一种3d打印气凝胶三层热胀冷缩面料及其生产工艺的制作方法
1.本发明涉及一种面料领域,具体涉及一种3d打印气凝胶三层热胀冷缩面料及其生产工艺。
背景技术:
2.目前市面上出现了一款可以实现热胀冷缩的面料,在常温下他能保证平整,如同普通衣服一般;但在受冷会收缩,面料收缩后会发生拱起,从而使衣物蓬松,从而使面料内部形成大量空间,起到御寒作用。但是其生产工艺是通过纱线来手工制成的,这导致其无法量产。
3.目前的解决方案是通过3d打印面料技术,参考发明专利cn202210189747.0,将气凝胶制作成气凝胶混合胶囊,通过气凝胶的特性,使面料形成热胀冷缩现象,实现智能保温。
4.但是这种技术在面临破坏性水洗的情况下,会发现布料内部有明显粘连,导致水分不容易晾干。且如果不进行低温轻压力下的熨烫,就很难恢复膨胀弹力。
5.因此,为了解决上述问题进行了一系列改进。
技术实现要素:
6.本发明的目的在于,提供一种3d打印气凝胶三层热胀冷缩面料及其生产工艺,以克服现有技术所存在的上述缺点和不足。
7.一种3d打印气凝胶三层热胀冷缩面料,包括:第一支撑层、第二支撑层、第三支撑层和原料层,所述原料层为片状结构,所述第一支撑层、第二支撑层、第三支撑层为涤纶材料,所述原料层覆盖于第一支撑层、第二支撑层的表层,所述第一支撑层和第二支撑层的里层分别互相贴合连接,所述第三支撑层绷直设于第一支撑层和第二支撑层的夹缝间,所述第一支撑层、第二支撑层和原料层的连接部分为圆弧形状;
8.所述原料层包括:表层面料层、tpu层、气凝胶混合胶囊和tpu薄膜层,所述表层面料层上设有tpu层,所述tpu层上设有气凝胶混合胶囊,所述气凝胶混合胶囊上设有tpu薄膜层,所述tpu薄膜层上依次设于tpu层和表层面料层;
9.其中,所述气凝胶混合胶囊包括:发泡层和气凝胶层,所述发泡层为胶囊结构,所述发泡层内设有气凝胶层。
10.进一步,所述发泡层为发泡聚氨酯,所述气凝胶层在气凝胶混合胶囊中的重量比为7%,所述气凝胶混合胶囊的热缩比为15%,所述第一支撑层、第二支撑层和第三支撑层的厚度为0.2-0.3mm,所述第三支撑层的径向没有收缩力。
11.一种3d打印气凝胶三层热胀冷缩面料的生产工艺,包括:
12.步骤1:在表层面料层上打印tpu层,所述tpu层是一种热熔材料;
13.步骤2:在步骤1的材料上,在tpu层的上方3d打印叠层放入发泡层;
14.步骤3:在步骤2的材料上,在发泡层上方3d打印气凝胶层;
15.步骤4:将步骤3的材料送入高温发热箱内,升温至180℃,将发泡层发泡形成胶囊结构,发泡层包裹住气凝胶层,组合成为气凝胶混合胶囊;
16.步骤5:在步骤4的材料上,在气凝胶混合胶囊上方,贴合一层tpu薄膜层;
17.步骤6:在步骤5的材料上,tpu薄膜层上打印tpu层;
18.步骤7:在步骤6的材料上,tpu层上打印表层面料层;
19.步骤8:将步骤7的材料输送到高温烤箱并进行上下压合,烘箱温度设定为200℃,生成片状的原料层;
20.步骤9:将步骤8的原料层,依次平铺在第一支撑层和第二支撑层的表层;
21.步骤10:将第三支撑层在180℃高温下将进行横向拉伸;
22.步骤11:将第三支撑层塞入第一支撑层和第二支撑层的间隙处,第一支撑层和第二支撑层的内层贴合,然后沿着原料层之间的缝隙,将第一支撑层、第二支撑层和第三支撑层缝合;
23.步骤12:将步骤11的面料放入水中,然后180℃高温加热,使第三支撑层实现热缩。
24.进一步,所述步骤2中,发泡层的打印叠层放入采用点状打印技术,所述点状打印技术是将液体化的发泡层滴在步骤1的材料上,形成点阵结构。
25.本发明的有益效果:
26.本发明与现有技术相比,通过在支撑层中间增加新的结构,解决了破坏性水洗后,面料仍然可以实现膨胀的效果。
附图说明
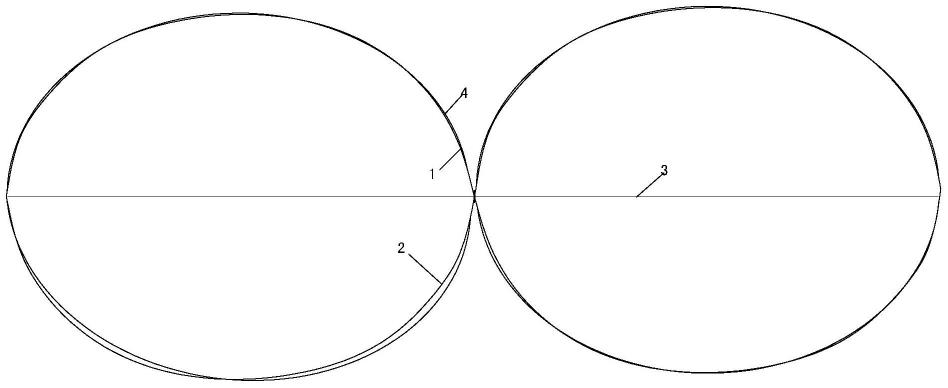
27.图1为本发明的结构图。
28.图2为本发明原料层的结构图。
29.图3为本发明原料层的拆解结构图。
30.附图标记:
31.第一支撑层1、第二支撑层2、第三支撑层3和原料层4。
32.表层面料层100、tpu层200、气凝胶混合胶囊300、发泡层310、气凝胶层320和tpu薄膜层400。
具体实施方式
33.以下结合具体实施例,对本发明作进步说明。应理解,以下实施例仅用于说明本发明而非用于限定本发明的范围。
34.实施例1
35.图1为本发明的结构图。图2为本发明原料层的结构图。图3为本发明原料层的拆解结构图。
36.如图1所示,一种3d打印气凝胶三层热胀冷缩面料,包括:第一支撑层1、第二支撑层2、第三支撑层3和原料层4,原料层4为片状结构,第一支撑层1、第二支撑层2、第三支撑层3为涤纶材料,原料层4覆盖于第一支撑层1、第二支撑层2的表层,第一支撑层1和第二支撑层2的里层分别互相贴合连接,第三支撑层3绷直设于第一支撑层1和第二支撑层2的夹缝间,第一支撑层1、第二支撑层2和原料层4的连接部分为圆弧形状;
37.如图2所示,原料层4包括:表层面料层100、tpu层200、气凝胶混合胶囊300和tpu薄膜层400,表层面料层100上设有tpu层200,tpu层200上设有气凝胶混合胶囊300,气凝胶混合胶囊300上设有tpu薄膜层400,tpu薄膜层400上依次设于tpu层200和表层面料层100;
38.如图3所示,其中,气凝胶混合胶囊300包括:发泡层310和气凝胶层320,发泡层310为胶囊结构,发泡层310内设有气凝胶层320。
39.发泡层310为发泡聚氨酯,气凝胶层320在气凝胶混合胶囊300中的重量比为7%,气凝胶混合胶囊300的热缩比为15%,第一支撑层1、第二支撑层2和第三支撑层3的厚度为0.2-0.3mm,第三支撑层3的径向没有收缩力。
40.一种3d打印气凝胶三层热胀冷缩面料的生产工艺,包括:
41.步骤1:在表层面料层100上打印tpu层200,tpu层200是一种热熔材料;
42.步骤2:在步骤1的材料上,在tpu层200的上方3d打印叠层放入发泡层310;
43.步骤3:在步骤2的材料上,在发泡层310上方3d打印气凝胶层320;
44.步骤4:将步骤3的材料送入高温发热箱内,升温至180℃,将发泡层310发泡形成胶囊结构,发泡层310包裹住气凝胶层320,组合成为气凝胶混合胶囊300;
45.步骤5:在步骤4的材料上,在气凝胶混合胶囊300上方,贴合一层tpu薄膜层400;
46.步骤6:在步骤5的材料上,tpu薄膜层400上打印tpu层200;
47.步骤7:在步骤6的材料上,tpu层200上打印表层面料层100;
48.步骤8:将步骤7的材料输送到高温烤箱并进行上下压合,烘箱温度设定为200℃,生成片状的原料层4;
49.步骤9:将步骤8的原料层4,依次平铺在第一支撑层1和第二支撑层2的表层;
50.步骤10:将第三支撑层3在180℃高温下将进行横向拉伸;
51.步骤11:将第三支撑层3塞入第一支撑层1和第二支撑层2的间隙处,第一支撑层1和第二支撑层2的内层贴合,然后沿着原料层4之间的缝隙,将第一支撑层1、第二支撑层2和第三支撑层3缝合;
52.步骤12:将步骤11的面料放入水中,然后180℃高温加热,使第三支撑层3实现热缩。
53.步骤2中,发泡层310的打印叠层放入采用点状打印技术,点状打印技术是将液体化的发泡层310滴在步骤1的材料上,形成点阵结构。
54.本发明与传统技术相比,运用新型3d打印增层加工技术,将气凝胶制作成气凝胶混合胶囊,通过气凝胶的特性,使面料形成热胀冷缩现象,在常温下他是平整的状态,而一旦遇到气温下降,面料就会受到收缩力后整体鼓起来,变得蓬松从而抵御严寒,实现智能保温。具体原理,本发明的面料在外部遇冷空气后,面料综合体的底部,即气凝胶层320部分,由于发泡层310为胶囊结构,因此内部是90%的中空结构,其中充满空气。气体遇冷后急剧收缩体积,造成气凝胶层320的收缩,引起面料综合体的遇冷卷曲现象并形成的拱形姿态。这是原料层4的原理。利用原料层4的这种现象,实现后续的面料智能变化。完成原料层4后,原料层4不能自己独立成为一种面料,原因是缺乏支撑后,气凝胶混合胶囊300会无限度的卷曲,形成一个半圆结构。因此本发明还设计了支撑层面料。
55.而本发明,将原料层4依次平铺在第一支撑层1和第二支撑层2的表层,将第一支撑层1和第二支撑层2的内层贴合,然后沿着原料层4之间的缝隙,将第一支撑层1和第二支撑
层2缝合。在使用过程中,原料层4拱起只会带起自己缝粘合的支撑层,且支撑点在原料层4没有与支撑层粘合的两端,因此受力会更加均匀,原料层4平铺也更加连续。从而使支撑层的厚度只需要0.2mm就可以满足需求。无论是硬度还是重量都与原来技术相比有明显降低。同时由于是连续平铺,这样就可以印制图案,从而使面料可以在衣物表面使用。
56.以上结构都建立在气凝胶混合胶囊300能够实现收缩力,形成膨胀的基础上。这其中的原因包括以下:首先,气凝胶层320的材料是气凝胶,气凝胶的是二氧化硅和空气的组合物,其特性是含有99.8%的空气,因此非常的轻。在气凝胶混合胶囊300中,我们投放了重量比为7%的气凝胶。而气凝胶重量和体积的系数比是1:13,因此气凝胶为体积比为91%,因此可以得出气凝胶混合胶囊300中含有至少90%的空气。而众所周知,空气对温度的敏感性最高,正因为这样的组成,使得本发明的热缩比达到了15%。达到这种热缩比,才能够在真实的环境中有足够的敏感度实现气温变化后的收缩力释放。
57.在生产过程中,要实现上述结构,就需要制作出气凝胶混合胶囊300,因为气凝胶他几乎都是空气,所以非常容易逸出,因此需要将他固定。本发明把气凝胶固定在气凝胶混合胶囊300中,通过发泡层310固定住。那首先就必须利用3d打印叠层技术将液体状态的发泡层310如同点阵一般滴在面料上,然后再将气凝胶层320放入发泡层310上。然后送入高温发热箱内,升温至180℃,将发泡层310发泡形成胶囊结构,发泡层310包裹住气凝胶层320,组合成为气凝胶混合胶囊300。在这个过程中,发泡层310会顶穿气凝胶层320,形成一个胶囊结构,同时顶穿后,气凝胶层320会扩散至胶囊结构中,形成气凝胶混合胶囊300。
58.以上是本发明的基础性能,属于已经公开的技术。而在背景技术中提到过,基于上述技术的热胀冷缩材料在破坏性水洗后,内部有明显粘连,导致水分不容易晾干。所谓的破坏性水洗,就是至少是采用全浸泡式。如果不去揉搓,第一支撑层1和第二支撑层2由于受外部强烈外力影响,两者就会出现粘连,且由于两端的封口也被粘合,导致普通的晾晒不能有效去除水汽。在低温轻压力整烫后才会恢复原来100%的性能。
59.本发明增加了第三支撑层3,首先第三支撑层3的作用就是让第一支撑层1、第二支撑层2、已经在其上的原料层4组成的结构被挤压形成微微的拱起。这样即使水洗,这种物理性的效果依然能维持足够的空气流通,保证了水份能被蒸发,从而避免粘结的问题。
60.其原理是,第三支撑层3在被缝入第一支撑层1和第二支撑层2之间时,是预先被处理过的,步骤10中,第三支撑层3在180℃高温下,被横向拉伸,然后完成定型,形成一种假拉伸。且由于第三支撑层3的径向没有收缩力。因此只有横向部分实现了假拉伸。而在缝入完成后,面料整体已经完成。最后的工序就是步骤12,将面料放入水中,然后180℃高温加热,使第三支撑层3实现热缩,由于是假拉伸,因此只需要水汽+高温的组合,第三支撑层3就会回复到最初的状态,而由于他是在假拉伸的环境下被缝合的,他就会在收缩的同时提供一定的力,使得第一支撑层1、第二支撑层2和原料层4的连接部分成为拱起的圆弧形状。
61.本发明与现有技术相比,通过在支撑层中间增加新的结构,解决了破坏性水洗后,面料仍然可以实现膨胀的效果。
62.以上对本发明的具体实施方式进行了说明,但本发明并不以此为限,只要不脱离本发明的宗旨,本发明还可以有各种变化。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1