一种透气均匀的空气过滤熔喷材料的制作方法
1.本发明涉及熔喷布技术领域,具体是一种透气均匀的空气过滤熔喷材料。
背景技术:
2.随着人们生活水平的提高,人们对健康也越来越关注,为防止空气中的灰尘或其它病菌通过呼吸进入肺部,于是人们出行经常需要佩戴口罩,口罩是通过熔喷材料进行加工而成的,利用熔喷材料能够对空气中的灰尘和病菌进行过滤。
3.中国专利号cn202110520763.9公开了一种透气均匀的熔喷空气过滤材料及其生产工艺;由以下重量份的原料组成:100~120份聚丙烯树脂、12~20份三元乙丙橡胶、2~4份硬脂酸锌、1.5~2.0份聚乙烯蜡、1.5~3.0份2,4-二-(正辛基硫亚甲基)-6-甲基苯酚、15~25份氢化苯乙烯-丁二烯-苯乙烯三元共聚物、0.8~1.6份无水磷酸二氢钠、1.5~2.0份流动改性剂、1.3~1.8份润滑剂、1.2~1.6份爽滑剂、8~15份无机填料、3.5~5.0份添加助剂、2.8~3.6份纳米粉体及2~4份成核剂。
4.现有技术的口罩使用的熔喷材料使用过程中透气孔容易发生堵塞,导致口罩的透气性能不均匀,且口罩使用的熔喷材料对空气中的灰尘过滤效果较差,导致口罩的质量降低,因此亟需研发一种透气均匀的空气过滤熔喷材料。
技术实现要素:
5.本发明的目的在于提供一种透气均匀的空气过滤熔喷材料,以解决上述背景技术中提出的透气不均匀、过滤效果差的问题。
6.本发明的技术方案是:一种透气均匀的空气过滤熔喷材料,包括防水层,所述防水层的一侧设置有过滤层,所述过滤层远离防水层的一侧设置有抗菌层,所述防水层的一侧外壁设置有均匀分布的透气孔一,所述抗菌层的一侧外壁设置有均匀分布的透气孔二,所述透气孔一和透气孔二的内壁均设置有防阻塞环。
7.进一步地,所述过滤层的加工方法包括以下步骤:上料步骤:将 pp原料和驻极母粒进行分别清洗,并对清洗后的 pp原料和驻极母粒进行烘干处理,然后将烘干后的pp原料和驻极母粒按一定比例投入送料装置;熔融挤出步骤:通过送料装置将p原料和驻极母粒送至螺杆挤压机,混合的p原料和驻极母粒通过挤压机进行熔融为熔体;除杂步骤:挤出产生的熔体经过滤器过滤掉杂质和较粗颗粒物;喷射成型步骤:利用热风产生高温牵引气流,将熔体流出喷丝板的同时被加热的高流速空气以特定角度撞击,落入成网机,成网机网帘接受流射熔体,并通过抽吸装置使其凝聚并冷却形成熔喷布;驻极和收卷步骤:驻极处理使得过滤材料纤维带有电荷,增加静电吸附作用。利用一个均匀电场引起空气局部击穿的电晕放电产生离子束轰击电介质,并使离子电荷沉积于电介质中,形成过滤层并带上电荷,然后对过滤层进行收卷。
8.进一步地,所述抗菌层的加工方法包括以下步骤:制浆步骤:对棉花中的杂质进行剔除,然后利用破浆机对棉花纤维进行粉碎,制得纤维浆料,并将纤维浆料经螺杆泵送入一次冲浆槽中,再经一次冲浆泵送至除杂工序,利用除砂器和压力筛除去杂质,然后经螺杆泵送入高速混合机中与纳米银抗菌原料进行混合,制得高精度纤维浆料;制网步骤:将高精度纤维浆料经螺杆泵送入二次冲浆槽中,再次加水稀释,并由二次冲浆泵经中心布浆器分配后送入斜网流浆箱,形成均匀的纤维网;烘干步骤:纤维网加工后的纤维网送入烘干机中进行烘干处理;针刺步骤:将针刺机的刺针蘸取硅胶液,然后使得针刺机的刺针对纤维网进行穿刺,在刺针穿过纤维网后然后风机对硅胶液进行冷却,使得纤维网上形成均匀分布的透气孔一,并使得透气孔一内壁上的硅胶液冷却后形成防堵塞环,然后将刺针与纤维网脱离制成抗菌层。
9.进一步地,所述防水层的加工方法包括以下步骤:制浆步骤:对棉花中的杂质进行剔除,然后利用破浆机对棉花纤维进行粉碎,制得纤维浆料,并将纤维浆料经螺杆泵送入一次冲浆槽中,再经一次冲浆泵送至除杂工序,利用除砂器和压力筛除去杂质,然后经螺杆泵送入高速混合机中,制得高精度纤维浆料;制网步骤:将高精度纤维浆料经螺杆泵送入二次冲浆槽中,再次加水稀释,并由二次冲浆泵经中心布浆器分配后送入斜网流浆箱,形成均匀的纤维网;烘干步骤:纤维网加工后的纤维网送入烘干机中进行烘干处理;复合步骤:将烘干后的纤维网与隔水透气膜采用静电进行贴附,然后经热压进行复合;针刺步骤:将针刺机的刺针蘸取硅胶液,然后使得针刺机的刺针对纤维网进行穿刺,在刺针穿过纤维网后然后风机对硅胶液进行冷却,使得纤维网上形成均匀分布的透气孔二,并使得透气孔二内壁上的硅胶液冷却后形成防堵塞环,然后将刺针与纤维网脱离制成防水层。
10.进一步地,在所述上料步骤中,pp原料和驻极母粒投入的比例为10:2-10:5,所述pp原料和驻极母粒进行烘干的温度为120℃-140℃。
11.进一步地,在所述熔融挤出步骤中,pp原料和驻极母粒加热的温度为180℃-210℃,所述pp原料和驻极母粒的加热时采用电温控的方式进行加热。
12.进一步地,在所述复合步骤中,隔水透气膜为pe膜,所述隔水透气膜的厚度为0.1mm-0.3mm。
13.进一步地,在所述除杂步骤中,过滤器的过滤精度为200目-500目,所述除杂的次数为3-5次。
14.进一步地,在所述制网步骤中:高精度纤维浆料加水稀释的质量浓度为0.1
‰‑
0.6
‰
,在所述烘干步骤中,烘干温度设为80℃-105℃。
15.进一步地,在所述针刺步骤中,所述刺针的直径为0.1mm-0.4mm,刺针的孔距0.5mm-0.8mm。
16.本发明通过改进在此提供一种透气均匀的空气过滤熔喷材料,与现有技术相比,具有如下改进及优点:
(1)本发明通过在过滤层的两侧设置具有透气孔一的抗菌层和透气孔二的防水层,使得空气过滤熔喷材料制成的口罩具有透气均匀的效果,并且通过防堵塞环防止透气孔一和透气二发生堵塞,使得空气过滤熔喷材料的透气性能更加的可靠。
17.(2)本发明通过在对过滤层进行熔喷时加入驻极母粒,并利用电场使得过滤层内部具有电荷,进而使得空气过滤熔喷材料制成的口罩能够通过电荷对空气中的灰尘进行捕捉的效果,进而使得空气过滤熔喷材料的过滤效果更好。
18.(3)本发明通过抗菌层作为得空气过滤熔喷材料的里层,并通过防水层作为得空气过滤熔喷材料的外层,使得空气过滤熔喷材料制成的口罩的内层具有抗菌的效果,防止口罩内部的细菌滋生后进入口部。
19.(4)本发明通过刺针进行蘸取硅胶液后对抗菌层和防水层进行穿刺,使得透气孔一和透气二的加工和防堵塞环的形成能够一次进行成型,使得防堵塞环的加工更加的方便。
附图说明
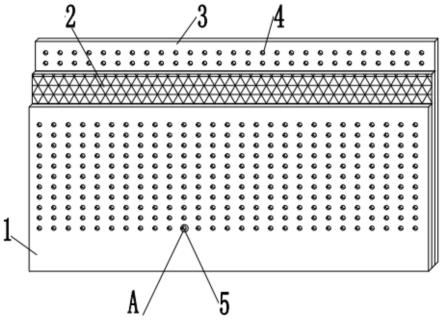
20.下面结合附图和实施例对本发明作进一步解释:图1是本发明的整体结构示意图;图2是本发明的a处放大图;图3是本发明的过滤层加工方法流程图;图4是本发明的抗菌层加工方法流程图;图5是本发明的防水层加工方法流程图。
21.附图标记说明:1防水层、2过滤层、3抗菌层、4透气孔一、5透气孔二、6防堵塞环。
具体实施方式
22.下面将结合附图1-5对本发明进行详细说明,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
23.实施例一一种透气均匀的空气过滤熔喷材料,包括防水层1,防水层1的一侧设置有过滤层2,过滤层2远离防水层1的一侧设置有抗菌层3,防水层1的一侧外壁设置有均匀分布的透气孔一4,抗菌层3的一侧外壁设置有均匀分布的透气孔二5,透气孔一4和透气孔二5的内壁均设置有防阻塞环。
24.进一步地,过滤层2的加工方法包括以下步骤:上料步骤:将 pp原料和驻极母粒进行分别清洗,并对清洗后的 pp原料和驻极母粒进行烘干处理,然后将烘干后的pp原料和驻极母粒按一定比例投入送料装置;熔融挤出步骤:通过送料装置将p原料和驻极母粒送至螺杆挤压机,混合的p原料和驻极母粒通过挤压机进行熔融为熔体;除杂步骤:挤出产生的熔体经过滤器过滤掉杂质和较粗颗粒物;
喷射成型步骤:利用热风产生高温牵引气流,将熔体流出喷丝板的同时被加热的高流速空气以特定角度撞击,落入成网机,成网机网帘接受流射熔体,并通过抽吸装置使其凝聚并冷却形成熔喷布;驻极和收卷步骤:驻极处理使得过滤材料纤维带有电荷,增加静电吸附作用,利用一个均匀电场引起空气局部击穿的电晕放电产生离子束轰击电介质,并使离子电荷沉积于电介质中,形成过滤层2并带上电荷,然后对过滤层2进行收卷。
25.进一步地,抗菌层3的加工方法包括以下步骤:制浆步骤:对棉花中的杂质进行剔除,然后利用破浆机对棉花纤维进行粉碎,制得纤维浆料,并将纤维浆料经螺杆泵送入一次冲浆槽中,再经一次冲浆泵送至除杂工序,利用除砂器和压力筛除去杂质,然后经螺杆泵送入高速混合机中与纳米银抗菌原料进行混合,制得高精度纤维浆料;制网步骤:将高精度纤维浆料经螺杆泵送入二次冲浆槽中,再次加水稀释,并由二次冲浆泵经中心布浆器分配后送入斜网流浆箱,形成均匀的纤维网;烘干步骤:纤维网加工后的纤维网送入烘干机中进行烘干处理;针刺步骤:将针刺机的刺针蘸取硅胶液,然后使得针刺机的刺针对纤维网进行穿刺,在刺针穿过纤维网后然后风机对硅胶液进行冷却,使得纤维网上形成均匀分布的透气孔一4,并使得透气孔一4内壁上的硅胶液冷却后形成防堵塞环6,然后将刺针与纤维网脱离制成抗菌层3。
26.进一步地,防水层1的加工方法包括以下步骤:制浆步骤:对棉花中的杂质进行剔除,然后利用破浆机对棉花纤维进行粉碎,制得纤维浆料,并将纤维浆料经螺杆泵送入一次冲浆槽中,再经一次冲浆泵送至除杂工序,利用除砂器和压力筛除去杂质,然后经螺杆泵送入高速混合机中,制得高精度纤维浆料;制网步骤:将高精度纤维浆料经螺杆泵送入二次冲浆槽中,再次加水稀释,并由二次冲浆泵经中心布浆器分配后送入斜网流浆箱,形成均匀的纤维网;烘干步骤:纤维网加工后的纤维网送入烘干机中进行烘干处理;复合步骤:将烘干后的纤维网与隔水透气膜采用静电进行贴附,入烘干机中进行烘干处理;针刺步骤:将针刺机的刺针蘸取硅胶液,然后使得针刺机的刺针对纤维网进行穿刺,在刺针穿过纤维网后然后风机对硅胶液进行冷却,使得纤维网上形成均匀分布的透气孔二5,并使得透气孔二5内壁上的硅胶液冷却后形成防堵塞环6,然后将刺针与纤维网脱离制成防水层1。
27.进一步地,在上料步骤中,pp原料和驻极母粒投入的比例为10:2,pp原料和驻极母粒进行烘干的温度为120℃-140℃。
28.进一步地,在熔融挤出步骤中,pp原料和驻极母粒加热的温度为180℃-210℃,pp原料和驻极母粒的加热时采用电温控的方式进行加热。
29.进一步地,在复合步骤中,隔水透气膜为pe膜,隔水透气膜的厚度为0.1mm-0.3mm。
30.进一步地,在除杂步骤中,过滤器的过滤精度为500目,除杂的次数为3-5次。
31.进一步地,在制网步骤中:高精度纤维浆料加水稀释的质量浓度为0.1
‰
,在烘干步骤中,烘干温度设为80℃。
32.进一步地,在针刺步骤中,刺针的直径为0.1mm,刺针的孔距0.5mm。
33.实施例二一种透气均匀的空气过滤熔喷材料,包括防水层1,防水层1的一侧设置有过滤层2,过滤层2远离防水层1的一侧设置有抗菌层3,防水层1的一侧外壁设置有均匀分布的透气孔一4,抗菌层3的一侧外壁设置有均匀分布的透气孔二5,透气孔一4和透气孔二5的内壁均设置有防阻塞环。
34.进一步地,过滤层2的加工方法包括以下步骤:上料步骤:将 pp原料和驻极母粒进行分别清洗,并对清洗后的 pp原料和驻极母粒进行烘干处理,然后将烘干后的pp原料和驻极母粒按一定比例投入送料装置;熔融挤出步骤:通过送料装置将p原料和驻极母粒送至螺杆挤压机,混合的p原料和驻极母粒通过挤压机进行熔融为熔体;除杂步骤:挤出产生的熔体经过滤器过滤掉杂质和较粗颗粒物;喷射成型步骤:利用热风产生高温牵引气流,将熔体流出喷丝板的同时被加热的高流速空气以特定角度撞击,落入成网机,成网机网帘接受流射熔体,并通过抽吸装置使其凝聚并冷却形成熔喷布;驻极和收卷步骤:驻极处理使得过滤材料纤维带有电荷,增加静电吸附作用,利用一个均匀电场引起空气局部击穿的电晕放电产生离子束轰击电介质,并使离子电荷沉积于电介质中,形成过滤层2并带上电荷,然后对过滤层2进行收卷。
35.进一步地,抗菌层3的加工方法包括以下步骤:制浆步骤:对棉花中的杂质进行剔除,然后利用破浆机对棉花纤维进行粉碎,制得纤维浆料,并将纤维浆料经螺杆泵送入一次冲浆槽中,再经一次冲浆泵送至除杂工序,利用除砂器和压力筛除去杂质,然后经螺杆泵送入高速混合机中与纳米银抗菌原料进行混合,制得高精度纤维浆料;制网步骤:将高精度纤维浆料经螺杆泵送入二次冲浆槽中,再次加水稀释,并由二次冲浆泵经中心布浆器分配后送入斜网流浆箱,形成均匀的纤维网;烘干步骤:纤维网加工后的纤维网送入烘干机中进行烘干处理;针刺步骤:将针刺机的刺针蘸取硅胶液,然后使得针刺机的刺针对纤维网进行穿刺,在刺针穿过纤维网后然后风机对硅胶液进行冷却,使得纤维网上形成均匀分布的透气孔一4,并使得透气孔一4内壁上的硅胶液冷却后形成防堵塞环6,然后将刺针与纤维网脱离制成抗菌层3。
36.进一步地,防水层1的加工方法包括以下步骤:制浆步骤:对棉花中的杂质进行剔除,然后利用破浆机对棉花纤维进行粉碎,制得纤维浆料,并将纤维浆料经螺杆泵送入一次冲浆槽中,再经一次冲浆泵送至除杂工序,利用除砂器和压力筛除去杂质,然后经螺杆泵送入高速混合机中,制得高精度纤维浆料;制网步骤:将高精度纤维浆料经螺杆泵送入二次冲浆槽中,再次加水稀释,并由二次冲浆泵经中心布浆器分配后送入斜网流浆箱,形成均匀的纤维网;烘干步骤:纤维网加工后的纤维网送入烘干机中进行烘干处理;复合步骤:将烘干后的纤维网与隔水透气膜采用静电进行贴附,入烘干机中进行烘干处理;
针刺步骤:将针刺机的刺针蘸取硅胶液,然后使得针刺机的刺针对纤维网进行穿刺,在刺针穿过纤维网后然后风机对硅胶液进行冷却,使得纤维网上形成均匀分布的透气孔二5,并使得透气孔二5内壁上的硅胶液冷却后形成防堵塞环6,然后将刺针与纤维网脱离制成防水层1。
37.进一步地,在上料步骤中,pp原料和驻极母粒投入的比例为10:3.5,pp原料和驻极母粒进行烘干的温度为120℃-140℃。
38.进一步地,在熔融挤出步骤中,pp原料和驻极母粒加热的温度为180℃-210℃,pp原料和驻极母粒的加热时采用电温控的方式进行加热。
39.进一步地,在复合步骤中,隔水透气膜为pe膜,隔水透气膜的厚度为0.1mm-0.3mm。
40.进一步地,在除杂步骤中,过滤器的过滤精度为500目,除杂的次数为3-5次。
41.进一步地,在制网步骤中:高精度纤维浆料加水稀释的质量浓度为0.1
‰
,在烘干步骤中,烘干温度设为80℃。
42.进一步地,在针刺步骤中,刺针的直径为0.1mm,刺针的孔距0.5mm。
43.实施例三一种透气均匀的空气过滤熔喷材料,包括防水层1,防水层1的一侧设置有过滤层2,过滤层2远离防水层1的一侧设置有抗菌层3,防水层1的一侧外壁设置有均匀分布的透气孔一4,抗菌层3的一侧外壁设置有均匀分布的透气孔二5,透气孔一4和透气孔二5的内壁均设置有防阻塞环。
44.进一步地,过滤层2的加工方法包括以下步骤:上料步骤:将 pp原料和驻极母粒进行分别清洗,并对清洗后的 pp原料和驻极母粒进行烘干处理,然后将烘干后的pp原料和驻极母粒按一定比例投入送料装置;熔融挤出步骤:通过送料装置将p原料和驻极母粒送至螺杆挤压机,混合的p原料和驻极母粒通过挤压机进行熔融为熔体;除杂步骤:挤出产生的熔体经过滤器过滤掉杂质和较粗颗粒物;喷射成型步骤:利用热风产生高温牵引气流,将熔体流出喷丝板的同时被加热的高流速空气以特定角度撞击,落入成网机,成网机网帘接受流射熔体,并通过抽吸装置使其凝聚并冷却形成熔喷布;驻极和收卷步骤:驻极处理使得过滤材料纤维带有电荷,增加静电吸附作用,利用一个均匀电场引起空气局部击穿的电晕放电产生离子束轰击电介质,并使离子电荷沉积于电介质中,形成过滤层2并带上电荷,然后对过滤层2进行收卷。
45.进一步地,抗菌层3的加工方法包括以下步骤:制浆步骤:对棉花中的杂质进行剔除,然后利用破浆机对棉花纤维进行粉碎,制得纤维浆料,并将纤维浆料经螺杆泵送入一次冲浆槽中,再经一次冲浆泵送至除杂工序,利用除砂器和压力筛除去杂质,然后经螺杆泵送入高速混合机中与纳米银抗菌原料进行混合,制得高精度纤维浆料;制网步骤:将高精度纤维浆料经螺杆泵送入二次冲浆槽中,再次加水稀释,并由二次冲浆泵经中心布浆器分配后送入斜网流浆箱,形成均匀的纤维网;烘干步骤:纤维网加工后的纤维网送入烘干机中进行烘干处理;针刺步骤:将针刺机的刺针蘸取硅胶液,然后使得针刺机的刺针对纤维网进行穿
刺,在刺针穿过纤维网后然后风机对硅胶液进行冷却,使得纤维网上形成均匀分布的透气孔一4,并使得透气孔一4内壁上的硅胶液冷却后形成防堵塞环6,然后将刺针与纤维网脱离制成抗菌层3。
46.进一步地,防水层1的加工方法包括以下步骤:制浆步骤:对棉花中的杂质进行剔除,然后利用破浆机对棉花纤维进行粉碎,制得纤维浆料,并将纤维浆料经螺杆泵送入一次冲浆槽中,再经一次冲浆泵送至除杂工序,利用除砂器和压力筛除去杂质,然后经螺杆泵送入高速混合机中,制得高精度纤维浆料;制网步骤:将高精度纤维浆料经螺杆泵送入二次冲浆槽中,再次加水稀释,并由二次冲浆泵经中心布浆器分配后送入斜网流浆箱,形成均匀的纤维网;烘干步骤:纤维网加工后的纤维网送入烘干机中进行烘干处理;复合步骤:将烘干后的纤维网与隔水透气膜采用静电进行贴附,入烘干机中进行烘干处理;针刺步骤:将针刺机的刺针蘸取硅胶液,然后使得针刺机的刺针对纤维网进行穿刺,在刺针穿过纤维网后然后风机对硅胶液进行冷却,使得纤维网上形成均匀分布的透气孔二5,并使得透气孔二5内壁上的硅胶液冷却后形成防堵塞环6,然后将刺针与纤维网脱离制成防水层1。
47.进一步地,在上料步骤中,pp原料和驻极母粒投入的比例为10:5,pp原料和驻极母粒进行烘干的温度为120℃-140℃。
48.进一步地,在熔融挤出步骤中,pp原料和驻极母粒加热的温度为180℃-210℃,pp原料和驻极母粒的加热时采用电温控的方式进行加热。
49.进一步地,在复合步骤中,隔水透气膜为pe膜,隔水透气膜的厚度为0.1mm-0.3mm。
50.进一步地,在除杂步骤中,过滤器的过滤精度为500目,除杂的次数为3-5次。
51.进一步地,在制网步骤中:高精度纤维浆料加水稀释的质量浓度为0.1
‰
,在烘干步骤中,烘干温度设为80℃。
52.进一步地,在针刺步骤中,刺针的直径为0.1mm,刺针的孔距0.5mm。
53.实施例一、实施例二和实施例三中采用的pp原料和驻极母粒投入的比例不同,通过对最终得到的空气过滤熔喷材料行实验比对,实施例三中效果最佳。
54.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1