一种无纺布衣服双面均匀涂胶粘合装置的制作方法
1.本实用新型涉及无纺布技术领域,具体为一种无纺布衣服双面均匀涂胶粘合装置。
背景技术:
2.无纺布衣服在生产制作时需要通过复合处理增强衣服表面的性能,部分无纺布衣服通过上胶工艺来进行双面涂胶复合处理形成三合一复合,该方式快速且方便,能够提高衣服双面不同或相同的性能;目前,传统涂胶采用单面涂胶,整个工艺需要重复两次,作业效率低,在对无纺布衣服布料进行涂胶处理时,也会存在胶面易粘杂质影响复合效果以及涂胶工作效率较慢,步骤多,涂胶效果不佳复合面不平整、起皱的问题,为此我们提供了一种无纺布衣服双面均匀涂胶粘合装置。
技术实现要素:
3.针对现有技术的不足,本实用新型所要解决的问题就是提供一种无纺布衣服双面均匀涂胶粘合装置,保证达到无纺布衣服双面均匀涂胶,工作效率高且涂胶效果佳的目的。
4.为实现上述目的,本实用新型提供如下技术方案:一种无纺布衣服双面均匀涂胶粘合装置,包括机架一和机架二,所述机架一顶部沿料传送方向依次设置基层放料辊、上导料辊组、涂胶机构一、下导料辊组和复合辊组一,所述机架一内侧设置第一复合层放料辊,所述基层放料辊的基层料与下导料辊组相背一面涂胶,并与第一复合层放料辊的第一复合层料在复合辊组一顶面处复合粘接;
5.所述机架二顶部沿料传送方向依次设置转向辊组、涂胶机构二和复合辊组二,所述机架二内侧设置第二复合层放料辊,所述复合辊组一牵引出的复合料在基层料另一面涂胶,并与第二复合层放料辊的第二复合层料在复合辊组二顶面处复合粘接;
6.所述机架一和机架二之间沿料传送方向依次设置压料辊组和收卷辊,所述压料辊组在基层料的两面复合料上滚压,并由收卷辊收卷。
7.优选的,所述涂胶机构一和涂胶机构二均设置在料传送的下方涂胶。
8.优选的,所述基层放料辊的基层料的涂胶面在传送时均位于下方,并与分布在下方的复合料复合。
9.优选的,所述涂胶机构一和涂胶机构二均由涂胶辊、胶渠槽和注胶箱组成,且胶渠槽内还设置涂覆辊和刮胶辊,所述涂覆辊设置在涂胶辊底部并相互滚动接触,所述刮胶辊设置在涂胶辊的出辊侧的辊面切向。
10.优选的,所述压料辊组包括固定辊和弹性辊,所述固定辊和弹性辊抵接,并分别滚压在基层料的两面复合料上。
11.优选的,所述弹性辊由弹簧结构弹性支撑连接可伸缩。
12.本实用新型提供了一种无纺布衣服双面均匀涂胶粘合装置,具备以下有益效果:
13.本实用新型通过设置涂胶机构一、复合辊组一、转向辊组、涂胶机构二、复合辊组
二以及压料辊组,完成基层料的正反面涂胶和复合工艺,相对于现有双面涂胶采用单面涂胶工艺,本实用新型工艺只需一次放料即可复合收卷,步骤简单,效率高,便于维护;
14.本实用新型利用上导料辊组对基层料一面平整展开由涂胶机构一滚料均匀涂胶,涂胶面朝下,不易粘杂质,胶面多余胶液可经过复合辊组一挤压到第一复合层料上往下吸收,保证涂胶均匀;
15.本实用新型利用转向辊组换面对基层料另一面平整展开,由涂胶机构二滚料均匀涂胶,涂胶面也朝下,不易粘杂质,胶面多余胶液可经过复合辊组二挤压到第二复合层料上往下吸收,保证涂胶均匀;
16.本实用新型三合一复合后的料由压料辊组滚压,保证收卷后粘接稳固,不易错位起皱,保证了无纺布涂胶复合的品质。
附图说明
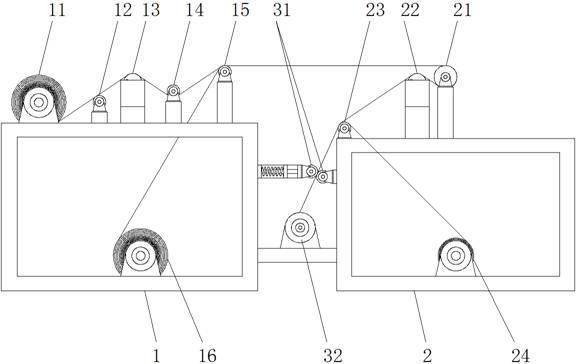
17.图1为本实用新型整体结构示意图;
18.图2为本实用新型料传送的涂胶复合过程示意图;
19.图3为本实用新型胶渠槽内部结构示意图。
20.图中:1、机架一;11、基层放料辊;12、上导料辊组;13、涂胶机构一;14、下导料辊组;15、复合辊组一;16、第一复合层放料辊;2、机架二;21、转向辊组;22、涂胶机构二;23、复合辊组二;24、第二复合层放料辊;31、压料辊组;311、固定辊;312、弹性辊;32、收卷辊;4、涂覆辊;5、刮胶辊。
具体实施方式
21.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
22.如图1-3所示,本实用新型提供一种技术方案:一种无纺布衣服双面均匀涂胶粘合装置,包括机架一1和机架二2,机架一1顶部沿料传送方向依次设置基层放料辊11、上导料辊组12、涂胶机构一13、下导料辊组14和复合辊组一15,机架一1内侧设置第一复合层放料辊16,基层放料辊11的基层料与下导料辊组14相背一面涂胶,并与第一复合层放料辊16的第一复合层料在复合辊组一15顶面处复合粘接;
23.机架二2顶部沿料传送方向依次设置转向辊组21、涂胶机构二22和复合辊组二23,机架二2内侧设置第二复合层放料辊24,复合辊组一15牵引出的复合料在基层料另一面涂胶,并与第二复合层放料辊24的第二复合层料在复合辊组二23顶面处复合粘接;
24.机架一1和机架二2之间沿料传送方向依次设置压料辊组31和收卷辊32,压料辊组31在基层料的两面复合料上滚压,并由收卷辊32收卷。
25.作为本实用新型的一种技术优化方案,涂胶机构一13和涂胶机构二22均设置在料传送的下方涂胶,保证涂胶面朝下,不易粘附杂质,且在复合时多余胶液能够延伸到未复合料表面进行吸收利用。
26.作为本实用新型的一种技术优化方案,基层放料辊11的基层料的涂胶面在传送时
均位于下方,并与分布在下方的复合料复合,保证涂胶面朝下,不易粘附杂质,且在复合时多余胶液能够延伸到未复合料表面进行吸收利用。
27.作为本实用新型的一种技术优化方案,涂胶机构一13和涂胶机构二22均由涂胶辊、胶渠槽和注胶箱组成,由注胶箱向胶渠槽内供胶液,且胶渠槽内还设置涂覆辊4和刮胶辊5,涂覆辊4设置在涂胶辊底部并相互滚动接触,保证涂胶辊表面均匀粘附胶液,刮胶辊5设置在涂胶辊的出辊侧的辊面切向,用于将涂胶辊表面胶液刮均匀,并使得涂胶辊表面胶液不聚集下滴。
28.作为本实用新型的一种技术优化方案,压料辊组31包括固定辊311和弹性辊312,固定辊311和弹性辊312抵接,并分别滚压在基层料的两面复合料上,保证复合牢固,不起皱。
29.作为本实用新型的一种技术优化方案,弹性辊312由弹簧结构弹性支撑连接可伸缩。
30.工作原理:启动时,基层放料辊11、第一复合层放料辊16以及第二复合层放料辊24的放料速度相同,基层放料辊11放料依次经过上导料辊组12上方、涂胶机构一13上方、下导料辊组14下方和复合辊组一15上方一边涂胶,一边传送,基层料与第一复合层料在复合辊组一15顶面处叠加重合,在收卷牵引力下和胶粘作用下,进行一面压紧复合粘接;
31.一次复合后料继续传送,依次经过转向辊组21外侧、涂胶机构二22上方和复合辊组二23上方,由转向辊组21对料转向换面,使基层料另一面对应涂胶机构二22进行涂胶,在复合辊组二23顶面处再次与第二复合层料叠加重合,在收卷牵引力下和胶粘作用下,进行另一面压紧复合粘接;
32.三合一复合后由压料辊组31在基层料的两面复合料上滚压牢固,并由收卷辊32收卷。
33.综上可得,本实用新型通过设置涂胶机构一13、复合辊组一15、转向辊组21、涂胶机构二22、复合辊组二23以及压料辊组31,完成基层料双面涂胶的依次涂胶和复合,解决了无纺布双面涂胶存在的胶面易粘杂质影响复合效果以及涂胶工作效率较慢,步骤多,涂胶效果不佳复合面不平整、起皱的问题。
34.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
35.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1