一种离型膜的制作方法
1.本技术涉及高分子膜层的技术领域,尤其是涉及一种离型膜。
背景技术:
2.柔性电路板是以聚酰亚胺或聚酯薄膜为基材制成的一种具有高度可靠性、绝佳可挠性的印刷电路板,简称软板或fpc,具有高精度、高密度、成本低等优点,是目前线路板的主要发展方向之一。
3.在现有的fpc生产过程中,常将fpc与其他压合辅材压合在一起,其中用于将fpc和其他压合辅材隔离的膜状物即为离型膜,其在压合工艺中,起到保护fpc且防止fpc与其他压合辅材粘连的作用。
4.现有技术中,离型膜常采用单层膜和复合多层膜,其中,单层膜成本低,但阻胶性、剥离性、抗皱性均较差,应用面较窄;而现有的复合多层膜虽然在阻胶性和剥离性上优于单层膜,但其抗皱性依然较差。
技术实现要素:
5.本技术的目的在于提供一种离型膜,以改善现有技术中离型膜抗皱性较差的技术问题。
6.第一方面,本技术提供的一种离型膜,包括依次层叠设置的第一层膜和第二层膜,所述第二层膜的厚度比所述第一层膜的厚度高至少10μm。
7.进一步的,在本技术的一些实施例中,所述第二层膜的厚度为 30~150μm;和/或,
8.所述第一层膜的厚度为10~50μm。
9.进一步的,在本技术的一些实施例中,所述第一层膜的材料选自聚对苯二甲酸丁二醇酯、聚对苯二甲酸乙二醇酯、聚4-甲基戊烯、聚乙烯与聚丙烯中的一种或几种;和/或,
10.所述第二层膜的材料选自纤维素、聚对苯二甲酸丁二醇酯、聚对苯二甲酸乙二醇酯、聚4-甲基戊烯、聚乙烯与聚丙烯中的一种或几种。
11.进一步的,在本技术的一些实施例中,所述第一层膜的材料的结晶速率高于所述第二层膜的材料的结晶速率。
12.进一步的,在本技术的一些实施例中,所述第一层膜的材料的结晶速率与所述第二层膜的材料的结晶速率的差值为0.1%/s~10.0%/s。
13.进一步的,在本技术的一些实施例中,所述离型膜还包括中间层膜;所述中间层膜位于所述第一层膜与所述第二层膜之间;
14.所述第一层膜、所述中间层膜和所述第二层膜依次层叠设置;
15.所述中间层膜的厚度不低于第一层膜的厚度。
16.进一步的,在本技术的一些实施例中,所述中间层膜的材料选自热塑性树脂胶粘剂材料;
17.所述热塑性树脂胶粘剂材料的粘流化温度为50~200℃。
18.进一步的,在本技术的一些实施例中,所述热塑性树脂胶粘剂材料选自丙烯酸树脂、环氧树脂、硅胶树脂中的一种或多种。
19.进一步的,在本技术的一些实施例中,所述中间层膜的厚度为 10~40μm。
20.进一步的,在本技术的一些实施例中,所述中间层膜的材料选自聚酯树脂、聚烯烃树脂中的一种或多种。
21.本技术提供一种离型膜,采用层叠设置的第一层膜和第二层膜且第二层膜厚度大于第一层膜厚度的多层膜结构,由于第二层膜的厚度较厚、第一层膜的厚度较薄,在高温高压过程中,第二层膜的抗皱性优于第一层膜,且在发生褶皱时,第二层膜与第一层膜受到的压力和局部张力不一致,提高整个离型膜的抗皱效果,进而减少fpc板褶皱的风险,提高fpc板的性能。
附图说明
22.为了更清楚地说明本技术具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本技术的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
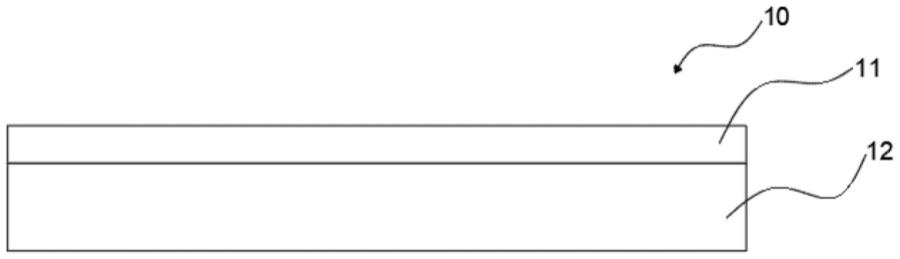
23.图1为本技术一些实施例提供的离型膜的结构示意图;
24.图2为本技术一些实施例提供的离型膜的结构示意图。
25.主要元件符号说明:
26.10-离型膜,11-第一层膜,12-第二层膜,13-中间层膜。
具体实施方式
27.下面将结合实施例对本技术的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
28.在本技术的描述中,需要理解的是,术语“底”、“表”、“中间”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。在本技术的描述中,“多种”的含义是两种或两种以上,除非另有明确具体的限定。
29.下文的公开提供了许多不同的实施方式或例子用来实现本技术的不同结构。为了简化本技术的公开,下文中对特定例子的部件和设置进行描述。当然,它们仅仅为示例,并且目的不在于限制本技术。此外,本技术可以在不同例子中重复参考数字和/或参考字母,这种重复是为了简化和清楚的目的,其本身不指示所讨论各种实施方式和/或设置之间的关系。此外,本技术提供了的各种特定材料的例子,但是本领域普通技术人员可以意识到其他工艺的应用和/或其他材料的使用。
30.本技术提供一种离型膜10,参阅图1,包括依次层叠设置的第一层膜11和第二层膜12,所述第二层膜12的厚度比所述第一层膜11的厚度高至少10μm。
31.需要说明的是,第一层膜11为表层膜,第二层膜12为底层膜;第一层膜11的上端面在pfc压合的过程中靠近fpc;第二层膜12的下端面在 fpc压合的过程中靠近fpc。
32.现有技术中,多层结构的复合型离型膜10多采用对称结构,即第一层膜11和第二层膜12的厚度相同或者接近相同,其抗皱性能较弱;且由于膜层越薄越容易褶皱,导致fpc和压合板在压合过程中不能完全贴合,进而易导致fpc起皱,影响fpc的性能。虽然通过增加离型膜10的厚度可以提高离型膜10的抗皱性能,但离型膜10的厚度过大,会导致成本增加、压合效率下降。特别是对于多层结构的复合型离型膜10,其成本高、制备工艺复杂,进一步增加了离型膜10的制备成本。在本技术中,采用较薄的第一层膜11和较厚的第二层膜12形成非对称的复合型离型膜10,降低了复合型离型膜10的厚度,降低成本;同时,由于第一层膜11厚度较小、第二层膜12厚度较大,其发生褶皱所需的力和发生褶皱时产生的局部张力不同,使褶皱不易发生,提高了离型膜10的抗皱性。
33.在一些实施例中,所述第二层膜12的厚度为30~150μm;和/或,
34.所述第一层膜11的厚度为10~50μm。
35.进一步的,所述第二层膜12的厚度为40~100μm;和/或,
36.所述第一层膜11的厚度为10~30μm。
37.更进一步的,所述第二层膜12的厚度为40~70μm;和/或,
38.所述第一层膜11的厚度为15~25μm。
39.在一些实施例中,所述第一层膜11的材料选自聚对苯二甲酸丁二醇酯 (以下简称pbt)、聚对苯二甲酸乙二醇酯(以下简称pet)、聚4-甲基戊烯(以下简称txp)、聚乙烯(以下简称pe)与聚丙烯(以下简称pp)中的一种或几种;和/或,
40.所述第二层膜12的材料选自纤维素、pbt、pet、txp、pe与pp中的一种或几种。
41.进一步的,第一层膜11的材料选自pbt、pet、txp、pe与pp中的一种。这是因为多种材料的选择复配需要添加相应的相容剂,增加成本,因此,第一层膜的材料优选为pbt、pet、txp、pe与pp中的任一种。
42.在一些实施例中,所述第一层膜11的材料和所述第二层膜12的材料分别选自结晶速率不同的材料,使第一层膜11和第二层膜12在高温高压下压合之后,易发生翘曲,便于离型膜10与fpc分离,提高剥离性能。
43.在一些实施例中,第二层膜12的材料选自可降解的纤维素材料,提高第二层膜12的降解性,便于离型膜10其余材料的回收利用;同时纤维素材料的强度较大,可以提供较大的支撑强度,有利于提高离型膜10的强度。
44.在一些实施例中,所述第一层膜11的材料的结晶速率高于所述第二层膜12的材料的结晶速率。
45.当离型膜10在fpc压合之后,由于温度和压力下降,离型膜10中的材料开始结晶。其中,结晶速率较快的膜层材料收缩较快,而结晶速率较慢的膜层收缩速度较慢,使得离型膜10发生向结晶速率较快材料一侧翘曲。因此,在本技术中,第一层膜11的材料的结晶速率高于第二层膜12的材料的结晶速率,使离型膜10易发生翘曲,易于离型膜10的剥离,甚至使离型膜10可以自动脱落。
46.在一些实施例中,所述第一层膜11的材料的结晶速率与所述第二层膜 12的材料的结晶速率的差值为0.1%/s~10.0%/s。所述第一层膜11的材料的结晶速率和所述第二
层膜12的材料的结晶速率的差值不宜过大,过大的结晶速率差值会导致压合过程中,离型膜10打卷,无法进行剥离作业;过低的结晶速率差值,则会导致离型膜10不宜发生翘曲,对离型膜10的剥离性改善不明显。
47.在一些实施例中,参阅图2,所述离型膜10还包括中间层膜13;所述中间层膜13位于所述第一层膜11与所述第二层膜12之间;
48.所述第一层膜11、所述中间层膜13和所述第二层膜12依次层叠设置;
49.所述中间层膜13的厚度不低于第一层膜11的厚度。
50.需要说明的是,第一层膜11、中间层膜13和第二层膜12形成三层复合型离型膜10,其中,中间层膜13的材料的粘流化温度分别低于第二层膜 12和第一层膜11的材料的粘流化温度,提高离型膜10的阻胶性能。
51.在一些实施例中,所述中间层膜13的材料选自热塑性树脂胶粘剂材料。当fpc压合过程中,热塑性粘接剂材料组成的中间层膜13的在高温高压下先于第一层膜11从玻璃态转变为高弹态,使其具有流动性,并在高压下填充在fpc板上需要阻胶的区域,提高阻胶效果。在本技术中,中间层膜13 的厚度不低于第一层膜11的厚度,这是因为过厚的第一层膜11不仅仅会增加成本,而且不利于中间层膜13被挤压流动,提高阻胶效果。
52.进一步的,热塑性树脂胶粘剂材料的粘流化温度为50~200℃。
53.在一些实施例中,所述热塑性树脂胶粘剂材料选自丙烯酸树脂、环氧树脂、硅胶树脂中的一种或多种。
54.在一些实施例中,所述中间层膜13的厚度为10~40μm。
55.在一些实施例中,所述中间层膜13的材料选自聚酯树脂、聚烯烃树脂中的一种或多种。
56.在一些实施例中,当所述中间层膜13的材料选自聚酯树脂、聚烯烃树脂中的一种或多种时,由于聚酯树脂、聚烯烃树脂均不是热塑性树脂胶粘剂材料,因此,其中间层膜13的厚度可以高于第一层膜11层的厚度,如 10~150μm。
57.最后应说明的是:以上各实施例仅用以说明本技术的技术方案,而非对其限制;尽管参照前述各实施例对本技术进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1