PVC或PU蒙皮行李箱盖板及其基材的制作方法
pvc或pu蒙皮行李箱盖板及其基材
技术领域
1.本专利涉及汽车行李箱盖板,尤其是带有pvc或pu蒙皮的行李箱盖板。
背景技术:
2.行李箱盖板安装于后行李箱与行李箱左右侧后门槛以及后排座椅搭接,由于汽车行李箱饰件一般都是地毯面料作为装饰面,为了使得内饰风格统一,以及出于成熟工艺考虑,传统的行李箱盖板的装饰层也采用地毯面料贴合反包的工艺。然而后备箱经常摆放各类物品,尤其是越野车的使用场景更为复杂多变,后备箱物品常常会有泥污和水。由于行李箱都为地毯面料装饰面,不便于清洁,极易藏污纳垢。消费者通常采用的方式就是购买后备箱垫铺设于行李箱内,防止脏污,这样无疑增加了使用成本。同时市场上的后备箱垫质量参差不齐且大多不环保,同时后备箱铺设垫子后破坏了车辆原有的内饰设计,尤其是行李箱盖板的使用功能受限,十分不便。
3.另外,制备行李箱盖板一般是对基材采用热压成型工艺,热压时加热控制温度在120
±
10℃,模压压力设定在15-20mpa,保压时间为80
±
10秒。基材一般包括中心的蜂窝纸芯支撑层,在蜂窝纸芯支撑层上下表面具有玻璃纤维毡增强层,蜂窝纸芯和玻璃纤维毡增强层上具有喷涂的聚氨酯。
技术实现要素:
4.本专利的目的是提供一种易于清洁的pvc或pu蒙皮行李箱盖板,其表面具有pvc或pu,易于清洁,可以直接擦洗,不易藏污纳垢,使用方便,可以直接摆放有水渍或脏污的物品,其周边的挡水台有效阻挡脏污和水渍污染周边内饰件。
5.本专利的pvc或pu蒙皮行李箱盖板,从上到下依次为pvc或pu表皮、玻璃纤维毡、蜂窝纸芯、玻璃纤维毡、胶粘剂层、pet面料层,蜂窝纸芯和玻璃纤维毡上喷涂有聚氨酯;行李箱盖板上表面周边具有凸起的挡水台,pvc或pu 表皮的周边覆盖挡水台表面的部分或全部。
6.上述的pvc或pu蒙皮行李箱盖板,最下层的pet面料层周边向上翻折后贴附在pvc或pu表皮的周边。
7.上述的pvc或pu蒙皮行李箱盖板,玻璃纤维毡的克重为300-800g/m2。
8.上述的pvc或pu蒙皮行李箱盖板,聚氨酯单面喷涂量一般为350-500g/m2。
9.本专利同时提供了一种制备pvc或pu蒙皮行李箱盖板的基材,使用该基材,采用常规的热压成型技术即可生产出pvc或pu蒙皮行李箱盖板。
10.该制备pvc或pu蒙皮行李箱盖板的基材,从上到下依次为pvc或pu表皮、玻璃纤维毡、蜂窝纸芯、玻璃纤维毡,蜂窝纸芯和玻璃纤维毡上喷涂有聚氨酯。
11.上述的制备pvc或pu蒙皮行李箱盖板的基材,玻璃纤维毡的克重为 300-800g/m2。
12.上述的制备pvc或pu蒙皮行李箱盖板的基材,聚氨酯单面喷涂量一般为 350-500g/m2。
13.本专利的有益效果:本专利是一款易于清洁的汽车行李箱盖板,与传统的表面是无纺布的行李箱盖板相比,该产品非常易于清洁,在设计过程中拥有很大自由度,且具备抗老化和低排放的出色性能,同时手感柔软,为汽车内饰营造舒适触感和高质外表。
14.本专利的基材是利用蜂窝纸芯做支撑,上下两面用玻璃纤维毡做增强材料,采用聚氨酯喷涂粘结基于热压工艺制造的新型三明治复合材料。pur蜂窝纸板是现有行业技术发展中高载荷、隔音减震性能最优的工艺结构,该结构成功运用“三明治”结构的力学性能特点,具备轻质高刚性的特点。
15.该行李箱盖板一面是pet面料,另一面是pvc或pu皮革表皮面,该面据产品边缘设计一圈宽度30mm,高度约3mm的挡水台,进一步满足不同的使用场景,例如,可以将行李箱盖板从后备箱中取出作为餐桌面板使用。将pvc或 pu皮革表皮面作为装配面可以直接摆放有水渍或脏污的物品。将行李箱盖板拓展作为耐脏污可擦洗的桌面,承载性能优越,满足车辆户外场景使用需求,增加了车辆户外休闲越野的属性,满足了消费者的个性化需求。
16.挡水台设计有效阻挡脏污和水渍污染周边内饰件,可以直接擦洗,解决了行李箱脏污难以清洗的问题。
17.本技术中pvc或pu皮革贴合方式有两种,可采用基板制作完成后后道喷涂胶水模具内贴合两步法的方式,也可以采用基板成型模具内pvc或pu皮革直接真空吸附直接与基板材料一步法成型的方式。一步法成型工艺更为简便快捷,缩短了工序,且不需要后道喷胶贴合,大大减少了模具和相关喷涂贴合设备投入,也大大降低了产品成本,提高了生产效率。
附图说明
18.图1是制备pvc或pu蒙皮行李箱盖板的基材示意图;
19.图2是pvc或pu蒙皮行李箱盖板立体图;
20.图3是pvc或pu蒙皮行李箱盖板示意图;
21.图4是制备vc或pu蒙皮行李箱盖板的一种流程图;
22.图5是制备vc或pu蒙皮行李箱盖板的另一种流程图。
具体实施方式
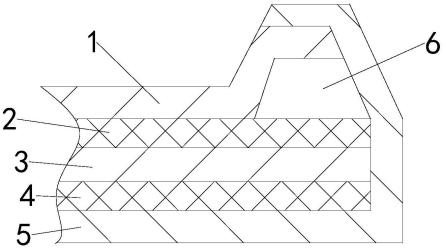
23.参见图1所示制备pvc或pu蒙皮行李箱盖板的基材,从上到下依次为pvc 或pu表皮1、玻璃纤维毡2、蜂窝纸芯3、玻璃纤维毡4,蜂窝纸芯和玻璃纤维毡上喷涂有聚氨酯。
24.参见图2、3所示的pvc或pu蒙皮行李箱盖板,从上到下依次为pvc或 pu表皮1、玻璃纤维毡2、蜂窝纸芯3、玻璃纤维毡4、胶粘剂层、pet面料层 5,蜂窝纸芯和玻璃纤维毡上喷涂有聚氨酯。
25.行李箱盖板上表面周边具有凸起的挡水台6,pvc或pu表皮的周边覆盖挡水台表面的一部分。最下层的pet面料层喷涂胶粘剂后周边向上翻折后贴附在 pvc或pu表皮的周边。
26.参见图4,制备pvc或pu蒙皮行李箱盖板方法(一步成型方法):首先将 pvc或pu皮革1平铺于加热模具下模,下模上加工有真空吸附孔,真空吸附孔与负压风机连通,开启负压风机真空吸附pvc或pu皮革使pvc或pu表皮随形服帖于模腔。拉伸烘干好的蜂窝纸芯3上下两层铺设玻璃纤维毡后进行聚氨酯喷涂,送入加热模具热压成型冲切制得带有表皮的基
板。然后pet面料5喷涂 pur热熔胶,通过工装对基板贴合pet面料5并对基板包边制得行李箱盖板成品。挡水台6是对蜂窝纸芯3等周边部分和非周边部分采用不同热压厚度成型后得到。
27.采用真空吸附pvc或pu表皮皮革随形服帖于模腔,成型时pvc或pu表皮无拉伸变形,材料完全填充于模腔,成型产品设计特征饱满外观美观。如pvc 或pu表皮皮革自然状态平铺于下模具,无法与模腔随形,在蜂窝纸芯等送入模具成型时由于模具存在型腔导致合模后pvc或pu表皮皮革拉伸变形,材料无法充分填充模具型腔,导致成型坍陷,产品设计的特征无法实现。
28.制备pvc或pu蒙皮行李箱盖板方法(两步成型方法):拉伸烘干好的蜂窝纸芯3上下两层铺设玻璃纤维毡后进行聚氨酯喷涂,最后送入模具热压成型冲切制得基板,基板和pvc或pu表皮1分别喷涂溶剂胶水,喷涂好胶水的表皮1 平铺于加热模具下模,下模上加工有真空吸附孔与负压风机相通,开启负压风机真空吸附使pvc或pu表皮1随形服帖于模腔,基板置于上模具然后模压贴合制得带有表皮的基板。然后pet面料5喷涂pur热熔胶,通过工装对基板贴合pet面料并对基板进行反包边制得行李箱盖板成品。有关工艺参数:
29.蜂窝纸芯通过纸芯拉伸机设定温度在100
±
10℃,拉伸速度在2m/min,拉伸烘干定型,按所需尺寸裁断。
30.在制得的蜂窝纸芯上下两层铺设短切玻璃纤维毡,玻璃纤维毡的克重根据制品的强度要求一般选用为300-800g/m2。
31.铺设好玻璃纤维毡的蜂窝纸芯,通过六轴机器人抓取,送入装置有高压发泡机的喷涂房内,对其上下两面进行喷涂聚氨酯,喷涂流量一般设定在35-50g/s, 单面喷涂量一般为350-500g/m2,喷涂完后由机器人送入产品加热模具内进行模压,加热模具通过油加热控制温度在120
±
10℃,模压压力设定在:15-20mpa,保压时间为80
±
10秒。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1