一种风电叶片用FRP材料及其制造方法与流程
一种风电叶片用frp材料及其制造方法
技术领域
1.本发明涉及一种风电叶片用frp材料及其制造方法,属于frp材料领域。
背景技术:
2.风机叶片是风力发电机组有效捕获风能的关键部件。在发电机功率一定的条件下如何捕获更大的风能,提高发电效率一直是风力发电追求的目标。捕风能力的高低与叶片的形状、长度和面积有着密切的关系,而叶片尺寸的大小则主要依赖于制造叶片的材料。叶片的材料越轻、强度和刚度越高,叶片抵御载荷的能力就越强,叶片就可以做得越大,它的捕风能力也就越强。因此重量轻、强度高、耐久性好的纺织复合材料成为大型风力发电叶片的首选材料。
3.风机叶片主要材料包括增强材料、基体材料、夹层泡沫、胶粘剂和各种辅助材料。目前大部分风机叶片使用的增强材料是玻璃纤维增强复合材料制成的板材,但该种板材由玻璃纤维复合增强材料层叠压制而成,其在较强的风力冲击条件下会因弱层间性能导致层合板在工作过程中出现结构损伤甚至破坏,特别是遭受外来冲击时尤为明显。
技术实现要素:
4.本发明的目的在于提供一种风电叶片用frp材料及其制造方法,以解决上述背景技术中提出的问题。
5.本发明所采用的技术方案为:
6.一种风电叶片用frp材料的制造方法,包括如下步骤:
7.制备纤维制品:将处理后的玻璃纤维、玄武岩纤维以及碳纤维采用立体混合法织成一定尺寸的呈三维立体结构的混合纤维织物;
8.电辅助浸润:将混合纤维织物通过盛装有纤维上浆剂的液槽并浸入纤维上浆剂中,采用超声作用于液槽内的纤维上浆剂以辅助浸润,织物浸挂料浆后再通过施加的平行电场完成进一步地浸润;
9.干燥切料:将经过浸渍后的织物烘干,然后切成一定尺寸的片材;
10.铺层:确定铺层的总层数,然后按照相邻的两层片材之间铺设一层纳米纤维膜的方式进行层叠,并在每个片材与纳米纤维膜之间均匀铺洒短切碳纤维并涂覆一层上述纤维上浆剂,形成预制体;
11.成型:将预制体去湿后热压成型,得到风电叶片用frp材料。
12.作为本发明的一种优选,所述玻璃纤维的处理方式为:在350-380℃空气中灼烧0.6-0.8h以去除表面胶涂层;
13.作为本发明的一种优选,所述玄武岩纤维的处理方式为:将玄武岩纤维经过膨体纱机,并采用高速空气流进入成形膨化通道中形成紊流,利用紊流作用将玄武岩纤维分散开,使其形成毛圈状纤维,以赋予玄武岩纤维膨松性,制造成膨体纱;
14.作为本发明的一种优选,所述碳纤维的处理方式为:用工业酒精充分清洗后干燥。
15.作为本发明的一种优选,所述混合纤维织物中玻璃纤维、玄武岩纤维以及碳纤维的质量比为6:2.5-3:1-2;每层片材与纳米纤维膜之间铺洒的短切碳纤维的质量为单片片材质量的0.8%-1%;短切碳纤维的长度为8-10mm,直径为10-15μm。
16.作为本发明的一种优选,所述纤维上浆剂包括环氧树脂、碳纳米管、氧化石墨烯、固化剂和促进剂;其中,
17.所述环氧树脂为wd3010型环氧树脂或wd3011型环氧树脂;
18.所述碳纳米管的含量为0.05-0.07wt%;
19.所述氧化石墨烯的含量为0.3-0.5wt%;
20.所述固化剂的含量为5-10wt%;
21.所述促进剂的含量为0.03-0.05wt%。
22.作为本发明的一种优选,所述超声的频率为50-60khz,声强为0.9-1.5w/cm2。
23.作为本发明的一种优选,所述电场强度为4500-5000n/c。
24.作为本发明的一种优选,所述热压成型的温度为240-260℃,热压成型的压力为50-70mpa。
25.作为本发明的一种优选,所述纳米纤维膜为ag-sio2复合纳米颗粒薄膜。
26.本发明同时提供了一种采用上述的制备方法所制备的风电叶片用frp材料。
27.本发明的有益效果在于:
28.1、通过将处理后的玻璃纤维、玄武岩纤维以及碳纤维编采用立体混合法织成一定尺寸的呈三维立体结构的混合纤维织物,并在浸润时辅以超声、电场,能够显著的提高混合纤维织物的纤维表面结构的浸润效果,使纤维上浆剂能够填充至纤维表面微结构内以达到优异的填充状态,使其在固化过程中能够形成共形界面,继而能够提高frp材料的界面强度;
29.2、采用相邻的两层片材之间铺设一层纳米纤维膜的方式进行层叠,并在每个片材与纳米纤维膜之间均匀铺洒短切碳纤维并涂覆一层纤维上浆剂的方式,一方面,通过纳米纤维膜在层间充当纳米级增强物质,且不会形成不同密度的聚集区域,能够有利于改善产品的抗分层性、损伤容限和抗疲劳特性,能够提高其抗冲击能力;另一方面,通过铺洒的短切纤维,能够通过纤维上浆剂与纳米纤维膜以及混合纤维织物在成型时形成更稳定的层级结构,能够提高frp材料的综合性能;
30.3、通过对玻璃纤维、玄武岩纤维以及碳纤维的处理,能够提高混合纤维织物的浸润效果,利于更优异的共形界面的成型,能进一步提高frp材料的界面强度;
31.4、通过添加有碳纳米管和氧化石墨烯的环氧树脂作为纤维上浆剂,有利于提高frp材料的界面强度。
附图说明
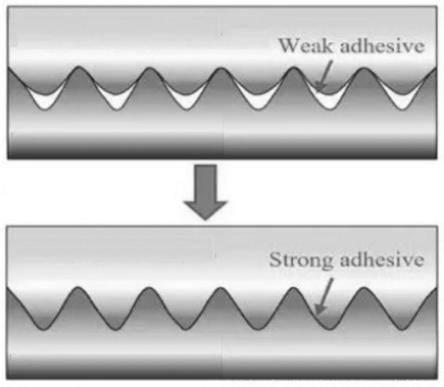
32.图1为在超声辅助浸润后施加平行电场时纤维上浆剂与纤维表面填充界面趋势图。
33.图2为实施例1制备的frp材料的sem图。
具体实施方式
34.下面结合附图和实施例对本发明做具体的介绍。
35.实施例1
36.本实施例是一种风电叶片用frp材料的制造方法,包括如下步骤:
37.制备纤维制品:将玻璃纤维在360℃空气中灼烧0.6h以去除表面胶涂层;将玄武岩纤维经过膨体纱机,并采用高速空气流进入成形膨化通道中形成紊流,利用紊流作用将玄武岩纤维分散开,使其形成毛圈状纤维,以赋予玄武岩纤维膨松性,制造成膨体纱;用工业酒精将碳纤维充分清洗后干燥;然后将处理后的玻璃纤维、玄武岩纤维以及碳纤维采用立体混合法织成一定尺寸的呈三维立体结构的混合纤维织物,混合纤维织物中玻璃纤维、玄武岩纤维以及碳纤维的质量比为6:2.8:1.2,且混合纤维织物中玻璃纤维、玄武岩纤维以及碳纤维采用依次排列的方式分布;
38.电辅助浸润:将混合纤维织物通过盛装有纤维上浆剂的液槽并浸入纤维上浆剂中,纤维上浆剂包括混合均匀的环氧树脂、碳纳米管、氧化石墨烯、固化剂和促进剂,其中,环氧树脂为wd3010型环氧树脂或wd3011型环氧树脂;碳纳米管的含量为0.06wt%;氧化石墨烯的含量为0.4wt%;固化剂的含量为7wt%;促进剂的含量为0.05wt%;采用超声作用于液槽内的纤维上浆剂以辅助浸润,超声的频率为50-60khz,声强为0.9-1.5w/cm2,织物浸挂料浆后再通过施加的平行电场完成进一步地浸润,电场强度为4700n/c;
39.干燥切料:将经过浸渍后的织物烘干,然后切成一定尺寸的片材;
40.铺层:确定铺层的总层数,然后按照相邻的两层片材之间铺设一层ag-sio2复合纳米颗粒薄膜的方式进行层叠,并在每个片材与ag-sio2复合纳米颗粒薄膜之间均匀铺洒平均长度为9mm、直径为12μm的短切碳纤维并涂覆一层上述纤维上浆剂,且每层片材与ag-sio2复合纳米颗粒薄膜之间铺洒的短切碳纤维的质量为单片片材质量的1%,形成预制体;
41.成型:将预制体去湿后热压成型,热压成型的温度为260℃,热压成型的压力为65mpa,得到风电叶片用frp材料。
42.对比例1
43.与实施例1基本相同,不同之处在于,玻璃纤维、玄武岩纤维以及碳纤维未进行预处理。
44.对比例2
45.与实施例1基本相同,不同之处在于,在浸润过程中未采用超声以及电场辅助。
46.对比例3
47.与实施例1基本相同,不同之处在于,纤维上浆剂中未包含碳纳米管以及氧化石墨烯。
48.对比例4
49.与实施例1基本相同,不同之处在于,铺层的具体方式不同。
50.本实施例中铺层步骤为:
51.确定铺层的总层数,然后将片材依次层叠,并在每两层片材之间涂覆一层纤维上浆剂,形成预制体。
52.对比例5
53.制备纤维制品:将玻璃纤维、玄武岩纤维以及碳纤维采用立体混合法织成一定尺
寸的呈三维立体结构的混合纤维织物,混合纤维织物中玻璃纤维、玄武岩纤维以及碳纤维的质量比为6:2.8:1.2,且混合纤维织物中玻璃纤维、玄武岩纤维以及碳纤维采用依次排列的方式分布;
54.浸润:将混合纤维织物通过盛装有纤维上浆剂的液槽并浸入纤维上浆剂中,纤维上浆剂包括环氧树脂、固化剂和促进剂,其中,环氧树脂为wd3010型环氧树脂或wd3011型环氧树脂;固化剂的含量为7wt%;促进剂的含量为0.05wt%;
55.干燥切料:将经过浸渍后的织物烘干,然后切成一定尺寸的片材;
56.铺层:确定铺层的总层数,然后将片材依次层叠,并在每两层片材之间涂覆一层纤维上浆剂,形成预制体;
57.成型:将预制体去湿后热压成型,热压成型的温度为260℃,热压成型的压力为65mpa,得到风电叶片用frp材料。
58.与实施例1的不同之处在于,本对比例中玻璃纤维、玄武岩纤维以及碳纤维未进行预处理,在浸润过程中未采用超声以及电场辅助,纤维上浆剂中未包含碳纳米管以及氧化石墨烯,铺层的具体方式不同。
59.将实施例1以及对比例1-5中所得frp材料分别剪切成尺寸为600
×
300
×
30mm3(长
×
宽
×
高)的试样板,并分别对其进行性能测试,测试结果见表1。
60.表1
[0061] 抗拉强度mpa抗弯曲强度拉伸模量gpa冲击吸能kj/m2实施例13224920188285对比例12862902165263对比例22672887158256对比例32564865155251对比例42453849153248对比例52231812134237
[0062]
由上述数据可知,由实施例1制得的frp材料,相较于对比例1-5,其各方面性能均得到不同程度的提升。
[0063]
参见图1、图2所示,本发明通过将处理后的玻璃纤维、玄武岩纤维以及碳纤维编采用立体混合法织成一定尺寸的呈三维立体结构的混合纤维织物,能够对成本进行控制,并在浸润时辅以超声、电场,能够显著的提高混合纤维织物的纤维表面结构的浸润效果,使纤维上浆剂能够填充至纤维表面微结构内以达到优异的填充状态,即提高了两者的结合程度,使其在固化过程中能够形成优异共形界面,获得了更强的啮合效果,继而能够提高frp材料的界面强度。
[0064]
本发明采用相邻的两层片材之间铺设一层纳米纤维膜的方式进行层叠,并在每个片材与纳米纤维膜之间均匀铺洒短切碳纤维并涂覆一层纤维上浆剂的方式,一方面,通过纳米纤维膜在层间充当纳米级增强物质,且不会形成不同密度的聚集区域,能够有利于改善产品的抗分层性、损伤容限和抗疲劳特性,能够提高其抗冲击能力;另一方面,通过铺洒的短切纤维,能够通过纤维上浆剂与纳米纤维膜以及混合纤维织物在成型时形成更稳定的层级结构,能够提高frp材料的综合性能;
[0065]
本发明通过对玻璃纤维、玄武岩纤维以及碳纤维的处理,能够提高混合纤维织物
的浸润效果,利于更优异的共形界面的成型,能进一步提高frp材料的界面强度;又通过添加有碳纳米管和氧化石墨烯的环氧树脂作为纤维上浆剂,有利于提高frp材料的界面强度。
[0066]
实施例2
[0067]
风电叶片用frp材料,该风电叶片用frp材料采用如实施例1中的制备方法所制成。
[0068]
以上所述仅是本发明专利的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明专利原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明专利的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1