,支撑辊22与成品收卷轴8之间设置有牵引辊9,牵引辊9平行于成品收卷轴8设置,且成品收卷轴8的牵引面位于牵引辊9的下方。牵引辊9用于将fpc特种电缆成品引导至成品收卷轴8之前,经牵引辊9引导,建张,并辅助fpc特种电缆成品展膜,以便fpc特种电缆在成品收卷轴8上均匀收卷。
41.本技术实施例一种多放卷窄幅金属箔复合设备的实施原理为:生产fpc特种电缆时,多种金属箔分别自对应第一放卷轴3放卷,并绕设于隔料轴4上对应的导料槽41内;然后,再引入压辊21与支撑辊22之间;与此同时,上下两层绝缘薄膜分别自对应第二放卷轴5放卷,分别经第一导辊6、第二导辊7引导后,再分别自多层金属箔上下两侧牵引至压辊21与支撑辊22之间;之后,接通电源,压辊21与支撑辊22发热,软化两层绝缘薄膜,后再对上下两层绝缘薄膜及中间多种金属箔进行辊压复合,以此制得fpc特种电缆;待fpc特种电缆成品输出后,经牵引辊9牵引,最终引入成品收卷轴8进行收卷,以此完成对fpc特种电缆的生产。采用此种设备,对多种金属箔、绝缘薄膜同时放卷,并同时引入复合组件2中进行复合,使不同金属箔在一个生产周期内同时完成复合,有效提升fpc特种电缆的生产效率,提升fpc特种电缆的生产便捷性;同时,任一第一放卷轴3、第二放卷轴5以及成品收卷轴8均采用悬臂式结构,结构简单,换卷方便,有效节省企业生产成本。
42.实施例2:参照图3,本实施例与实施例1的不同之处在于,多个第一放卷轴3均匀设置于金属箔进给方向的上下两侧,且任一第一放卷轴3与隔料轴4之间均设置有对应的第三导辊10。具体使用时,不同金属箔自对应第一放卷轴3放卷后,分别经对应第三导辊10引导、建张、展平,之后再引至隔料轴4上;当需要复合的金属箔种数变化时,根据金属箔的种类数,沿机架1水平方向增减第一放卷轴3及对应第三导辊10数量,以满足不同fpc特种电缆的生产要求,有效扩大该设备的适用范围,增加其实用性。
43.实施例3:参照图2和图4,一种多放卷窄幅金属箔复合工艺,使用实施例1的多放卷窄幅金属箔复合设备进行实施,包括如下步骤:s1、安装、放卷材料;
s1-1、将不同金属箔卷分别安装于对应第一放卷轴3上,将两种绝缘薄膜卷分别安装于对应第二放卷轴5上;s1-2、将下层绝缘薄膜于对应第二放卷轴5上放卷,绕设第二导辊7后,再引导至支撑辊22与压辊21之间;将多种金属箔分别自对应第一放卷轴3上放卷,绕设于隔料轴4上对应的导料槽41内后,再牵引至压辊21与支撑辊22之间;将上层绝缘薄膜于对应第二放卷轴5上放卷,绕设第一导辊6后,再牵引至支撑辊22与压辊21之间;s2、启动设备电源;s3、材料复合及成品收卷;s3-1、支撑辊22与压辊21发热并转动,对上下两层绝缘薄膜及中间多种金属箔进行辊压复合;s3-2、成品收卷轴8转动,收卷复合后的fpc特种电缆。
44.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1