贴合设备及曲面贴合方法与流程
1.本技术涉及贴覆技术领域,尤其涉及一种贴合设备及曲面贴合方法。
背景技术:
2.在将柔性基材,例如保护膜、支撑膜贴合在硬质产品上时,通常将柔性基材放置在产品上,通过滚轮在产品表面上滚动以将膜片压紧贴合。或者利用夹子夹住膜片的端部,在仿形的治具上将柔性基材进行弯折,将弯折后的柔性基材与产品进行贴合。采用滚轮或者利用仿形治具的方式,仅适用于较为简单的平面产品或者两维度产品。并且,采用滚轮时还需要多次在产品上进行滚动,适用性不强且效率不高。利用仿形治具的方式,在夹取的过程中可能存在损坏柔性基材的情况。
技术实现要素:
3.有鉴于此,有必要提供一种贴合设备及曲面贴合方法,旨在能够对多维度产品进行贴合,且提升贴合效率,降低在贴合过程中对柔性基材出现破损的情况。
4.本技术的一个实施例提供一种贴合设备,包括储存机构、第一腔体、第二腔体、支撑机构和加热机构,所述储存机构用于储存经过增压后的气压,所述第一腔体连接所述储存机构,所述第二腔体能够相对所述第一腔体移动,所述支撑机构设于所述第二腔体内,用于承载具有曲面的产品,所述第一腔体与所述第二腔体能够闭合形成一个密封腔室,所述密封腔室通过柔性基材分割成一个第一密封腔和一个第二密封腔,所述支撑机构用于将具有曲面的所述产品置于所述第二密封腔中,所述加热机构设于第一腔体内并位于所述第一密封腔内,用于加热所述柔性基材,当所述加热机构将所述第一密封腔内加热至预设温度时,所述储存机构向所述第一密封腔内输送气压,所述第一密封腔与所述第二密封腔之间的气压差驱使所述柔性基材贴在所述产品的曲面上。
5.上述实施例中,通过将产品放在支撑机构上,第一腔体和第二腔体共同形成密封腔室后,能够通过柔性基材将密封腔室分隔成两个腔,无需设置其他结构对密封腔室进行分隔。加热机构对位于第一密封腔内的柔性基材进行加热,加热后的柔性基材具有一定的延展性,在第一密封腔和第二密封腔的气压差作用下使得柔性基材能够贴合在曲面产品上。该种贴合设备无需人工直接将柔性基材贴合在曲面产品上,而是通过气压差驱使柔性基材进行贴合,改善在贴合的过程中会对柔性基材产生拉伸造成其破损的情况,另外通过气压驱使柔性基材对产品进行贴合,能够适用多维度的产品,且无需重复驱使柔性基材进行贴合,可提升贴合效率。
6.在至少一个实施例中,所述贴合设备还包括抽真空机构,所述抽真空机构连接所述第一密封腔和第二密封腔,用以对所述第一密封腔、所述第二密封腔抽真空。
7.上述实施例中,通过设置抽真空机构,在将柔性基材贴合至产品前,先对第一密封腔和第二密封腔进行抽真空处理,改善柔性基材在贴合的过程中,例如第一密封腔和第二密封腔内存在空气,柔性基材贴合后会存在气泡的情况。
8.在至少一个实施例中,所述抽真空机构包括抽真空件和导通件,所述抽真空件连接所述第二密封腔,所述导通件连接所述第一密封腔和所述抽真空件。
9.上述实施例中,抽真空机构包括抽真空件和导通件,设置导通件,可选择性的同时对第一密封腔和第二密封腔抽真空处理,或者对第二腔体进行抽真空处理。
10.在至少一个实施例中,所述贴合设备包括固定机构,所述固定机构包括吸附件,所述吸附件设于所述第一腔体或所述第二腔体的端面上,用以吸附所述柔性基材。
11.上述实施例中,通过附件来固定柔性基材,使得柔性基材在被气压驱使而贴附在产品上时,避免发生偏移而造成贴合不准确的情况,另外将柔性基材进行固定后,使其能够将密封腔室分隔为第一密封腔和第二密封腔。
12.在至少一个实施例中,所述贴合设备包括固定机构,所述固定机构包括用于吸附所述柔性基材的吸附件和用于压紧所述柔性基材的压紧件,所述吸附件设于所述第一腔体朝向所述第二腔体的端面上,所述压紧件设于所述第二腔体朝向所述第一腔体的端面上;或者所述吸附件设于所述第二腔体朝向所述第一腔体的端面上,所述压紧件设于所述第一腔体朝向所述第二腔体的端面上。
13.上述实施例中,固定机构包括吸附件和压紧件,吸附件在对柔性基材进行固定的过程中,通过压紧件进一步压紧柔性基材,提升对柔性基材固定的强度。
14.在至少一个实施例中,所述加热机构包括加热件和导光件,所述导光件设于所述加热件靠近所述第二腔体的一侧,用于将所述加热件发射出的光线射至所述产品上。
15.上述实施例中,通过加热件所发射出的光线对柔性基材进行加热,使得柔性基材具有延展性,导光件能够将加热件所发射出的光线射至产品上,以确保与产品所对应的柔性基材能够被光线照射,进而具有延展性,可更好的贴合至产品上。
16.在至少一个实施例中,所述支撑机构包括支撑治具和驱动件,所述支撑机构通过所述支撑治具承载所述产品,所述驱动件连接所述支撑治具,用于驱使所述支撑治具移动。
17.上述实施例中,通过驱动件驱动支撑治具,可使得设置在支撑治具上的产品能够适应柔性基材的变形量和位置,提升贴合设备的通用性。
18.本技术的实施例还提供一种曲面贴合方法,包括如下步骤:
19.放置具有曲面的产品置第二腔体中的支撑机构上;
20.放置柔性基材至第一腔体或所述第二腔体上;
21.闭合所述第一腔体和所述第二腔体形成一个密封腔室,且所述柔性基材将所述密封腔室分割成一个第一密封腔和一个第二密封腔;
22.设置在所述第一密封腔内的加热机构对用以贴在所述产品曲面上的所述柔性基材进行加热;
23.受热的所述柔性基材通过所述第一密封腔与所述第二密封腔之间的气压差贴在所述产品曲面上。
24.上述实施例中,在将柔性基材贴合至产品上时,先对柔性基材进行加热,使得加热后的柔性基材具有延展性,再通过气压差驱使柔性基材贴合在产品上,无需人工直接将柔性基材贴合在曲面产品上,而是通过气压差驱使柔性基材进行贴合,避免对柔性基材产生损坏,并且经过气压的驱使,使得柔性基材直接贴合在产品上,贴合效率提升。
25.在至少一个实施例中,在步骤“设置在所述第一密封腔内的加热机构对用以贴在
所述产品曲面上的所述柔性基材进行加热”之后,还包括步骤:通过抽真空机构对所述第一密封腔和所述第二第一密封腔进行抽真空。
26.上述实施例中,通过抽真空机构对第一密封腔和第二密封腔进行抽真空处理,避免第一密封腔和第二密封腔中存在空气,影响柔性基材和产品的贴合。
27.在至少一个实施例中,在步骤“通过抽真空机构对所述第一腔体和所述第二腔体进行抽真空”之后,还包括步骤:开启储存机构向所述第一密封腔内增加气压,以使所述第一密封腔和所述第二密封腔之间形成气压差。
28.上述实施例中,通过储存机构向第一密封腔内增加气压后,第一密封腔和第二密封腔之间形成气压差,该气压差转化为压力驱使柔性基材贴合在具有曲面的产品上。
29.在至少一个实施例中,在步骤“通过抽真空机构对所述第一腔体和所述第二腔体进行抽真空”之后,还包括步骤:开启储存机构向所述第一密封腔内增加气压,以使所述第一密封腔和所述第二密封腔之间形成气压差。
30.上述实施例中,通过储存机构向第一密封腔内增加气压,可使得第一密封腔和第二密封腔之间快速形成气压差。
31.本技术实施例中提供的贴合设备及曲面贴合方法,在将柔性基材和产品设置好后,通过加热机构对柔性基材进行加热,使得经过加热后的柔性基材具有延展性,通过第一密封腔和第二密封腔之间所形成的气压差,该气压差能够驱使加热后的柔性基材,使其贴合在产品上。一方面,通过气压驱使柔性基材进行贴合,可提升贴合效率;另一方面,无需重复的对柔性基材进行操作;再者,贴合的过程中不会通过人工直接接触柔性基材,避免对柔性基材产生损坏。
附图说明
32.图1为本技术一实施例中贴合设备的立体图。
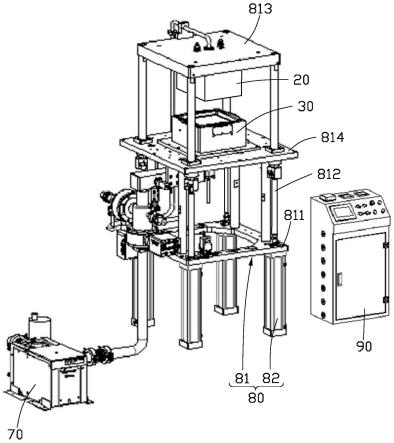
33.图2为图1所示的贴合设备去掉外罩后的立体图。
34.图3为图1所示的贴合设备中,部分机构的连接示意图。
35.图4为图1所示的贴合设备中,支撑机构安装有产品,且支撑机构、柔性基材设置在第一腔体、第二腔体中的剖视示意图。
36.图5为固定机构设置在第二腔体上的立体示意图。
37.图6为另一实施例中,固定机构设置在第一腔体和第二腔体上的剖视示意图。
38.图7为图1所示的贴合设备中,加热机构的示意图。
39.图8为本技术又一实施例中,曲面贴合方法的流程图。
40.图9为本技术再一实施例中,曲面贴合方法的流程图。
41.图10为本技术另一实施例中,曲面贴合方法的流程图。
42.主要元件符号说明
43.贴合设备
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
100
44.储存机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10
45.气源
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11
46.增压件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12
47.存储罐
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
13
48.第一腔体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20
49.第二腔体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
30
50.密封腔室
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀa51.第一密封腔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
a152.第二密封腔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
a253.支撑机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
40
54.支撑治具
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
41
55.驱动件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
42
56.固定机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
50
57.吸附件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
51
58.压紧件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
52
59.加热机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
60
60.加热件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
61
61.导光件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
62
62.电源
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
63
63.调节件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
64
64.温度控制器
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
65
65.第一温度传感器
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
66
66.第二温度传感器
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
67
67.抽真空机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
70
68.抽真空件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
71
69.导通件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
72
70.升降机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
80
71.安装架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
81
72.连接板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
811
73.导向柱
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
812
74.第一安装板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
813
75.第二安装板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
814
76.动力源
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
82
77.控制机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
90
78.控制电柜
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
91
79.第一控制件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
92
80.第二控制件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
93
81.第三控制件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
94
82.第四控制件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
95
83.第五控制件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
96
84.产品
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
200
85.柔性基材
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
300
具体实施方式
86.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。
87.需要说明的是,当一个组件被认为是“连接”另一个组件,它可以是直接连接到另一个组件或者可能同时存在居中组件。当一个组件被认为是“设于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。本文所使用的术语“顶”、“底”、“上”、“下”、“左”、“右”、“前”、“后”、以及类似的表述只是为了说明的目的。
88.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同。本文中在本技术的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本技术。
89.本技术的一个实施例提供一种贴合设备,包括储存机构、第一腔体、第二腔体、支撑机构和加热机构,所述储存机构用于储存经过增压后的气压,所述第一腔体连接所述储存机构,所述第二腔体能够相对所述第一腔体移动,所述支撑机构设于所述第二腔体内,用于承载具有曲面的产品,所述第一腔体与所述第二腔体能够闭合形成一个密封腔室,所述密封腔室通过柔性基材分割成一个第一密封腔和一个第二密封腔,所述支撑机构用于将具有曲面的所述产品置于所述第二密封腔中,所述加热机构设于第一腔体内并位于所述第一密封腔内,用于加热所述柔性基材,当所述加热机构将所述第一密封腔内加热至预设温度时,所述储存机构向所述第一密封腔内输送气压,所述第一密封腔与所述第二密封腔之间的气压差驱使所述柔性基材贴在所述产品的曲面上。
90.上述实施例中,通过将产品放在支撑机构上,第一腔体和第二腔体共同形成密封腔室后,能够通过柔性基材将密封腔室分隔成两个腔,无需设置其他结构对密封腔室进行分隔。加热机构对位于第一密封腔内的柔性基材进行加热,加热后的柔性基材具有一定的延展性,从而受热后的柔性基材具有更好的柔韧性,在第一密封腔和第二密封腔的气压差作用下,使得柔性基材能够紧密地贴合在曲面产品上。该种贴合设备无需人工直接将柔性基材贴合在曲面产品上,而是通过气压差驱使柔性基材进行贴合,改善在贴合的过程中会对柔性基材产生拉伸造成其破损的情况,另外通过气压驱使柔性基材对产品进行贴合,能够适用多维度的产品,且无需重复驱使柔性基材进行贴合,可提升贴合效率。
91.本技术的又一实施例还提供一种曲面贴合方法,包括如下步骤:
92.放置具有曲面的产品置第二腔体中的支撑机构上;
93.放置柔性基材至第一腔体或所述第二腔体上;
94.闭合所述第一腔体和所述第二腔体形成一个密封腔室,且所述柔性基材将所述密封腔室分割成一个第一密封腔和一个第二密封腔;
95.设置在所述第一密封腔内的加热机构对用以贴在所述产品曲面上的所述柔性基材进行加热;
96.受热的所述柔性基材通过所述第一密封腔与所述第二密封腔之间的气压差贴在所述产品曲面上。
97.上述实施例中,在将柔性基材贴合至产品上时,先对柔性基材进行加热,使得加热后的柔性基材具有延展性,再通过气压差驱使柔性基材贴合在产品上,无需人工直接将柔性基材贴合在曲面产品上,而是通过气压差驱使柔性基材进行贴合,避免对柔性基材产生
损坏,并且经过气压的驱使,使得柔性基材直接贴合在产品上,贴合效率提升。
98.下面将结合附图对一些实施例做出说明。在不冲突的情况下,下述的实施例及实施例中的特征可以相互组合。
99.请参阅图1至图5,本技术的实施例提供一种贴合设备100,用以将柔性基材300贴合至产品200上。贴合设备100包括储存机构10、第一腔体20、第二腔体30、支撑机构40和加热机构60。储存机构10连接第一腔体20,第二腔体30与第一腔体20相对设置,并能够相对第一腔体20移动。第一腔体20和第二腔体30闭合后共同形成密封腔室a。支撑机构40设于第二腔体30内,用以承载具有曲面的产品200。加热机构60设于第一腔体20内,用以加热柔性基材300。
100.请参阅图1和图2,在一实施例中,贴合设备100还包括抽真空机构70。抽真空机构70连接第一腔体20和第二腔体30,用于对第一腔体20和第二腔体30进行抽真空。在将柔性基材(图未示)贴合至产品(图未示)之前,将对第一腔体20和第二腔体30的内部进行抽真空处理,可改善贴合过程中柔性基材与产品之间存在气泡的情况。
101.请参阅图2,在一实施例中,贴合设备100还包括升降机构80。其中,第一腔体20、第二腔体30设于升降机构80上。以使得第二腔体30在升降机构80的驱动下能够朝第一腔体20移动,与第一腔体20合并。通过将第一腔体20和第二腔体30设置在升降机构80上,无需通过人工对第一腔体20和第二腔体30进行合并,使得贴合设备100整体的自动化程度更高,提升柔性基材与产品之间的贴合效率。
102.请参阅图1和图2,在一实施例中,贴合设备100还包括控制机构90。控制机构90与储存机构10、第一腔体20、第二腔体30、支撑机构40、固定机构50、加热机构60电性连接。进一步地,控制机构90还与抽真空机构70和升降机构80电性连接。通过控制机构90可对贴合设备100中的其他机构进行控制。
103.在一实施例中,柔性基材300包括但不限于保护膜、制程膜、偏光片等。产品200包括但不限于眼镜片、曲面盖板、摄像头镜头等曲面产品。
104.图3示出了贴合设备100中,部分机构的连接示意图。其中,图3中示出了储存机构10、第一腔体20、第二腔体30的连接内容。
105.请参阅图3,储存机构10用以储存经过增压后的气体,并能够向第一腔体20内提供增压后的气压,使得第一腔体20内部能够快速与第二腔体30的内部之间形成气压差。该气压差用以向柔性基材300施加外力,使柔性基材300贴合在产品的曲面上。
106.储存机构10包括气源11、增压件12和存储罐13。增压件12分别连接气源11和存储罐13,用以将气源11中的其他增压后输送至存储罐13中储存。其中,增压件12与气源11和存储罐13之间通过气管连接。气源11用于输出正压气体,正压气体在增压件12进行增压后流至存储罐13中进行储存。
107.在一实施例中,增压件12为增压泵。可以理解的是,在其他实施例中,增压件12还可替换为其他具有等同功效或作用的结构,还可替换为增压阀。
108.例如,通常使用增压泵来控制腔体内的压强,其中增压泵是逐步的提升腔体的压强。在逐步增压腔体内部压强的过程中,其反应时间慢,需要较长的时间才能够使得腔体内达到预设的压强大小。其中,该种方式需要20s至30s的时间。
109.而储存机构10中先将正压气体进行增压,并将正压气体储存在存储罐13内。当需
要使用该正压气体时,通过存储罐13释放该正压气体,可以在短时间内实现气压的转换。即能够快速地将增压后的正压气体释放到第一腔体20内,该种方式需0.5s。通过将增压后的气压储存在存储罐13中,能够提升柔性基材300的贴合效率。
110.请参阅图3,第一腔体20通过气管与存储罐13连接。并且,第一腔体20的内部呈中空状态,且朝向第二腔体30的一侧具有开口。
111.请参阅图3,第二腔体30的内部呈中空状态,且朝向第一腔体20的一侧也具有开口。第一腔体20和第二腔体30的轮廓相适配,以使得第一腔体20和第二腔体30闭合后能形成一个具有密封腔室a的整体结构。柔性基材设置在第一腔体20和第二腔体30的连接位置处。
112.在一实施例中,第一腔体20和第二腔体30为中空的矩形结构。可以理解的是,结合不同的产品,可调整第一腔体20和第二腔体30的形状,例如可将其设置为圆柱体形。
113.图4为贴合设备100中,支撑机构40、柔性基材300设置在第一腔体20、第二腔体30中的剖视示意图,且支撑机构40上设有产品200。
114.请参阅图4,支撑机构40设于第二腔体30内。支撑机构40包括支撑治具41和驱动件42,驱动件42连接支撑治具41,用以驱使支撑治具41移动,支撑治具41用以放置产品200。其中驱动件42安装在第二腔体30的底壁上,支撑治具41安装在驱动件42上。
115.支撑治具41靠近第一腔体20的端部用以放置产品200,且支撑治具41为仿形结构,以能够更稳定地承载产品200。
116.在一实施例中,驱动件42为驱动气缸。驱动气缸用以驱动支撑治具41朝靠近第一腔体20的方向移动。通过在支撑治具41上设置驱动件42,使得支撑机构40具有高度可调的功能。可调整高度的支撑机构40能够适应柔性基材300的变形量和位置,例如,由于柔性基材300经加热后具有一定延展性,为了使得柔性基材300能够贴合在产品200上,可通过驱动件42驱使支撑治具41朝靠近柔性基材300的方向移动,便于产品200与柔性基材300进行贴合。
117.可以理解的是,在其他实施例中,驱动件42还可以是电机或其他具有等同功效或作用的结构。
118.在一实施例中,支撑机构40还可包括支撑件(图未示)。支撑件设置在支撑治具41的周侧,用以辅助支撑治具41共同支撑和固定产品200。其中,支撑件为仿形结构,以使稳定支撑产品200。通过设置支撑件,能够进一步提升支撑机构40对产品200支撑的稳定性。
119.在一实施例中,支撑治具41还可通过紧固件来调整高度。例如,将支撑治具41通过顶丝固定在第二腔体30内。为了调整支撑治具41的位置,可通过旋转调节顶丝,使得支撑治具41沿上下方向移动。其中,第一腔体20设置在上方,第二腔体30设置在第一腔体20的下方。
120.图5示出了固定机构50设置在第二腔体30上的示意图。
121.请参阅图5,固定机构50包括吸附件51。吸附件51设置在第二腔体30的端面上,用以吸附柔性基材300。其中,吸附件51设置在第二腔体30朝向第一腔体20的端面上,并且吸附件51绕第二腔体30周向设置。
122.在一实施例中,吸附件51为吸附孔。将吸附孔设置在第二腔体30的端面上,当将柔性基材300设置在第二腔体30上时,在吸附孔位置处对柔性基材300进行固定。将吸附孔沿
第二腔体30周向设置,增加了第二腔体30的吸附面积,以更好的对柔性基材300进行吸附。
123.在一实施例中,吸附件51还可设置在第一腔体20的端面上。其中,吸附件51设置在第一腔体20朝向第二腔体30的端面上,并且吸附件51绕第一腔体20周向设置。进一步地,吸附件51为吸附孔。将吸附孔设置在第一腔体20上,也可对柔性基材300起到固定的作用。
124.图6示出了在另一实施例中固定机构50设置在第一腔体20和第二腔体30上的剖视示意图。
125.请参阅图6,固定机构50包括用以吸附所述柔性基材(图未示)的吸附件51和用以压紧所述柔性基材的压紧件52。吸附件51设于第一腔体20朝向第二腔体30的端面上,压紧件52设于第二腔体30朝向第一腔体20的端面上,且吸附件51和压紧件52相对设置。或者,吸附件51设于第二腔体30朝向第一腔体20的端面上,压紧件52设于第一腔体20朝向第二腔体30的端面上。
126.其中,吸附件51为吸附孔,吸附孔沿第一腔体20或第二腔体30周向设置。压紧件52为橡胶制成的压头,并且也沿第一腔体20或第二腔体30周向设置。进一步地,当第一腔体20或第二腔体30呈矩形结构时,压头也呈矩形结构。吸附件51吸附柔性基材300时,通过压紧件52压紧柔性基材300的边缘,对柔性基材300加固的同时,采用橡胶制成压紧件52还可对第一腔体20和第二腔体30的连接位置处进行密封,改善气压泄漏的情况。
127.可以理解的是,在其他实施例中,吸附件51还可替换为其他能够固定柔性基材300的结构。例如吸附件51还可替换为固定柱,而为了能够与固定柱配合,可在柔性基材300的对应位置处设置通孔。
128.通过固定机构50对柔性基材300进行固定的过程中,将柔性基材300设置在第一腔体20和/或第二腔体30上后,柔性基材300可将第一腔体20和第二腔体30所形成的密封腔室a分割成一个第一密封腔a1和一个第二密封腔a2,支撑机构40位于第二密封腔a2内。此时,如果将储存机构10中的气压释放出来时,气压主要存在于第一密封腔a1内,使得第一密封腔a1和第二密封腔a2之间形成压差。在气压差压力下可驱使柔性基材300贴合在位于第二密封腔a2内的产品200上。具有曲面的产品是放置在第二密封腔a2内,在将柔性基材贴合在产品上的过程中,产品各个位置点所受到的压力均衡稳定,以及柔性基材各个位置点所受到的压力均衡稳定,并且在贴合的过程中产品还可通过辅助支撑的结构来进行支撑,以使得二者之间贴合接触点的位置不易出现气泡等情况。
129.图7示出了贴合设备100中,加热机构60对产品200进行加热的示意图。
130.请参阅图6和图7,加热机构60设于第一腔体20的顶壁上,用以发射出光线对柔性基材300进行加热。在一实施例中,加热机构60包括加热件61和导光件62。导光件62设于加热件61靠近第二腔体30的一侧,用以将加热件61发射出的光线散射至产品200上。其中,加热件61设置在第一腔体20的顶壁上,导光件62可通过连接柱设置在加热件61靠近第二腔体30的一侧。
131.加热件61和导光件62自第一腔体20朝靠近第二腔体30的方向上,在第二腔体30上的投影面积大于产品200的投影面积,以使得加热件61和导光件62能够充分的对柔性基材300与产品200相对应的部分进行加热,使得柔性基材300加热后具有延展性,能够发生变形而贴合在产品200上。
132.在一实施例中,加热件61为红外线灯源。可以理解的是,在其他实施例中,加热件
61还可替换为具有等同功效或作用的结构。例如,感应加热等。导光件62为均光板,当加热件61发射出光线后,通过均光板将所发射出的光线均匀的散射至产品200上,产品200所对应的柔性基材300也被均匀的照射。对应产品200部分的柔性基材300被均匀的加热后具有延展性,能够发生变形,从而更好的贴合在产品200上。均光板采用光线能够透过且耐高温材料制成,例如聚丙烯。
133.请参阅图7,在一实施例中,加热机构60还包括电源63和调节件64。电源63和调节件64电性连接,调节件64电性连接加热件61。电源63用以向加热件61提供电力,调节件64用以调整电源63中电流或电压的大小,进而能够控制加热件61的发热程度,以使得加热机构60能够根据需要针对不同的柔性基材300进行加热,提升加热机构60的通用性。
134.其中,电源63为三相电源,调节件64为电力调整器。可以理解的是,在其他实施例中,电源63和调节件64还可替换为其他具有等同功效或作用的结构。例如,调节件64还可替换为变压器。
135.请参阅图7,在一实施例中,加热机构60还包括温度控制器65。温度控制器65连接调节件64。温度控制器65用以实时监测第一腔体20内的温度,在将柔性基材300贴合至产品200上时,第一腔体20内的温度需要保持在预设值。例如,第一腔体20内的温度设置在290℃时,柔性基材300可具有一定的延展性,使得柔性基材300能够更好的贴合在产品200上。那么则通过温度控制器65则监测第一腔体20内的温度。
136.可以理解的是,第一腔体20内的温度设置在290℃,仅是举例说明。第一腔体20内的温度可结合具体需要进行设置。
137.请参阅图7,在一实施例中,加热机构60还包括第一温度传感器66和第二温度传感器67,第一温度传感器66和第二温度传感器67分别电性连接温度控制器65。第一温度传感器66设置在导光件62朝向加热件61的一侧,用以感应加热件61的温度。第二温度传感器67设置在产品200背向加热件61的一侧,用以感应产品200的温度。由于第一温度传感器66靠近加热件61,其感应的温度相较于第二温度传感器67更高。那么温度控制器65要监控第一温度传感器66和第二温度传感器67的温度,来保证加热机构60进行加热后,第一腔体20内的温度控制在预设值。
138.例如,加热机构60启动后,加热件61开始进行加热。当第一温度传感器66或第二温度传感器67检测到第一腔体20内的温度达到预设值后,温度控制器65提供监测数据给控制机构90,控制机构90发出信号使加热机构60停止工作。当第一腔体20内的稳定下降,第一温度传感器66或第二温度传感器67检测到第一腔体20内的温度低于预设值后,温度控制器65提供监测数据给控制机构90,控制机构90发出信号使加热机构60启动工作,以使第一腔体20内的温度始终保持在预设值。
139.可以理解的是,第一温度传感器66和第二温度传感器67的设置位置不限于此。可根据及具体的结构设置对其进行调整。
140.通过加热机构60为柔性基材提供较高的温度,提升了柔性基槽的延展性,使得经过加热后的柔性基材能够适应凸面、凹面、球面或异形球面等各式各样的曲面。
141.请返回参阅图2和图3,在一实施例中,抽真空机构70连接第一密封腔a1和第二密封腔a2,用以对第一密封腔a1、第二密封腔a2抽真空。
142.抽真空机构70包括抽真空件71和导通件72。抽真空件71连接第二密封腔a2,导通
件72连接第一密封腔a1和抽真空件71。其中,抽真空件71与导通件72,以及第一腔体20和第二腔体30之间通过气管进行连接。进一步地,抽真空件71为真空泵,导通件72为导通阀。
143.当需要对第一密封腔a1和第二密封腔a2同时进行抽真空时,抽真空件71和导通件72均呈开启的状态,从而实现对第一密封腔a1和第二密封腔a2同时抽真空。此时,第一密封腔a1和第二密封腔a2处于真空平衡状态。当抽真空件71开启,导通件72关闭时,此时不再对第一密封腔a1进行抽真空,第二密封腔a2内则继续进行抽真空处理。当抽真空件71和导通件72均呈关闭状态时,第一密封腔a1和第二密封腔a2不再进行抽真空处理。
144.由于对产品200贴合柔性基材300之前,第一腔体20和第二腔体30内有大量的空气。在进行贴合的过程中,产品200与柔性基材300之间存在空气,贴合后产品200与柔性基材300之间容易形成气泡。在对第一腔体20和第二腔体30进行抽真空处理后,可将腔体内的空气抽离出,使得第一腔体20和第二腔体30之间所形成的密封腔室a内的空气稀薄,改善贴合过程中产品200上出现气泡的情况。另外,在单独对第二密封腔a2进行抽真空处理时,使得第一密封腔a1和第二密封腔a2之间形成压差。再进一步结合储存机构10释放增压后的气压至第一密封腔a1内时,第一密封腔a1和第二密封腔a2之间的压差值进一步增大,该压差值形成压力驱使柔性基材300贴合在产品200上。
145.请返回参阅图2,在一实施例中,升降机构80包括安装架81和动力源82。动力源82固定在安装架81上,用于驱使部分安装架81移动。安装架81包括连接板811、导向柱812、第一安装板813和第二安装板814。导向柱812的一端连接动力源82,第一安装板813固定在导向柱812的另一端。导向柱812穿过连接板811,且连接板811与动力源82连接,在动力源82的驱动下,连接板811能够沿着导向柱812上下移动。导向柱812穿过第二安装板814,且第二安装板814设置在连接板811和第一安装板813之间。进一步地,第二安装板814与连接板811之间通过支撑杆连接。
146.第一腔体20固定在第一安装板813朝向第二安装板814的一侧,第二腔体30固定在第二安装板814朝向第一安装板813的一侧。当动力源82驱动连接板811移动时,连接板811带动第二安装板814移动,从而使得第二腔体30能够朝靠近或远离第一腔体20的方向移动。
147.在一实施例中,动力源82为气缸。可以理解的是,在其他实施例中,动力源82还可替换为电机或其他具有等同功效或作用的结构。
148.请返回参阅图3,在一实施例中,控制机构90包括控制电柜91。控制电柜91与储存机构10、第一腔体20、第二腔体30、支撑机构40、固定机构50、加热机构60电性连接,以通过操作控制电柜91便可开启或关闭各结构,以实现产品200的自动化贴合。
149.在一实施例中,控制机构90还包括多个控制件,用以对各机构进行控制。具体的,控制机构90还包括第一控制件92、第二控制件93、第三控制件94、第四控制件95和第五控制件96。
150.第一控制件92电性连接控制电柜91和存储罐13,用以控制存储罐13的开启或闭合。
151.第二控制件93电性连接控制电柜91和存储罐13,用以控制存储罐13释放气压时的速度,进而控制第一腔体20内的气压变化速度,为产品200贴合过程提供一个可靠的速度控制方式。同时,调节增加件的压力大小来共同控制第一腔体20内压力,以便将柔性基材300贴合在产品200上。其中,增压件12的压力为p1,最终控制第一腔体20内的压力大小为p2,存
储罐13的体积为v1,第一腔体20以及气管的体积为v2,p2=(v1+v2)*p1/v1。
152.第三控制件94电性连接第一腔体20,并电性连接控制电柜91,用以对第一腔体20进行泄压,使第一腔体20能够从正压环境恢复到大气状态。
153.第四控制件95电性连接第二腔体30,并电性连接控制电柜91,用以对第二腔体30进行泄压,使第二腔体30从真空环境恢复到大气状态。
154.第五控制件96电性连接控制电柜91和抽真空件71,用以控制抽真空件71的启停及抽真空过程中的真空度的控制。
155.控制电柜91内设有可编程逻辑控制系统(plc控制系统),通过该控制系统对各机构及各控制件进行控制,以实现产品200的自动化贴合。第一控制件92为开关阀,第二控制件93为调速阀,第三控制件94和第四控制件95为泄压阀,第五控制件96为带有开关的调速阀。各控制件可设置在升降机构80上,以缩小贴合设备100的整体体积,使得整体结构更加紧凑。
156.上述的电性连接包括采用导线进行连接的方式,还包括无线通讯连接的方式。贴合设备100中设置控制机构90,使得贴合过程中各变量可控,调整方便。
157.图8示出了本技术又一实施例中,曲面贴合方法的流程图。
158.请参阅图8,一种曲面贴合方法,包括如下步骤:
159.s100:放置具有曲面的产品置第二腔体中的支撑机构上;
160.s110:放置柔性基材至第一腔体或第二腔体上;
161.s120:闭合第一腔体和第二腔体形成一个密封腔室,且柔性基材将密封腔室分割成一个第一密封腔和一个第二密封腔;
162.s130:设置在第一密封腔内的加热机构对用以贴在产品曲面上的柔性基材进行加热;
163.s140:受热的柔性基材通过第一密封腔与第二密封腔之间的气压差贴在产品曲面上。
164.结合上述实施例中的贴合装置,采用贴合方法将柔性基材300贴合在产品200上。
165.在步骤s100中:放置具有曲面的产品置第二腔体中的支撑机构上。
166.将具有曲面的产品200放置在支撑机构40上,使得产品200能够被支撑机构40进行支撑固定。
167.在步骤s110中:放置柔性基材至第一腔体或第二腔体上。
168.其中,通过固定机构50将柔性基材300固定在第一腔体20或第二腔体30上,或者固定在第一腔体20和第二腔体30上。
169.在步骤s120中:闭合第一腔体和第二腔体形成一个密封腔室,且柔性基材将密封腔室分割成一个第一密封腔和一个第二密封腔。
170.其中,第二腔体30在升降机构80的驱动下朝第一腔体20移动,直至与第一腔体20合并。柔性基材300被固定后,可将第一腔体20和第二腔体30所形成的密封腔室a进行分隔为第一密封腔a1和第二密封腔a2,可使得第一腔体20和第二腔体30在没有设置任何间隔结构的情况下,二者之间能够存有不同的气压,简化了第一腔体20和第二腔体30的结构。
171.在步骤s130中:设置在第一密封腔内的加热机构对用以贴在产品曲面上的柔性基材进行加热。
172.其中,加热机构60开启后,使得第一腔体20内的温度达到预设值后,第一腔体20内的稳定升高,可对柔性基材300进行加热,使得柔性基材300具有延展性,进而可更好的贴合在产品200上。
173.在步骤s140中:受热的柔性基材通过第一密封腔与第二密封腔之间的气压差贴在产品曲面上。
174.其中,通过加热机构60对柔性基材300进行加热后,此时,使得第一密封腔a1和第二密封腔a2之间形成压差,可驱使柔性基材300进行贴合。
175.图9示出了本技术再一实施例中,曲面贴合方法的流程图。
176.请参阅图9,该实施例中曲面贴合方法与图8中所示的贴合方法较为相同。区别在于,该实施例中曲面贴合方法还包括步骤:
177.通过抽真空机构70对第一腔体20和第二腔体30进行抽真空。
178.即图9所示的实施例中曲面贴合方法整体步骤为:
179.s200:放置具有曲面的产品置第二腔体中的支撑机构上;
180.s210:放置柔性基材至第一腔体或第二腔体上;
181.s220:闭合第一腔体和第二腔体形成一个密封腔室,且柔性基材将密封腔室分割成一个第一密封腔和一个第二密封腔;
182.s230:设置在第一密封腔内的加热机构对用以贴在产品曲面上的柔性基材进行加热;
183.s240:通过抽真空机构对第一密封腔和第二密封腔进行抽真空;
184.s250:受热的柔性基材通过第一密封腔与第二密封腔之间的气压差贴在产品曲面上。
185.在步骤s240中,通过贴合设备100中的抽真空机构70对第一密封腔a1和第二密封腔a2进行抽真空,将第一密封腔a1和第二密封腔a2内的空气尽可能的抽出,改善柔性基材300在贴合的过程中与产品200之间会产生气泡的情况。
186.其中,抽真空机构70先同时对第一密封腔a1和第二密封腔a2进行抽真空。在第一腔体20和第二腔体30内部的真空度达到预设值后,关闭导通件72,不再对第一密封腔a1进行抽真空,而第二密封腔a2继续抽真空。
187.图10示出了本技术另一实施例中,曲面贴合方法的流程图。
188.请参阅图10,该实施例中曲面贴合方法与图9中所示的贴合方法较为相同。区别在于,该实施例中曲面贴合方法还包括步骤:
189.开启储存机构向第一密封腔内增加气压,以使第一密封腔和第二密封腔之间形成气压差。
190.即图10所示的实施例中曲面贴合方法整体步骤为:
191.s300:放置具有曲面的产品置第二腔体中的支撑机构上;
192.s310:放置柔性基材至第一腔体或第二腔体上;
193.s320:闭合第一腔体和第二腔体形成一个密封腔室,且柔性基材将密封腔室分割成一个第一密封腔和一个第二密封腔;
194.s330:设置在第一密封腔内的加热机构对用以贴在产品曲面上的柔性基材进行加热;
195.s340:通过抽真空机构对第一密封腔和第二密封腔进行抽真空;
196.s350:开启储存机构向第一密封腔内增加气压,以使第一密封腔和第二密封腔之间形成气压差;
197.s360:受热的柔性基材通过第一密封腔与第二密封腔之间的气压差贴在产品曲面上。
198.在步骤s350中,第一密封腔a1内输入正压气源,第二密封腔a2在抽真空,使得第一腔体20和第二腔体30的内部之间形成气压差,进而驱使柔性基材300贴合至产品200上。
199.综上所述,本技术实施例中提供贴合设备及曲面贴合方法,通过柔性基材300来分隔密封腔室a,无需设置其他的间隔机构,简化了第一腔体20和第二腔体30的结构。利用抽真空机构70将第一密封腔a1和第二密封腔a2内的空气抽出,改善贴合过程中柔性基材300和产品200之间出现气泡的情况。通过加热和加压来实现热变形的贴合方式,能够适用多维度的曲面产品200。
200.另外,本技术领域的普通技术人员应当认识到,以上的实施例仅是用来说明本技术,而并非用作为对本技术的限定,只要在本技术的实质精神范围之内,对以上实施例所作的适当改变和变化都落在本技术公开的范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1