一种低介电常数、高导热型高频覆金属箔层压板的制作方法
:
1.本实用新型属于覆金属箔层压板制造技术领域,具体涉及一种低介电常数、高导热型高频覆金属箔层压板。
背景技术:
2.随着高频通信领域对电子设备集成化、高性能要求的不断提升,如何有效地解决大功率天线板或集成电路的散热问题已成为该领域的关键问题之一。对于覆金属箔层压板生产厂商而言,如何在保证高频覆金属箔层压板板材料具有优良的电磁性能(如低介电损耗,低介电常数随温度变化率,等性能)的同时,具备较优良的导热性能和成本优势,是该行业一项亟待解决的问题。
3.目前,高频覆金属箔层压板主要由热固性碳氢树脂、热固性聚苯醚树脂、或聚四氟乙烯树脂与陶瓷填料混合,经过混胶-涂覆-烘干半固化的工艺制成半固化片,再将半固化片与金属箔(大部分为铜箔,即为覆铜板)通过叠合层压的方式固化制成。由于聚合物本身的导热系数难以提高(常见聚合物导热系数不高于0.3w/mk),因此大多数已有的专利或文献通过选用高导热率陶瓷、及增加陶瓷填料的填充比例来提高材料导热率。当陶瓷填料的填充比例超过一定阈值时,填料之间形成导热链或网络连接,材料的导热率得到提升。但是,当体系内的填料量过高时,往往会造成覆金属箔层压板关键性能的下降,例如金属剥离强度降低,覆金属箔层压板的机械加工性能变差,弯折强度和拉伸强度下降,等。
4.目前,已有较多的关于高导热覆金属箔层压板的专利。例如,cn105585808a报道了一种低介质损耗树脂、环氧树脂与导热填料等成分组成的组合物,可制备出导热系数大于1.0w/(m
·
k)的覆铜板。专利cn106633675b中报道了双马来酰亚胺改性环氧树脂与导热填料等成分组成的组合物,制成的覆铜板导热系数可大于2.0w/(m
·
k)。然而,上述两个专利中覆铜板的介电常数较大,介电损耗较高,并不适合于高频板的应用。
5.在诸多导热填料中,六方氮化硼不仅具有高导热性、高电击穿强度、良好的抗氧化性能,而且其介电常数和介电损耗也非常低,是目前为止非常理想的绝缘导热填料。特别是六方氮化硼陶瓷介电常数较低,适合于低介电常数高频板的制备。但是,由于六方氮化硼呈现片状,同时由于表面的化学惰性,其在聚合物中填充量较高(一般大于50wt%)时,会导致材料的力学性能大幅下降。专利cn108752827b中,采用aln,bn,sic和si3n4作为导热填料与以聚二烯烃、聚二烯烃-马来酸酐共聚物为主体的热固性碳氢高分子为主要成分制备高频覆铜板,其实施例中导热系数可达到1.32w/(m
·
k)。但是,该专利中所列举实施例中氮化硼的填充比例实际并未超过固化后体系50wt%。进一步实验表明,当该体系中氮化硼的填充比例等于50wt%时,该类型覆铜板的剥离强度远低于3.0lbs/inch,在浸锡测试中出现铜箔与基体材料分层、起泡现象。这些问题都限制了基于氮化硼陶瓷的更高导热系数材料的开发。
6.为了增加氮化硼材料与体系的相容性,增加其填充量,可以通过化学、物理改性的方式对氮化硼表面进行修饰。专利cn107641310b中通过在氮化硼表面引入无机纳米支撑材
料,提升氮化硼与聚苯醚基体之间的相容性。专利cn109776864b中通过用二氢杨梅素修饰六方氮化硼,提高填料在环氧树脂中的分散性。专利cn112111176a中,通过氮化硼包覆聚四氟乙烯复合填料,制备高导热率高频覆铜板。以上方法虽然能在一定程度上增加氮化硼的填充比例和与基体的相容性,但也仅是对基体进行改进,在利用该基体制作覆金属箔层压板时,大都直接将基体与铜箔或者基体仅利用纯膜(导热性差)与铜箔叠合压制成覆铜板,该类型的覆铜板在大功率、对热管理有特殊要求的高速、高频应用上,仍难以匹配该应用上所需的高导热系数、较高的剥离强度和稳定性要求。
技术实现要素:
7.本实用新型的目的是提供一种低介电常数、高导热率的高频覆金属箔层压板。
8.针对背景技术中所述的问题,本实用新型采取的思路是:本实用新型所述高频覆金属箔层压板包括金属箔(优选铜箔)、基层、和位于铜箔与基层之间的粘结层。所述基层中采用高体积比的片状氮化硼填料,或者高体积比的片状氮化硼与球形导热填料的混合填料来填充,尽可能多地形成导热通路,增加基层材料的热导率;本实用新型特别设置粘结层,在所述粘结层中,只采用合适体积比例的球形高导热填料来填充,而球形高导热填料本身具备优良的高导热性能,且粘结层不使用玻璃纤维布增强材料,一方面能有效实现粘结层与金属箔之间较高的结合强度,另一方面还能兼顾粘结层与基层的相容性。
9.本实用新型的有益效果是:首先,因为六方氮化硼的介电常数较低,导热系数较高,因此本实用新型中高体积比的氮化硼填料在带来高导热性的同时不会造成覆金属箔层压板介电常数的升高;并且,粘结层具备高导热性,且与基层具有相容性;由于粘结层的特别存在,所述覆金属箔层压板同时具有较高的剥离强度和稳定性;再次,由于粘结层的厚度与基层厚度相比较小,粘结层带来的热阻是可控的。由此,制得的高频覆金属箔层压板不仅具有高导热系数,并且可以实现较低的介电常数、低介电损耗正切角值,较高的剥离强度和热-机械性能,适合于大功率、对热管理有特殊要求的高速、高频应用。
10.本实用新型所采用的具体技术方案如下:本实用新型提供了一种低介电常数、高导热型高频覆金属箔层压板,该层压板经基层半固化片、粘结半固化片、金属箔叠合层压固化后形成具备基层、粘结层、金属箔的板体结构,所述粘结层位于金属箔与基层之间,所述基层单面或双面设置所述粘结层,所述基层为一层或一层以上基层半固化片连续叠合成的单层或多层结构。
11.优选地,所述基层半固化片为将热固性树脂、引发剂、六方氮化硼、阻燃剂和其他助剂所制成的胶液涂布于涂覆载体而获得的半固化片体结构;所述粘结半固化片为将热固性树脂、引发剂、球形高导热无机填料、阻燃剂和其他助剂所制成的胶液涂布于载体并最终从载体剥离而获得的半固化片体结构。
12.优选地,所述载体为离型膜。
13.本实用新型还提供了另一种低介电常数、高导热型高频覆金属箔层压板,该层压板经基层半固化片、半固化覆胶金属箔叠合层压固化后形成具备基层、粘结层、金属箔的板体结构,所述粘结层由半固化覆胶构成,且位于金属箔与基层之间,所述基层单面或双面设置所述粘结层,所述基层为一层或一层以上基层半固化片连续叠合成的单层或多层结构。
14.优选地,所述基层半固化片为将热固性树脂、引发剂、六方氮化硼、阻燃剂和其他
助剂所制成的胶液涂布于涂覆载体而获得的半固化片体结构;所述半固化覆胶为将热固性树脂、引发剂、球形高导热无机填料、阻燃剂和其他助剂所制成的胶液涂布于金属箔而获得的半固化胶层。
15.优选地,在上述两方案中,所述涂覆载体选自玻璃纤维布、无纺布中的一种。
16.优选地,在上述两方案中,所述粘结层的厚度小于基层的厚度。
附图说明
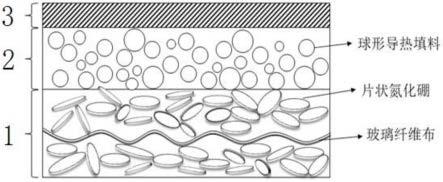
17.图1为本实用新型实施例提供的一种高频覆金属箔层压板的结构示意图。
18.图中所示:1、基层,2、粘结层,3、铜箔。
具体实施方式:
19.下面结合具体实施方式对本实用新型进行详细说明。
20.在一个具体实施例中提供了一种高频覆金属箔层压板的结构:由金属箔3(当本实施例优选铜箔时,则为覆铜板)、粘结层2、基层1组成,其中粘结层2位于金属箔3与基层1之间。粘结层2由热固性树脂、引发剂、球形高导热无机填料与阻燃剂的组合经一次层压固化形成。固化后的粘结层2的厚度为50μm至150μm。基层1由热固性树脂、引发剂、六方氮化硼、阻燃剂与玻璃纤维布的组合经一次层压固化形成,当然也可以用无纺布代替玻璃纤维布。具体地,基层1由一层或一层以上半固化片叠合层压固化形成,单层半固化片厚度为50μm至250μm,基层1的总厚度为0.1mm至2.0mm之间。上述结构示意图请参见图1。需要说明的是,粘结层2可在基层1的单面或双面设置。
21.粘结层2中各组分的重量份(按照热固性树脂重量为100份计算)如下:热固性树脂100份,引发剂1份至10份,球形高导热无机填料100份至400份,阻燃剂1份至60份,其他助剂0份至10份。
22.所述热固性树脂包括热固性碳氢高分子聚合物和热固性聚苯醚聚合物的一种或几种。所述热固性碳氢高分子包括丁二烯聚合物、异戊二烯聚合物、丁二烯-苯乙烯橡胶、丁二烯-苯乙烯嵌段聚合物、苯乙烯-异戊二烯嵌段聚合物、苯乙烯-异戊二烯-苯乙烯嵌段聚合物、苯乙烯-聚丁二烯-苯乙烯嵌段聚合物、氢化苯乙烯-聚丁二烯-苯乙烯嵌段聚合物、氢化苯乙烯-聚异戊二烯-苯乙烯嵌段聚合物、苯乙烯-二乙烯基苯聚合物、苯乙烯-丁二烯-二乙烯基苯聚合物、三元乙丙橡胶、丁基橡胶、环烯烃类聚合物中的一种或多种。
23.需要说明的是,本说明书中所述的一种或多种,可以理解为一种或一种以上,其中多种包括两种在内。
24.所述热固性聚苯醚混合物包括由乙烯基、丙烯基进行端基或侧链修饰的聚苯醚聚合物(mppo)及其衍生物。
25.进一步地,所述热固性树脂可以采用目前已报道或商业化的用于高频覆金属箔层压板常用的体系,包括聚丁二烯体系、sb和sbs共聚体系、si和sis共聚体系、三元乙丙共聚体系、环烯共聚物体系、苯乙烯/二乙烯基苯共聚体系、ppo改性的聚丁苯体系、ppo改性的si/sis共聚体系、改性ppo与聚氰酸酯共聚体系、改性ppo与改性环氧体系等。
26.其中,热固性树脂不能增强覆金属箔层压板的导热性能,在满足树脂低介电损耗的前提下,对热固性树脂材料的选择并无特别地限制。
27.所述引发剂的作用是分解产生自由基,引发上述热固性树脂的交联反应。具体地包括偶氮二异丁腈、过氧化二异丙苯、双叔丁基过氧化二异丙基苯、2,5-二甲基-2,5-双(叔丁基过氧化)己烷、过氧化二苯甲酰、1,1-二叔丁基过氧化-3,3,5-三甲基环己烷、1,1-二叔丁基过氧化环己烷、过氧化乙酸特戊酯、二叔丁基过氧化物、过氧化氢叔丁醇、二异丙苯过氧化氢、过氧化甲乙酮、过氧化乙酰丙酮、过氧化2-乙基已酸叔戊酯、1、1、3、3-四甲基丁基过氧化氢的任意一种或多种。所述引发剂的用量为1份至10份。
28.所述球形高导热无机填料的作用是:在不影响与金属箔3、基层1介质的粘结强度的条件下,增加粘结层2的陶瓷填充量,提高粘结层2的导热系数。该球形高导热无机填料的用量是100份至400份,总体用量足,符合高导热性能要求,其包含球形氮化铝、球形氧化铝、球形碳化硅、球形氧化镁的一种或多种。所述球形高导热无机填料的粒径大小(d50)为2μm至20μm。
29.上述球形高导热无机填料还可以包括球形氮化铝、球形氧化铝、球形碳化硅、球形氧化镁的一种或几种与球形二氧化硅的混合物。
30.一般地,在热管理需求的应用中,高频覆金属箔层压板材料都需要具备一定的阻燃性。其中阻燃剂为溴系阻燃剂、磷系阻燃剂、氮系阻燃剂的任意一种或多种混合物。根据阻燃效果的等级要求,所述阻燃剂的重量份为1份至60份。
31.另外,该粘结层2中可能包含其他助剂,以改善/增强材料的某些特性,或有利于材料制备、加工中某些性能的提升。例如,助交联剂、流平剂、分散剂、消泡剂、相容剂、抗老化剂、抗光敏剂、色素等。上述助剂的使用量为0份至10份。
32.所述粘结层2所对应的半固化片制备方法列举如下,但其制备方法不限于此:将上述热固性树脂、引发剂、球形高导热无机填料、阻燃剂的组合物与溶剂通过高速分散或球磨等方式制成胶液;将上述胶液涂覆在载体膜上,载体膜为聚酯膜或聚酰亚胺膜;然后在100摄氏度至200摄氏度下进行加热干燥,使上述组合物中的聚合物处于半固化状态(b-stage),从载体膜剥离后,形成半固化片。最后形成的半固化片厚度为50μm至150μm。
33.制备所述粘结层2还存在另一种方法,如下:上述热固性树脂、引发剂、球形高导热无机填料、阻燃剂的组合物与溶剂通过高速分散或球磨等方式制成胶液;用手工涂覆或机械涂覆装置将胶液涂覆到金属箔3表面,金属箔3可以为铜、铝、黄铜或这些金属的合金或复合金属箔;将涂覆有胶液的金属箔3进行加热干燥,使得上述组合物中的聚合物处于半固化状态(b-stage),加热温度为100摄氏度至200摄氏度,加热时间为1分钟至30分钟,形成半固化覆胶金属箔,金属箔上的半固化覆胶的树脂层厚度为50微米至150微米。
34.所述基层中各组分的重量份(按照热固性树脂重量为100份计算)如下:热固性树脂100份,引发剂1份至10份,六方氮化硼80份至200份,阻燃剂1份至60份,其他助剂0份至10份;涂覆载体的重量百分比(按所有组分总重量百分比计算)为10%至30%。
35.以上基层1中所述热固性树脂、引发剂、阻燃剂、其他助剂的用量与粘结层2中的用量相同,粘结层树脂体系与基层树脂体系基本一致。
36.在基层1中,所述六方氮化硼为片状六方氮化硼,所述片状六方氮化硼平面尺寸在5微米至100微米之间,厚度在20纳米至100纳米之间。
37.所述六方氮化硼的用量为80份至200份。所述方案中,大于80份的氮化硼填充量可以有效提升基层介质的导热系数;但是,当片状氮化硼的填充量超过200份时,制成的胶液
粘度过大、流动性过差,给材料加工成型造成困难。
38.进一步地,所述六方氮化硼也包含对其进行表面修饰改性的六方氮化硼,包含但不仅限于使用盐酸多巴胺进行表面改性、二氢杨梅素进行表面改性、聚合物表面包覆等方法。
39.所述玻璃纤维布或无纺布优选地为e-glass或高硅氧布,以提高基层的介电性能,然而不限于此。
40.在另一个实施例中,基层1中各组分的重量份(按照热固性树脂重量为100份计算)如下:热固性树脂100份,引发剂1份至10份,六方氮化硼80份至200份,纳米级球形无机填料5份至30份,阻燃剂1份至60份。玻璃纤维布的重量百分比(按所有组分总重量百分比计算)为10%至30%。本实施例中基层1中所述热固性树脂、引发剂、立方氮化硼、阻燃剂的用量与前述实施例中基层1中的用量相同。
41.其中,所述纳米级球形无机填料的作用是:纳米级球形无机填料可以填充到微米级片状氮化硼填料之间,有利于减少基体中的空洞和缺陷,形成更多的导热通路。
42.所述纳米级球形无机填料包括球形氮化铝、球形二氧化硅、球形氧化铝、球形碳化硅、球形氧化镁的一种或多种。所述纳米级球形无机填料的直径为30nm至500nm。
43.另外,该基层1中可能包含其他助剂,以改善/增强材料的某些特性,或有利于材料制备、加工中某些性能的提升。例如,助交联剂、流平剂、分散剂、消泡剂、相容剂、抗老化剂、抗光敏剂、色素等。上述助剂的使用量为0份至10份。
44.所述基层1所对应的基层半固化片制备方法列举如下,但其制备方法不限于此:将热固性树脂、引发剂、六方氮化硼,阻燃剂与溶剂通过高速分散或球磨等方式制成胶液;将胶液涂覆在玻璃纤维布上,形成预浸片;对涂覆有上述组合物的预浸片加热干燥,使热固性树脂组合物处于半固化阶段,即获得基层半固化片。加热干燥的温度为100摄氏度至200摄氏度,时间为1分钟至30分钟。基层半固化片中玻璃纤维布或无纺布的重量百分比(按所有组分总重量百分比计算)为10%至30%,通过控制预浸片的涂覆厚度来调节。
45.在又一实施例中提供了一种导热型高频覆金属箔层压板的制作方法,但其制备方法不限于此,包括如下步骤:
46.s1:将前述实施例中制备的基层半固化片、前述实施例中制备的粘结半固化片、铜箔叠合在一起,形成“book”,所述粘结半固化片处于基层半固化片与铜箔之间。
47.s2:将上述叠合好的“book”经过一次层压固化制得覆金属箔层压板。
48.其中,所述粘结半固化片不少于1层,所述基层半固化不少于1层,所述铜箔为1张至2张。
49.所述层压固化工艺的温度为175摄氏度至250摄氏度,所述层压压力为2mpa至10mpa,层压时间为30分钟至24小时。
50.实施例具体示例如下,用以说明提供的低介电常数、高导热型高频覆金属箔层压板的结构和制作方法。
51.请参见表1,表1为示例1—7中各组分的质量份,以热固性树脂总质量为100份计。
52.表1、示例1—7中各组分的质量份(单位:phr)
[0053][0054][0055]
需要说明的是,上述表格中热固性树脂a为三元乙丙橡胶、苯乙烯-丁二烯共聚物、与聚丁二烯的组合。热固性树脂b为三元乙丙橡胶、改性聚苯醚、与聚丁二烯的组合。详细的组分和比例请见具体示例。
[0056]
示例1:
[0057]
粘结片的制备如下:将三元乙丙橡胶(型号royalene 535,来源lion elastomers,25份)、苯乙烯-丁二烯共聚物(型号ricon181,来源cray valley,42份)、聚丁二烯(型号
ricon 154,来源cray valley,33份)、引发剂(dcp,来源sigma-aldrich,3份)、球形氧化铝(粒径2微米,150份)、硅烷偶联剂(型号a174,来源momentive,1份)、十溴二苯乙烷(型号saytex8010,35份),于25摄氏度下在二甲苯中高速剪切混合后得到胶液,然后用该胶液进行涂布。涂覆载体采用pet离型膜,涂布厚度为150微米。涂布完成后在140摄氏度烘箱中烘片1.5分钟进行半固化,将其从承载膜上剥离,得到不含玻璃纤维布的高导热型粘结半固化片。
[0058]
基层半固化片的制备如下:将三元乙丙橡胶(型号royalene 535,来源lion elastomers,25份)、苯乙烯-丁二烯共聚物(型号ricon181,来源cray valley,42份)、聚丁二烯(型号ricon 154,来源cray valley,33份)、引发剂(dcp,来源sigma-aldrich,3份)、六方氮化硼(片状,单层厚度120nm,平面粒径15微米至20微米,180份)、硅烷偶联剂(型号a174,来源momentive,1份)、十溴二苯乙烷(型号saytex8010,35份),于25摄氏度下在二甲苯中高速剪切混合后得到胶液,然后用该胶液进行涂布。涂覆载体为1078玻纤布。先用1078玻纤布浸胶,再经过烘烤干燥得到基层半固化片。基层半固化片厚度为150微米,玻纤布的重量比为19wt%。烘干温度为140摄氏度,烘干时间为4分钟。
[0059]
高频覆金属箔层压板的制作方法为:将4层基层半固化片叠合后,两面各覆上1层粘结半固化片,之后夹在两层铜箔(厚度35μm,型号twls,来源卢森堡电路铜箔有限公司)之间,以4.0mpa至8.0mpa的压力在210℃层压2个小时,制得覆金属箔层压板制品。
[0060]
示例2:
[0061]
粘结半固化片的制作方法与示例1相同。
[0062]
基层半固化片的制备如下:将三元乙丙橡胶(型号royalene 535,来源lion elastomers,25份)、苯乙烯-丁二烯共聚物(型号ricon181,来源cray valley,42份)、聚丁二烯(型号ricon 154,来源cray valley,33份)、引发剂(dcp,来源sigma-aldrich,3份)、六方氮化硼(片状,单层厚度120nm,平面粒径15微米至20微米,160份)、纳米二氧化硅微球(球形,直径500nm,30份),硅烷偶联剂(型号a174,来源momentive,1份)、十溴二苯乙烷(型号saytex8010,35份),于25摄氏度下与溶剂在球磨机中均匀混合后得到胶液,然后用该胶液进行涂布。涂覆载体为1078玻纤布。先用1078玻纤布浸胶,再经过烘烤干燥得到基层半固化片。基层半固化片厚度为150微米,玻纤布的重量比为20wt%。烘干温度为140摄氏度,烘干时间为4分钟。
[0063]
高频覆金属箔层压板的制作方法与示例1相同。
[0064]
示例3:
[0065]
粘结半固化片的制作方法与示例1相同。
[0066]
基层半固化片的制备如下:将三元乙丙橡胶(型号royalene 535,来源lion elastomers,25份)、苯乙烯-丁二烯共聚物(型号ricon181,来源cray valley,42份)、聚丁二烯(型号ricon 154,来源cray valley,33份)、引发剂(dcp,来源sigma-aldrich,7份)、六方氮化硼(片状,单层厚度120nm,平面粒径25微米至30微米,200份)、硅烷偶联剂(型号a174,来源momentive,3份)、十溴二苯乙烷(型号saytex8010,1份),于25摄氏度下在球磨机中均匀混合后得到胶液,然后用该胶液进行涂布。涂覆载体为1078玻纤布。先用1078玻纤布浸胶,再经过烘烤干燥得到基层半固化片。基层半固化片厚度为250微米,玻纤布的重量比为12wt%。烘干温度为140摄氏度,烘干时间为8分钟。
[0067]
覆金属箔层压板的制作方法为:将3层上述基层半固化片叠合后,两面各覆1层所述粘结半固化片,之后夹在两层铜箔(厚度35μm,型号twls,来源卢森堡电路铜箔有限公司)之间,以5.0mpa至8.0mpa的压力在210℃层压2个小时,制得覆金属箔层压板制品。
[0068]
示例4:
[0069]
半固化覆胶铜箔制备如下:将三元乙丙橡胶(型号royalene 535,来源lion elastomers,40份)、改性聚苯醚(sabic sa9000,30份)、聚丁二烯(型号ricon 154,来源cray valley,30份)、引发剂(dcp,来源sigma-aldrich,3份)、球形氧化铝(粒径2微米,150份)、硅烷偶联剂(型号a174,来源momentive,1份)、磷系阻燃剂(型号melapur 200,50份),于25摄氏度下在二甲苯中高速剪切混合后得到胶液,然后用该胶液进行涂布。涂覆载体采用35μm厚电解铜箔(型号twls-b,来源卢森堡电路铜箔有限公司),涂布厚度为140微米。涂布完成后在130摄氏度烘箱中烘片10分钟进行半固化,形成半固化覆胶铜箔。
[0070]
基层半固化片的制备如下:将三元乙丙橡胶(型号royalene 535,来源lion elastomers,40份)、改性聚苯醚(sabic sa9000,30份)、聚丁二烯(型号ricon 154,来源cray valley,30份)、引发剂(dcp,来源sigma-aldrich,1.3份)、六方氮化硼(片状,单层厚度120nm,平面粒径15微米至20微米,80份)、纳米球形氧化铝(球形,平均直径100nm,10份)、硅烷偶联剂(型号a174,来源momentive,0.5份)、磷系阻燃剂(型号melapur 200,60份),于25摄氏度下与溶剂在球磨机中均匀混合后得到胶液,然后用该胶液进行涂布。涂覆载体为1078玻纤布。先用1078玻纤布浸胶,再经过烘烤干燥得到基层半固化片。基层半固化片厚度为124微米,玻纤布的重量比为25wt%。烘干温度为140摄氏度,烘干时间为5分钟。
[0071]
高频覆金属箔层压板的制作方法为:将9层基层半固化片叠合后,两面各覆上1层粘结半固化片,之后夹在两层铜箔(厚度35μm,型号twls,来源卢森堡电路铜箔有限公司)之间,以全程8.0mpa的压力在210℃层压2个小时,制得覆金属箔层压板制品,即覆铜板。
[0072]
示例5:
[0073]
粘结片的制备如下:将三元乙丙橡胶(型号royalene 535,来源lion elastomers,25份)、苯乙烯-丁二烯共聚物(型号ricon181,来源cray valley,42份)、聚丁二烯(型号ricon 154,来源cray valley,33份)、引发剂(dcp,来源sigma-aldrich,7份)、碳化硅微粉(粒径2微米,380份)、硅烷偶联剂(型号a174,来源momentive,4份)、十溴二苯乙烷(型号saytex8010,1份),于25摄氏度下在二甲苯中高速剪切混合后得到胶液,然后用该胶液进行涂布。涂覆载体采用pet离型膜,涂布厚度为120微米。涂布完成后在140摄氏度烘箱中烘片5分钟进行半固化,将其从承载膜上剥离,得到不含玻璃纤维布的高导热粘结半固化片。
[0074]
基层半固化片的制备方法与示例1相同。
[0075]
高频覆金属箔层压板的制作方法为:将4层基层半固化片叠合后,两面各覆上一层示例5所述粘结半固化片,之后夹在两层铜箔(厚度35μm,型号twls,来源卢森堡电路铜箔有限公司)之间,以4.0mpa至8.0mpa的压力在210℃层压2个小时,制得覆金属箔层压板制品。
[0076]
示例6:
[0077]
粘结片的制备如下:将三元乙丙橡胶(型号royalene 535,来源lion elastomers,25份)、苯乙烯-丁二烯共聚物(型号ricon181,来源cray valley,42份)、聚丁二烯(型号ricon 154,来源cray valley,33份)、引发剂(dcp,来源sigma-aldrich,1.5份)、球形氧化铝(粒径2微米,100份)、硅烷偶联剂(型号a174,来源momentive,1份)、十溴二苯乙烷(型号
saytex8010,35份),于25摄氏度下在二甲苯中高速剪切混合后得到胶液,然后用该胶液进行涂布。涂覆载体采用pet离型膜,涂布厚度为150微米。涂布完成后在140摄氏度烘箱中烘片3分钟进行半固化,将其从承载膜上剥离,得到不含玻璃纤维布的高导热粘结半固化片。
[0078]
基层半固化片的制备如下:将三元乙丙橡胶(型号royalene 535,来源lion elastomers,25份)、苯乙烯-丁二烯共聚物(型号ricon181,来源cray valley,42份)、聚丁二烯(型号ricon 154,来源cray valley,33份)、引发剂(dcp,来源sigma-aldrich,3份)、六方氮化硼(片状,单层厚度120nm,平面粒径15微米至20微米,160份)、纳米二氧化硅微球(球形,直径500nm,20份),硅烷偶联剂(型号a174,来源momentive,1份)、十溴二苯乙烷(型号saytex8010,35份),于25摄氏度下与溶剂在球磨机中均匀混合后得到胶液,然后用该胶液进行涂布。涂覆载体为1078玻纤布。先用1078玻纤布浸胶,再经过烘烤干燥得到基层半固化片。基层半固化片厚度为150微米,玻纤布的重量比为20wt%。烘干温度为140摄氏度,烘干时间为4分钟。
[0079]
高频覆金属箔层压板的制作方法为:将4层基层半固化片叠合后,两面各覆上一层示例6所述粘结半固化片,之后夹在两层铜箔(厚度35μm,型号twls,来源卢森堡电路铜箔有限公司)之间,以3.0mpa至6.0mpa的压力在210℃层压2个小时,制得覆金属箔层压板制品。
[0080]
示例7:
[0081]
涂胶铜箔的制备如下:将三元乙丙橡胶(型号royalene 535,来源lion elastomers,40份)、改性聚苯醚(sabic sa9000,30份)、聚丁二烯(型号ricon 154,来源cray valley,30份)、引发剂(dcp,来源sigma-aldrich,3份)、球形氧化铝(粒径2微米,150份)、球形二氧化硅(粒径15微米,100份)、硅烷偶联剂(型号a174,来源momentive,1份)、十溴二苯乙烷(型号saytex8010,35份),于25摄氏度下在二甲苯中高速剪切混合后得到胶液,然后用该胶液进行涂布。涂覆载体采用35μm厚电解铜箔(型号twls-b,来源卢森堡电路铜箔有限公司),涂布厚度为120微米。涂布完成后在130摄氏度烘箱中8分钟进行半固化,形成涂胶铜箔。
[0082]
基层半固化片的制作方法为:将三元乙丙橡胶(型号royalene 535,来源lion elastomers,40份)、改性聚苯醚(sabic sa9000,30份)、聚丁二烯(型号ricon 154,来源cray valley,30份)、引发剂(dcp,来源sigma-aldrich,3份)、六方氮化硼(片状,单层厚度120nm,平面粒径15微米至20微米,180份)、硅烷偶联剂(型号a174,来源momentive,1份)、十溴二苯乙烷(型号saytex8010,35份),于25摄氏度下在二甲苯中高速剪切混合后得到胶液,然后用该胶液进行涂布。涂覆载体为1078玻纤布。先用1078玻纤布浸胶,再经过烘烤干燥得到基层半固化片。基层半固化片厚度为150微米,玻纤布的重量比为19wt%。烘干温度为140摄氏度,烘干时间为5分钟。
[0083]
高频覆金属箔层压板的制作方法为:将4层基层半固化片叠合后,两面各覆上一层按上述方法制备的半固化覆胶铜箔,以4.0mpa至8.0mpa的压力在210℃层压2个小时,制得覆金属箔层压板制品。
[0084]
对比例1:
[0085]
对比例1中基层半固化片的制作方法与示例1相同。
[0086]
高频板的制作方法为:将6层基层半固化片叠合后,两面各覆上1层电解铜箔(厚度35μm,型号twls,来源卢森堡电路铜箔有限公司),以8.0mpa的压力在210℃层压2个小时,制
得覆金属箔层压板制品。
[0087]
对比例2:
[0088]
对比例2中粘结片的制作方法与示例1相同。
[0089]
高频板的制作方法为:将8层所述粘结片叠合后,两面各覆上1层电解铜箔(厚度35μm,型号twls,来源卢森堡电路铜箔有限公司),以1.5mpa的压力在210℃层压2个小时,制得覆金属箔层压板制品。
[0090]
对比例3:
[0091]
对比例3中降低了片状六方氮化硼的填充量。其制备方法如下:将三元乙丙橡胶(型号royalene 535,来源lion elastomers,25份)、苯乙烯-丁二烯共聚物(型号ricon181,来源cray valley,42份)、聚丁二烯(型号ricon 154,来源cray valley,33份)、引发剂(dcp,来源sigma-aldrich,3份)、六方氮化硼(片状,单层厚度120nm,平面粒径15微米至20微米,40份)、球形二氧化硅(球形、粒径15微米,280份)、十溴二苯乙烷(型号saytex8010,35份),于25摄氏度下在二甲苯中高速剪切混合后得到胶液,然后用该胶液进行涂布。涂覆载体为1080玻纤布。先用1080玻纤布浸胶,再经过烘烤干燥得到基层半固化片。基层半固化片厚度为150微米,玻纤布的重量比为18wt%。烘干温度为140摄氏度,烘干时间为4分钟。将上述6层基层半固化片叠合后,两面各覆上1层电解铜箔(厚度35μm,型号twls,来源卢森堡电路铜箔有限公司),以4.0mpa至8.0mpa的压力在210℃层压2个小时,制得覆金属箔层压板制品。
[0092]
测试示例1—7和对比例1—3制成的覆金属箔层压板热导率、介电常数、介电损耗因子、剥离强度、热应力各项性能测试结果如表2所示。
[0093]
表2、各示例和比较例中高导热覆金属箔层压板的性能测试结果
[0094][0095]
热导率测试采用astmd5470方法测试。
[0096]
介电常数和介电损耗的测试是用微带线谐振法,按照ipc-tm-650 2.5.5.5标准在0ghz至12ghz条件下测试,表2中列举的介电常数与损耗是在10ghz左右材料的介电常数与介电损耗。
[0097]
基质与铜箔的剥离强度按照ipc-tm-650 2.4.8方法测试。
[0098]
热应力测试步骤为:将覆金属箔层压板材料浸入288℃液态锡中10秒,测试有无爆板,与耐热的回数。
[0099]
从表2的数据可以看出,示例1—7中具有的导热粘结层结构,保证了覆金属箔层压板材料剥离强度(大于0.70n/mm)和热应力测试结果(大于10次热冲击)。同时,由于高填充比例的六方氮化硼,示例1—7的样品导热系数普遍高于或接近1.00w/(m
·
k),最高可达1.60w。其介电常数在3.50左右,介电损耗小于0.0040。可以满足对热管理有要求的高频通讯领域天线板的需求。
[0100]
对比例1中,未采用粘结层,而直接采用高体积比氮化硼填充的半固化片与铜箔直接层压合制成覆金属箔层压板。由于填料氮化硼的片状结构,其剥离强度远低于示例1—7,且覆金属箔层压板在热应力测试中出现表面铜箔与基层分层、鼓泡的现象。
[0101]
对比例2中,直接采用粘结片与铜箔直接层压合制成覆金属箔层压板。由于粘结片采用球形填料(氧化铝)填充,因此覆金属箔层压板的剥离强度和热应力测试结果较好。但氧化铝填料造成覆金属箔层压板介电常数较高(dk=4.06),其导热性能也不如氮化硼填充覆金属箔层压板。
[0102]
对比例3中,采用较低填充量的六方氮化硼与球形二氧化硅混合填料制作半固化片,未采用粘结片层,所制覆金属箔层压板虽然能满足剥离强度和热应力测试的要求,但层压板导热率仅为0.78w/(m
·
k)。
[0103]
综上所述,提供的低介电常数、高导热型高频覆金属箔层压板,采用了铜箔/粘结层/基层的结构,具有高导热性、较高的剥离强度和较好的热-机械性能、低介电常数、低介电损耗性能,同时材料生产成本低,易于批量化,可用于大功率天线板或集成电路领域。
[0104]
以上内容是结合具体的优选实施方式对本实用新型所作的进一步详细说明,不能认定本实用新型的具体实施只局限于这些说明。对于本实用新型所属技术领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1