一种多层膜气密型化学防护服面料、防护服及其制衣方法与流程
本技术涉及防护服,尤其是涉及一种多层膜气密型化学防护服面料、防护服及其制衣方法。
背景技术:
1、化学防护服是为保护消防员或作业人员进入化学危险物品或腐蚀性物品火灾或事故现场,以及有毒、有害气体或事故现场,寻找火源或事故点,抢救遇难人员,进行抢险救援时穿着的。避免实用人员自身遭受化学危险品或腐蚀性物质的侵害而研制的服装。用以抵御或者降低有毒有害蒸气、气体微粒、化学飞溅或接触有毒材料等带来的伤害。
2、市场上广泛使用的化学防护服,根据材质不同可分为三类:一是橡胶类化学防护服,采用天然橡胶或者改性橡胶材料,常见的材料有丁基橡胶、氯丁橡胶和氟橡胶等。特点是机械强度高,有弹性,可修补,但是其防化能力有限且使用成本较高;第二类是复合材料类化学防护服,采用多种高分子膜材料复合而成,由于使用了复合膜技术,可以实现较好的防护,此类化学防护服成本低,防化能力强,性价比高,耐候性好,但其无弹性,且不可修补,使用次数有限。三是高分子树脂材料类化学防护服,常见有聚氯乙烯化学防护服和聚乙烯化学防护服,此类化学防护服成本较低,机械强度高,但材质较硬,不耐折叠,不适用于气密型的高等级化学防护服。
技术实现思路
1、为了解决上述提到的现有防护服材质较硬、不耐折叠的问题,本技术提供一种多层膜气密型化学防护服面料、防护服及其制衣方法。
2、第一方面,本技术提供一种多层膜气密型化学防护服面料,采用如下的技术方案:
3、一种多层膜气密型化学防护服面料,包括由表至里的尼龙复合层、阻隔层和芳纶基布层,所述阻隔层为通过将柔性聚合物接枝到高阻隔性树脂薄膜中形成的高阻隔弹性体聚氨酯层。
4、通过采用上述技术方案,尼龙复合层有耐磨耐撕裂的作用,具有一定的阻燃特性和耐腐蚀特性;阻隔层可以阻隔有毒气体和腐蚀性液体,保证产品气密性和阻隔性;把高流动性低分子量柔性聚合物量接枝高阻隔性树脂薄膜中,可以改善现有阻隔层柔软性差、反复弯折后易裂缝的问题;芳纶基布层具有柔软性和舒适性;将这三层复合后,降低了防护服的整体重量,在保证使用性能的前提下,实现了装备的轻量化,提高了装备的使用便捷性,且可以多次折叠。
5、可选的,所述面料先进行预处理,通过将阻隔层两侧涂覆一层复合胶水,将尼龙复合层和阻隔层粘接热压为一体,而后再与芳纶基布层粘接热压而成;所述尼龙复合层和阻隔层的粘接热压温度为90~110℃,热压时间为1~15s;所述芳纶基布层的粘接热压温度为100~120℃,热压时间为5~20s。
6、通过采用上述技术方案,我们对阻隔层正反面进行涂胶预处理,以提供一定的结合力,同时再使用对应的温度进行热压复合,这样既能保证热压复合的强度,又保证了防护性能的完好性,避免由于温度过高破坏阻隔层。
7、第二方面,本技术提供一种多层膜气密型化学防护服,采用如下的技术方案:
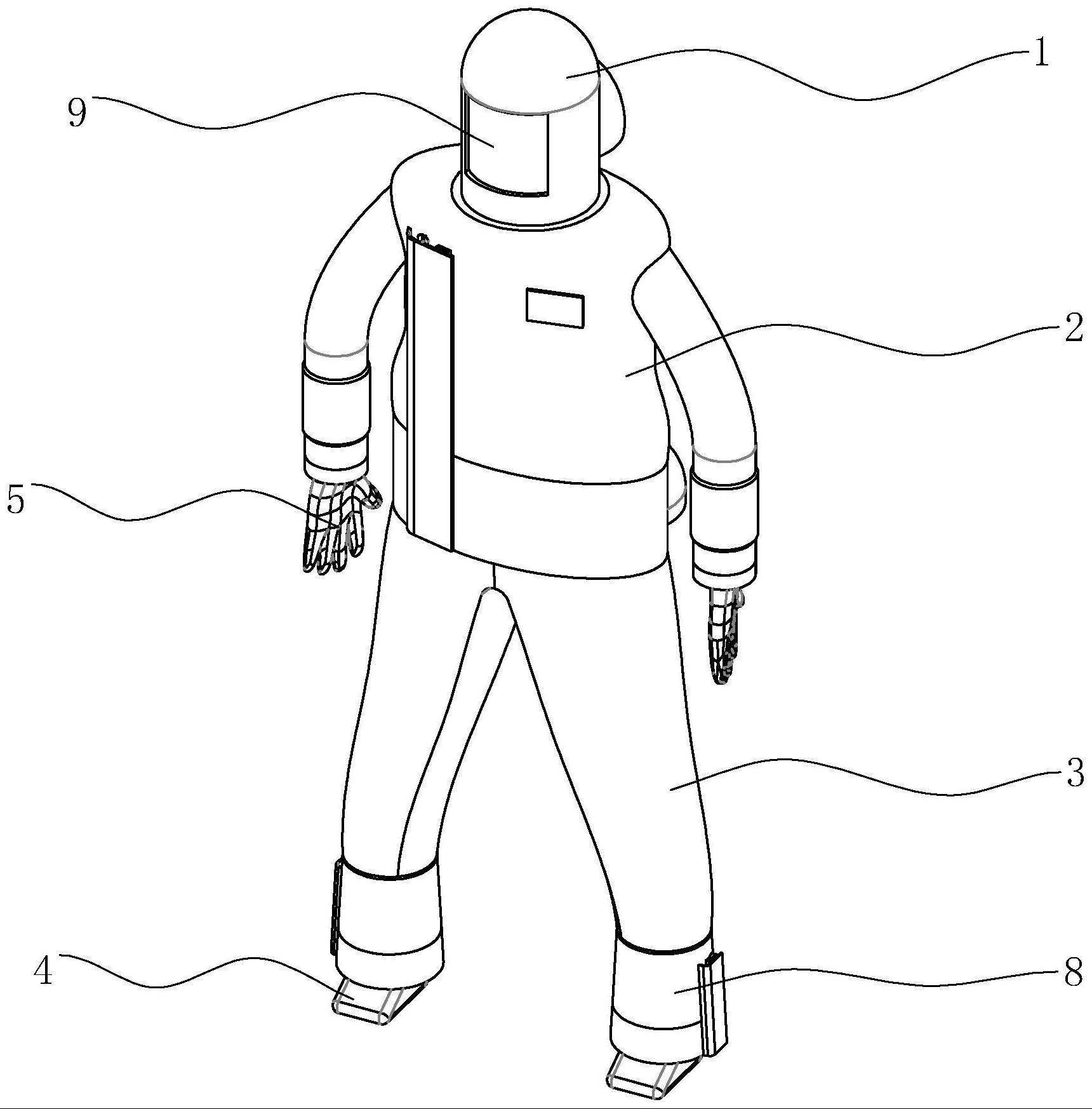
8、一种采用如所述的多层膜气密型化学防护服面料制备而成的防护服,该防护服结构为一体式结构,包括头套、上衣、裤子和鞋套,所述头套正面设置有面屏,所述上衣的正面设置有拉链,所述手套与防护服通过卡环和卡箍密封连接,所述上衣的背面设置有装备罩,所述头套背面装有向防护服外部排气的第一单向阀,所述上衣的背面设置有第二单向阀,所述第一单向阀和第二单向阀的外侧分别设置有开口朝下的口袋;
9、所述裤子的腿部设置有挡片,所述挡片的最底端距离地面高度小于鞋套距离地面的高度。
10、通过采用上述技术方案,通过头套背面的第一单向阀和防护服外部的第二单向阀进行排气,在第一单向阀和第二单向阀外设置口袋,用来保护排气阀在工作中不会同外界物质接触,以及降低被堵塞的可能,裤子腿部设置的挡片可以在穿着防护靴或工作靴的时候起到一定的保护作用。
11、可选的,所述手套为聚酯纤维和双面聚乙烯涂层复合材质,手套内部有一层带防护薄膜的高分子树脂手套层。
12、通过采用上述技术方案,可以保证在穿防护服时,手套有一定的支撑,方便手伸入手套内,且手套设置带防护薄膜的手套层,对手部进行了防护。
13、可选的,所述拉链外侧设置有封口带,所述封口带边缘通过粘扣与上衣固定,所述封口带的宽度大于拉链宽度。
14、通过采用上述技术方案,封口带通过粘扣覆盖住拉链,对拉链起到保护的作用,确保作业过程中拉链不会与外界接触,保证使用的安全性。
15、可选的,所述上衣上设置有至少一组反光条。
16、通过采用上述技术方案,在黑暗环境中可以起到提示的作用。
17、第三方面,本技术提供一种防护服制衣方法,采用如下的技术方案:
18、一种防护服制衣方法,用于制备所述的多层膜气密型化学防护服,包括如下步骤:包括如下步骤:(1)上衣和裤子的样本为一体结构且分为前胸和后背,前胸和后背以人体中线为中心分为左右两组,根据样本对防护服的面屏、头套、下巴、后背、装备罩、前胸、袖子、口袋、封口带、鞋套和挡片进行下料;(3)将下料后的各部分按面屏、头套、下巴、后背、装备罩、前胸、袖子、口袋、封口带、鞋套和挡片的顺序缝合后,在每处缝合处进行线缝密封,最后对手套进行固定安装,头罩缝合完成后安装第一单向阀,在前胸缝合完成后安装第二单向阀,在口袋缝合完成后安装拉链。
19、通过采用上述技术方案,将防护服的各部分拆分下料并缝合,更加贴合人体,制作出的防护服更加贴身,且工序顺序必须按照设定好的顺序进行,按照设定好的顺序进行加工可以保证制止过程完整的进行,避免顺序颠倒导致出现的无法加工以及加工质量无法保证的情况。
20、可选的,步骤(3)具体为:防护面屏与头套的接缝处、装备罩与头套的接缝处进行多次线缝密封,其余接缝处使用二次线缝密封。
21、通过采用上述技术方案,不同的地方使用不同的线缝密封次数,防护面屏和装备罩是与防护服本体不同的材质,防护面屏与装备罩较厚,且硬度较高,需要进行多次线缝密封,确保每处缝合处的密封效果,保证防护服的防护能力和密封能力,保证工作人员的安全。
22、可选的,所述二次线缝密封过程为:将压条机温度调整至600~700℃,滚轮速度调整为4.5~6.5m/s,压力调整为0.3~0.6mpa,将1.5~2.5cm防化胶条在线缝上贴合一层,然后将1.5~2.5cm防化胶条覆盖在防化胶条上再贴合一层,第二层的防化胶条宽度大于第一层的防化胶条宽度。
23、通过采用上述技术方案,调整压条机的温度、滚轮速度和压力等数据后,根据线缝的宽度对防化胶条宽度进行选择,防化胶条宽度大于线缝宽度,一次线缝密封后,重复此步骤进行二次线缝密封,二次线缝密封的防化胶条宽度大于一次线缝密封的防化胶条宽度。
24、可选的,所述三次线缝密封过程为:压条机温度调整至500~600℃后,滚轮速度调整为4~5m/s,压力调整为0.3~0.6mpa将防化胶条在线缝上贴合一层;再将压条机温度调整至600~700℃,滚轮速度调整为4~7m/s,压力调整为0.3~0.6mpa将1.5~2.5cm防化胶条在线缝上重复覆盖三到五层,每一次覆盖的防化胶条宽度大于上一次覆盖的防化胶条宽度,确保能够将线缝完全密封。
25、通过采用上述技术方案,调整压条机的温度、滚轮速度和压力等数据后,根据线缝的宽度对防化胶条宽度进行选择,防化胶条宽度大于线缝宽度,一次线缝密封后,重复此步骤进行二次线缝密封、三次线缝密封等,每次线缝密封的防化胶条宽度大于上一次线缝密封的防化胶条宽度,保证可以完全覆盖住上一次的防化胶条,可以将没有密封到的位置进行密封,保证密封的效果。
26、综上所述,本技术包括以下至少一种有益技术效果:
27、1.一种多层膜气密型化学防护服面料中,尼龙复合层有耐磨耐撕裂的作用,具有一定的阻燃特性和耐腐蚀特性;阻隔层可以阻隔有毒气体和腐蚀性液体,保证产品气密性和阻隔性;把高流动性低分子量柔性聚合物量接枝高阻隔性树脂薄膜中,可以改善现有高阻隔薄膜柔软性差、反复弯折后易裂缝的问题;芳纶基布层具有柔软性和舒适性;将这三层复合后,降低了防护服的整体重量,在保证使用性能的前提下,实现了装备的轻量化,提高了装备的使用便捷性,且可以多次折叠;
28、2.一种多层膜气密型化学防护服,通过头套背面的第一单向阀和防护服外部的第二单向阀进行排气,在第一单向阀和第二单向阀外设置口袋,用来保护排气阀在工作中不会同外界物质接触,以及降低被堵塞的可能,裤子腿部设置的挡片可以在穿着防护靴或工作靴的时候起到一定的保护作用;
29、3.一种防护服制衣方法,不同的地方使用不同的线缝密封次数,防护面屏和装备罩是与防护服本体不同的材质,防护面屏与装备罩较厚,且硬度较高,需要进行多次线缝密封,确保每处缝合处的密封效果,保证防护服的防护能力和密封能力,保证工作人员的安全。
- 还没有人留言评论。精彩留言会获得点赞!