一种热熔半自动定位贴合法的制作方法
1.本发明属于层状产品贴合技术领域,具体涉及一种热熔半自动定位贴合法。
背景技术:
2.市场上的异形贴合,主要是将不同尺寸或不同材质的两层贴合层贴合起来的工艺,例如发泡地垫、隐藏齿拼接地垫的贴合、还有像包装盒内衬的贴合均属于异形贴合。
3.例如中国实用新型专利授权公告号cn216822705u公开了“一种隐藏式拼接地垫”,该地垫就属于异形贴合,上下两层贴合层形状不同,在贴合时若对位不准将会影响地垫的拼接。贴合时如果采用人工对位的话工作效率低,对操作人员的技术水平和熟练程度要求高。而采用市面上的热熔贴合主要以半成品贴合为主,不能精确的定位上下层位置,故需贴合后再进行深加工。深加工的成本是非常高的,比如需要用到cnc数控机床进行雕刻等。
4.鉴于上述已有技术,有必要对现有的定位贴合法加以合理的改进。为此,本申请人作了有益的设计,下面将要介绍的技术方案便是在这种背景下产生的。
技术实现要素:
5.本发明的任务是要提供一种热熔半自动定位贴合法,其能够实现不同形状和/或不同材料的贴合层的精确对位,并且工艺简单,贴合效果显著,降低了制作难度,提高了生产效率。
6.本发明的任务是这样来完成的,一种热熔半自动定位贴合法,包括以下步骤:s1)调试压板下压行程;s2)将上贴合层和下贴合层定位放置在压板下面的定位放置台上;s3)按启动键后,压板下压,提起上贴合层后移动至热板上进行热熔;s4)压板提起进行热熔后的上贴合层,将其与热板分离,移动至步骤s2)中上贴合层刚定位放置时的垂直上方;s5)压板下压,将加热过的上贴合层和下贴合层贴合在一起构成所需的贴合产品;s6)取走贴合后的产品,常温静态放置。
7.在本发明的一个具体的实施例中,所述的压板为带针或吸盘。
8.在本发明的另一个具体的实施例中,步骤s3)中,所述的热板为加热好的聚四氟乙烯板,所述热板的温度控制在300℃~380℃之间。
9.在本发明的又一个具体的实施例中,步骤s4)和步骤s5)中,将上贴合层从热板上提起到贴合下贴合层的时间在0.5s~0.8s之间。
10.本发明由于采用上述方法后,具有的有益效果:第一、本工艺主要用于两层不同尺寸和/或不同材料的贴合层的贴合,能精确的定位上下层位置,贴合后已经是成品,定位准,没有偏离,工艺简单,贴合效果显著;第二、本贴合法不需要胶水,降低了环保要求,贴合牢度高,不会有脱胶的问题;第三、此工艺为末道工艺,对前道的工艺方式或要求更加宽松,成型工艺有很多,
可以选择最具性价比的方式进行作业;第四、贴合面错位的地方不会有粘性,表面光滑美观。
附图说明
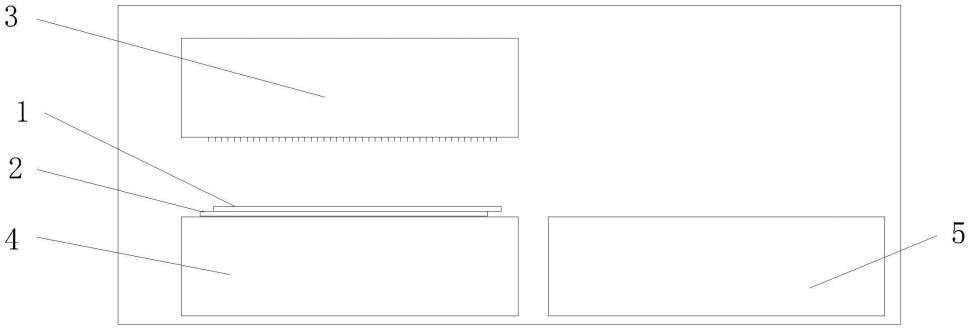
11.图1为本发明上下两层贴合层贴合前定位放置在定位放置台上时的示意图。
12.图2为本发明在贴合前,上贴合层被压板提起准备去加热时的示意图。
13.图3为本发明在贴合前,上贴合层被压板移至热板上加热时的示意图。
14.图4为本发明所述上贴合层被加热后与下贴合层贴合时的示意图。
15.图5为本发明上下两层贴合层贴合后常温静态放置时的示意图。
16.图中:1.上贴合层、2.下贴合层、3.压板、4.定位放置台、5.热板。
具体实施方式
17.下面以实施例的方式结合附图作详细说明,但是对实施例的描述均不是对本发明技术方案的限制,任何依据本发明构思所作出的仅仅为形式上的而非实质性的等效变换都应视为本发明的技术方案范畴。
18.在下面的描述中凡是涉及上、下、左、右、前和后的方向性或称方位性的概念都是以对应附图所示的位置为基准的,因而不能将其理解为对本发明提供的技术方案的特别限定。
19.请参阅图1至图5,本发明涉及一种热熔半自动定位贴合法,其是将两种不同形状和/或材料的贴合层贴合到一起以构成所需的贴合产品,以图中上贴合层1和下贴合层2为例描述本贴合法的贴合过程,具体的步骤如下:s1)调试压板3下压行程;s2)将上贴合层1和下贴合层2定位放置在压板3下面的定位放置台4上,如图1所示;s3)按启动键后,压板2下压,提起上贴合层1后移动至热板5上进行热熔,如图2、图3所示;s4)压板3提起进行热熔后的上贴合层1,将其与热板5分离,移动至步骤s2)中上贴合层1刚定位放置时的垂直上方;s5)压板3下压,将加热过的上贴合层1和下贴合层2贴合在一起构成所需的贴合产品,如图4所示;s6)取走贴合后的产品,常温静态放置,如图5所示。
20.步骤s1)中,所述下压行程根据所需产品厚度进行调节。所述的压板3为带针或吸盘,能较好地提起上面一层贴合层即上贴合层1。
21.步骤s2)中,上贴合层1和下贴合层2定位放置时是根据具体的要求而定的,这里上贴合层1和下贴合层2以工装定位,产品外形做限位。
22.步骤s3)中,所述的热板5为加热好的聚四氟乙烯板,又称特富龙板,热板5的温度控制在300℃~380℃之间,具体的控制温度和上贴合层1在热板5上的热熔时间取决于上贴合层1的材料,根据不同的材质调节到合适的温度进行作业,例如pe发泡材料,热板温度为350摄氏度,热熔2秒后进行贴合。热板5的温度高于材料的熔融温度。
23.步骤s4)中,压板3移动至步骤s2)中上贴合层1刚定位放置时的垂直上方能保证上贴合层1下压时与下贴合层2不错位,保证定位精度。
24.步骤s4)和步骤s5)中,将上贴合层1从热板5上提起到贴合下贴合层2的时间在0.5s~0.8s之间,此时材料表面还属于熔融状态。
25.步骤s6)中,贴合后的产品常温静态放置时间不受任何限制,优选为5~20秒。例如:室温在5摄氏度的环境里,放置时间为5秒;室温在40摄氏度的环境里,放置时间需要20秒。
26.本工艺只需贴合前用成本较低的加工方式例如刀模裁切制作好小片,上下对齐放入设备的定位放置台上即可。
技术特征:
1.一种热熔半自动定位贴合法,其特征在于,包括如下步骤:s1)调试压板(3)下压行程;s2)将上贴合层(1)和下贴合层(2)定位放置在压板(3)下面的定位放置台(4)上;s3)按启动键后,压板(2)下压,提起上贴合层(1)后移动至热板(5)上进行热熔;s4)压板(3)提起进行热熔后的上贴合层(1),将其与热板(5)分离,移动至步骤s2)中上贴合层(1)刚定位放置时的垂直上方;s5)压板(3)下压,将加热过的上贴合层(1)和下贴合层(2)贴合在一起构成所需的贴合产品;s6)取走贴合后的产品,常温静态放置。2.根据权利要求1所述的一种热熔半自动定位贴合法,其特征在于:所述的压板(3)为带针或吸盘。3.根据权利要求1所述的一种热熔半自动定位贴合法,其特征在于:步骤s3)中,所述的热板(5)为加热好的聚四氟乙烯板,所述热板(5)的温度控制在300℃~380℃之间。4.根据权利要求1所述的一种热熔半自动定位贴合法,其特征在于:步骤s4)和步骤s5)中,将上贴合层(1)从热板(5)上提起到贴合下贴合层(2)的时间在0.5s~0.8s之间。
技术总结
一种热熔半自动定位贴合法,属于层状产品贴合技术领域。包括如下步骤:S1)调试压板下压行程;S2)将上贴合层和下贴合层定位放置在压板下面的定位放置台上;S3)按启动键后,压板下压,提起上贴合层后移动至热板上进行热熔;S4)压板提起进行热熔后的上贴合层,将其与热板分离,移动至步骤S2)中上贴合层1刚定位放置时的垂直上方;S5)压板下压,将加热过的上贴合层和下贴合层贴合在一起构成所需的贴合产品;S6)取走贴合后的产品,常温静态放置。优点:实现不同形状和/或不同材料的贴合层的精确对位,并且工艺简单,贴合效果显著,降低了制作难度,提高了生产效率。高了生产效率。高了生产效率。
技术研发人员:夏益杨 奚建飞 丁建达 顾佳
受保护的技术使用者:苏州恒瑞达家用地垫有限公司
技术研发日:2022.08.10
技术公布日:2022/11/2
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1