胶带的材料层异步复合工装以及复合胶带自动生产线的制作方法
1.本实用新型涉及复合胶带制造技术领域,具体涉及胶带的材料层异步复合工装。
背景技术:
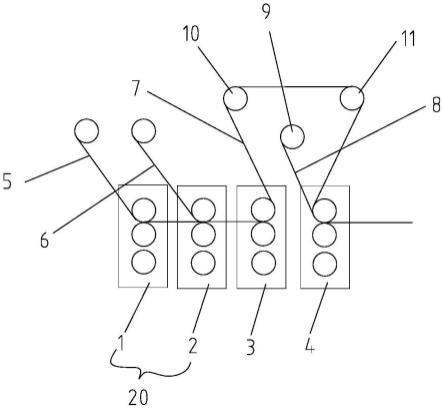
2.异步复合工艺是复合胶带自动生产线上的一种制造工艺,其工艺目的是通过两个料带输送速度的不等,将一个料带上的材料逐段地分离并间隔地贴合到另一个料带上。例如,图1示出了目前常规的一种胶带材料层异步复合工装,包括第一引入工作站1、第二引入工作站2、裁切工作站3和异步工作站4,第一材料带5和第二材料带6在第二引入工作站2复合为待分离材料带7,裁切工作站3将待分离材料带7裁断为一段一段的断开形状(不裁断底膜),托底材料带8和待分离材料带7引入异步工作站4,且托底材料带8位于待分离材料带7的下层。第一引入工作站1、第二引入工作站2和裁切工作站3的牵引速度相同,但异步工作站4的牵引速度快于上述三者,使得待分离材料带7上一段一段的材料在异步的异步工作站4的滚压下逐个分离并间隔地贴合在托底材料带8上。
3.其中,托底材料带8必须从待分离材料带7下方引入异步工作站4,而现有技术中的待分离材料带7一般是水平输送的,在各个工作站之间没有空间来放置托底材料带8的原料卷筒9,所以托底材料带8的原料卷筒9必须设置在第一引入工作站1前方,托底材料带8穿过第一引入工作站1、第二引入工作站2和裁切工作站3再引入到异步工作站4中,但托底材料带8穿行过程中会和工作站产生摩擦,增大机台的跳动,不利于异步复合工艺的稳定性。
技术实现要素:
4.因此,针对上述问题,本实用新型提出一种结构优化的胶带的材料层异步复合工装。
5.本实用新型采用如下技术方案实现:
6.本实用新型提出一种胶带的材料层异步复合工装,用于将待分离材料带逐段地分离并间隔地贴合到托底材料带上,包括水平排列的、各自具有输送辊的引入工作站、裁切工作站和异步工作站,还包括第一转向辊和第二转向辊,所述第一转向辊和第二转向辊间隔地设置在裁切工作站和异步工作站的上方,所述待分离材料带从所述裁切工作站向上依次绕过所述第一转向辊和第二转向辊之后引入所述异步工作站中,通过所述第一转向辊和第二转向辊使待分离材料带在裁切工作站和异步工作站之间呈“几”字型走向,托底材料带的原料卷筒设置在所述待分离材料带的“几”字型走向的包围区间中,以将托底材料带从所述待分离材料带下层引入到所述异步工作站中。
7.其中,优选所述引入工作站包括第一引入工作站和第二引入工作站,还包括第一材料带和第二材料带,所述第一材料带和第二材料带分别引入第一引入工作站和第二引入工作站,并在第二引入工作站复合为所述待分离材料带。
8.其中,优选所述第一材料带是铜箔层,第二材料带是遮光膜。
9.基于上述的材料层异步复合工装,本实用新型还提出复合胶带自动生产线,复合
胶带自动生产线包括了上述的胶带的材料层异步复合工装。
10.本实用新型具有以下有益效果:本实用新型通过设置第一转向辊和第二转向辊将待分离材料带向上拉走,从而在待分离材料带下方形成足够的空间来放置托底材料带的原料卷筒,使得托底材料带不必像现有技术一样穿过各个工作站,避免了托底材料带和工作站之间的摩擦,提高了异步复合工装的稳定性。
附图说明
11.图1是现有技术中胶带的材料层异步复合工装的示意图;
12.图2是实施例1中胶带材料层异步复合工装的示意图。
具体实施方式
13.为进一步说明各实施例,本实用新型提供有附图。这些附图为本实用新型揭露内容的一部分,其主要用以说明实施例,并可配合说明书的相关描述来解释实施例的运作原理。配合参考这些内容,本领域普通技术人员应能理解其他可能的实施方式以及本实用新型的优点。图中的组件并未按比例绘制,而类似的组件符号通常用来表示类似的组件。
14.现结合附图和具体实施方式对本实用新型进一步说明。
15.实施例1:
16.参阅图2所示,作为本实用新型的优选实施例,提供一种胶带的材料层异步复合工装,包括引入工作站20、裁切工作站3和异步工作站4,引入工作站20包括第一引入工作站1和第二引入工作站2,每个工作站上均设有竖直排列的三个输送辊,每个输送辊的上下位置可调,从而一个工作站中可以是上两个输送辊组成一组夹送辊或者下两个输送辊组成一组夹送辊。第一材料带5和第二材料带6分别引入第一引入工作站1和第二引入工作站2,并在第二引入工作站2复合为待分离材料带7。本实施例中示例性地,该第一材料带5是铜箔层,第二材料带6是遮光膜,通过第二引入工作站2的夹送辊将遮光膜复合在铜箔层上层形成待分离材料带7。在其他实施例中,待分离材料带7也可以只有一层材料层,这种情况下只需要一个引入工作站即可。
17.待分离材料带7接着被引入到裁切工作站3中,由裁切工作站3中输送辊上的切刀将待分离材料带7裁断为一段一段的断开形状(不裁断底膜)。之后,待分离材料带7和托底材料带8共同引入到异步工作站4中,第一引入工作站1、第二引入工作站2和裁切工作站3的牵引速度相同,但异步工作站4的牵引速度快于上述三者,使得待分离材料带7上一段一段的材料在异步的异步工作站4的滚压下逐个分离并间隔地贴合在托底材料带8上。
18.其中,本实施例在裁切工作站3和异步工作站4的上方还设有第一转向辊10和第二转向辊11,第一转向辊10和第二转向辊11间隔设置,待分离材料带7从裁切工作站3向上依次绕过第一转向辊10和第二转向辊12之后引入异步工作站4中,从而通过第一转向辊10和第二转向辊11使待分离材料带7在裁切工作站3和异步工作站4之间呈“几”字型走向。托底材料带8的原料卷筒9设置在待分离材料带7的“几”字型走向的包围区间中,以从待分离材料带7的下层引入到异步工作站4中。
19.本实施例通过设置第一转向辊10和第二转向辊12将待分离材料带7向上拉走,从而在待分离材料带7下方形成足够的空间来放置托底材料带8的原料卷筒9,使得托底材料
带8不必像现有技术一样穿过各个工作站,避免了托底材料带8和工作站之间的摩擦,提高了异步复合工装的稳定性。
20.实施例2:
21.本实施例提供一种复合胶带自动生产线,包括了实施例1的胶带的材料层异步复合工装,并具有相同结构的同等技术效果。
22.尽管结合优选实施方案具体展示和介绍了本实用新型,但所属领域的技术人员应该明白,在不脱离所附权利要求书所限定的本实用新型的精神和范围内,在形式上和细节上对本实用新型做出的各种变化,均落入本实用新型的保护范围。
技术特征:
1.胶带的材料层异步复合工装,用于将待分离材料带逐段地分离并间隔地贴合到托底材料带上,包括水平排列的引入工作站、裁切工作站和异步工作站,所述引入工作站、裁切工作站和异步工作站上均设有用于输送材料带的夹送辊,其特征在于:还包括第一转向辊和第二转向辊,所述第一转向辊和第二转向辊间隔地设置在裁切工作站和异步工作站的上方,所述待分离材料带从所述裁切工作站向上依次绕过所述第一转向辊和第二转向辊之后引入所述异步工作站中,通过所述第一转向辊和第二转向辊使待分离材料带在裁切工作站和异步工作站之间呈“几”字型走向,托底材料带的原料卷筒设置在所述待分离材料带的“几”字型走向的包围区间中,以将托底材料带从所述待分离材料带下层引入到所述异步工作站中。2.根据权利要求1所述的胶带的材料层异步复合工装,其特征在于:所述引入工作站包括第一引入工作站和第二引入工作站,还包括第一材料带和第二材料带,所述第一材料带和第二材料带分别引入第一引入工作站和第二引入工作站,并在第二引入工作站复合为所述待分离材料带。3.根据权利要求2所述的胶带的材料层异步复合工装,其特征在于:所述第一材料带是铜箔层,第二材料带是遮光膜。4.复合胶带自动生产线,其特征在于:包括权利要求1-3任一所述的胶带的材料层异步复合工装。
技术总结
本实用新型涉及胶带的材料层异步复合工装以及复合胶带自动生产线,用于将待分离材料带逐段地分离并间隔地贴合到托底材料带上,包括水平排列的、具有输送辊的引入工作站、裁切工作站和异步工作站,还包括第一转向辊和第二转向辊,所述第一转向辊和第二转向辊间隔地设置在裁切工作站和异步工作站的上方,所述待分离材料带从所述裁切工作站向上依次绕过所述第一转向辊和第二转向辊之后引入所述异步工作站中,通过所述第一转向辊和第二转向辊使待分离材料带在裁切工作站和异步工作站之间呈“几”字型走向,托底材料带的原料卷筒设置在所述待分离材料带的“几”字型走向的包围区间中,以从所述待分离材料带下层引入到所述异步工作站中。作站中。作站中。
技术研发人员:王玉桃 向道坤 欧阳赵
受保护的技术使用者:厦门宏钛盛电子科技有限公司
技术研发日:2022.05.10
技术公布日:2022/12/9
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1