一种单一材质的复合膜及其制备方法与应用与流程
1.本发明涉及包装领域,尤其涉及一种单一材质的复合膜及其制备方法与应用。
背景技术:
2.目前湿巾包装一般采用不同材质的复合结构,如双向拉伸聚丙烯薄膜(bopp)/聚乙烯(pe)或bopp/聚酯基片(pet)/pe等。由于印刷层、阻隔层和热封层材质不同,导致其难以降解,无法再生和循环回收利用。其“白色污染”的危害性已给社会和环境造成了很大的影响,每年浪费大量的土地掩埋塑料垃圾,影响可持续发展。同时湿巾要求其水分及助剂不容易挥发出去,以保证湿巾的功能,因此要求其外包装要具有高阻隔性能。
3.近年来,湿巾市场获得空前的快速增长。因此需开发高阻隔且由单一材质制得的湿巾包装膜,满足环保要求及湿巾包装功能性需求。
技术实现要素:
4.本发明的目的是针对现有技术中的不足,提供一种单一材质的复合膜及其制备方法与应用。
5.为实现上述目的,本发明采取的技术方案是:
6.本发明的第一方面是提供一种单一材质的复合膜,包括:依次设置的印刷层、阻隔层以及热封层;
7.其中,所述印刷层由双向拉伸消光聚丙烯制得;所述阻隔层由聚偏二氯乙烯制得;所述热封层由吹膜聚丙烯制得;
8.所述复合膜的水蒸气透过量为2.365g/(m2·
24hr)-2.865g/(m2·
24hr);氧气透过量为1.372cm3/(m2·
24hr)-1.565cm3/(m2·
24hr);拉伸强度纵向md为85.4n/15mm-92.4n/15mm,横向td为93.7n/15mm-100.9n/15mm;延伸率纵向md为127%-139%,纵向td为45%-48%。
9.优选地,按重量份数计,所述双向拉伸消光聚丙烯包括:
10.共聚聚丙烯
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
0-5份
11.均聚聚丙烯
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
5-10份。
12.优选地,所述印刷层的厚度为25μm-30μm,表面能为35dyne-40dyne。
13.优选地,所述阻隔层的厚度为2μm-4μm,所述聚偏二氯乙烯的涂布量为3.5g/m
2-5g/m2。
14.优选地,按重量份数计,所述吹膜聚丙烯包括:
15.共聚聚丙烯
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
0-4份
16.均聚聚丙烯
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3-10份
17.茂金属聚丙烯
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
0-4份。
18.优选地,所述热封层的厚度为40μm-45μm。
19.本发明的第二方面是提供一种上述复合膜的制备方法,步骤包括:
20.s1、称取一定量的共聚聚丙烯以及均聚聚丙烯,并依次进行挤出、流延以及双向拉伸处理即得第一膜布;
21.s2、在步骤s1制得的第一膜布上涂布聚偏二氯乙烯,即得第二膜布;
22.s3、称取一定量的共聚聚丙烯、均聚聚丙烯以及茂金属聚丙烯,并进行共挤吹膜处理,即得第三膜布;
23.s4、将步骤s3制得的第三膜布通过干式复合处理与步骤s2制得的第二膜布贴合,并进行分切处理,即得所述复合膜。
24.优选地,步骤s4中,所述干式复合处理包括:将所述第二膜布通过网线辊上胶,放卷张力为9kg/cm2,上胶量为3.8g/m2;与所述第三膜布贴合后,整体置于烘箱进行烘干处理,所述烘干处理为四段式烘干,所述烘干处理的温度依次为60℃、75℃、85℃以及85℃,所述烘干处理的风速为30m/s;所述烘箱的张力为11kg/cm2,所述第一膜布的放卷张力为3.8kg/cm2,所述复合膜的收卷张力为8.2kg/cm2,锥度为60%。
25.更优选地,所述干式复合处理中,采用的胶水包括:主剂、固化剂以及溶剂;所述主剂、固化剂以及溶剂的添加比例为20:4:28,所述胶水的粘度为12.1s。
26.本发明的第三方面是提供一种上述复合膜在制备湿巾包装膜中的应用。
27.本发明采用以上技术方案,与现有技术相比,具有如下技术效果:
28.本发明的印刷层经过双向拉伸,分子定向,其机械强度、耐热性以及阻隔性能均比常用印刷膜好,阻隔层采用具有高阻隔性的聚偏二氯乙烯(pvdc),热封层采用吹膜聚丙烯,满足热封要求,且降低成本,吹膜生产效率高,设备投入低,材料损耗低;本发明印刷层和热封层均采用聚丙烯(pp)材质,阻隔层采用pvdc涂覆,单一材质可循环回收利用。
附图说明
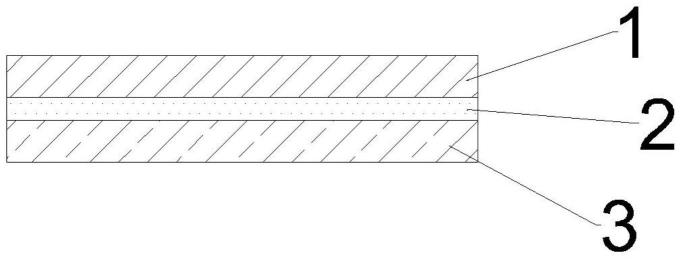
29.图1为本发明一实施例中复合膜的基本结构示意图;
30.图中的附图标记包括:
31.印刷层1;阻隔层2;热封层3。
具体实施方式
32.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
33.需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
34.下面结合附图和具体实施例对本发明作进一步说明,但不作为本发明的限定。
35.实施例1
36.本实施例提供一种单一材质的复合膜;包括:依次设置的印刷层1、阻隔层2以及热封层3;
37.其中,所述印刷层1由双向拉伸消光聚丙烯(bopp)制得,所述bopp按重量份数计包括:共聚pp 3份以及均聚pp 7份,所述印刷层1的厚度为30μm;所述阻隔层2由聚偏二氯乙烯
(pvdc)制得,所述阻隔层2的厚度为3μm,所述pvdc的涂布量为4g/m2;所述热封层3由吹膜聚丙烯制得,所述吹膜聚丙烯按重量份数计包括:共聚pp 4份、均聚pp 3份以及茂金属pp 3份;
38.所述复合膜的水蒸气透过量为2.865g/(m2·
24hr),氧气透过量为1.565cm3/(m2·
24hr),拉伸强度纵向md为92.4n/15mm,横向td为100.9n/15mm,延伸率纵向md为139%,横向td为48%。
39.实施例2
40.本实施例提供另一种单一材质的复合膜;包括:依次设置的印刷层1、阻隔层2以及热封层3;
41.其中,所述印刷层1由双向拉伸消光聚丙烯(bopp)制得,所述bopp按重量份数计包括:共聚pp 5份以及均聚pp 5份,所述印刷层1的厚度为40μm;所述阻隔层2由聚偏二氯乙烯(pvdc)制得,所述阻隔层2的厚度为4μm,所述pvdc的涂布量为4.5g/m2;所述热封层3由吹膜聚丙烯制得,所述吹膜聚丙烯按重量份数计包括:共聚pp 4份、均聚pp 3份以及茂金属pp 3份;
42.所述复合膜的水蒸气透过量为2.365g/(m2·
24hr),氧气透过量为1.372cm3/(m2·
24hr),拉伸强度纵向md为85.4n/15mm,横向td为93.7n/15mm,延伸率纵向md为127%,横向td为45%。
43.实施例3
44.本实施例提供实施例1所述单一材质的复合膜的制备方法,步骤包括:
45.s1、称取共聚pp(fc801mx)3份以及均聚pp 7份,依次进行挤出、流延以及双向拉伸处理即得第一膜布;
46.s2、在步骤s1制得的第一膜布上涂布聚偏二氯乙烯,即得第二膜布;
47.s3、称取共聚pp 4份、均聚pp 3份以及茂金属pp 3份,进行共挤吹膜处理,即得第三膜布;
48.s4、将步骤s3制得的第三膜布通过干式复合处理与步骤s2制得的第二膜布贴合,并进行分切处理,即得所述复合膜;
49.所述干式复合处理包括:将所述第二膜布通过网线辊上胶,放卷张力为9kg/cm2,上胶量为3.8g/m2;与所述第三膜布贴合后,整体置于烘箱进行烘干处理,所述烘干处理为四段式烘干,所述烘干处理的温度依次为60℃、75℃、85℃以及85℃,所述烘干处理的风速为30m/s;所述烘箱的张力为11kg/cm2,所述第一膜布的放卷张力为3.8kg/cm2,所述复合膜的收卷张力为8.2kg/cm2,锥度为60%;
50.所述干式复合处理中,采用的胶水包括:主剂、固化剂以及溶剂;所述主剂、固化剂以及溶剂的添加比例为20:4:28,所述胶水的粘度为12.1s。
51.对比例
52.本对比例提供一种复合膜,包括依次设置的bopp、vmpet以及pe,厚度为83μm;
53.水蒸气透过量为3.213g/(m2·
24hr),氧气透过量为1.865cm3/(m2·
24hr),拉伸强度纵向md为88.4n/15mm,横向td为98.9n/15mm,延伸率纵向md为189%,横向td为66%。
54.综上所述,本发明的印刷层经过双向拉伸,分子定向,其机械强度、耐热性以及阻隔性能均比常用印刷膜好,阻隔层采用具有高阻隔性的聚偏二氯乙烯(pvdc),热封层采用
吹膜聚丙烯,满足热封要求,且降低成本,吹膜生产效率高,设备投入低,材料损耗低;本发明印刷层和热封层均采用聚丙烯(pp)材质,阻隔层采用pvdc涂覆,单一材质可循环回收利用。
55.以上所述仅为本发明较佳的实施例,并非因此限制本发明的实施方式及保护范围,对于本领域技术人员而言,应当能够意识到凡运用本发明说明书及图示内容所作出的等同替换和显而易见的变化所得到的方案,均应当包含在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1