一种在线涂布复合铜箔膜的制作方法
1.本实用新型涉及一种在线涂布复合铜箔膜。
背景技术:
2.cn 114481080 a公开了一种真空镀、水镀一体化设备和超薄铜箔的生产方法,该设备包括真空腔体、绕卷装置和电镀装置,绕卷装置用于对薄膜进行绕卷,真空腔室用于对绕卷装置中的薄膜进行真空蒸镀,电镀装置用于对蒸镀后的薄膜进行电镀。该现有技术的铜箔需要在高温下将靶材蒸发成气体然后附着在非金属的基材层的表面,靶材的蒸发温度越高,基材层越容易出现熔断或烫破之类的缺陷。因而,现有技术通过蒸镀的方式生产的一般是复合铝箔,很少有蒸镀制备复合铜箔的情形,因为铜的蒸发温度更高。靶材的蒸发温度越高,就需要基材层的运转速度越快,因而蒸镀形成的铜层也会越薄,铜箔的导电性能也会相应的变差,并不适于用做锂离子电池的集流体。另外,由于蒸镀需要以较快的速度运转薄膜,因此蒸镀获得的铜层不但厚度很难提升,而且致密性、均匀性都较差,很容易发生脱落。另外,由于蒸镀的铜层的厚度、致密性等缺陷,导致其方阻很大,后续电镀过程的能耗也会很高。
技术实现要素:
3.本实用新型要解决的技术问题是提供一种在线涂布复合铜箔膜,以减少或避免前面所提到的问题。
4.为解决上述技术问题,本实用新型提出了一种在线涂布复合铜箔膜,由基材层、形成在基材层的两侧的在线涂布层以及附着在在线涂布层的外侧的导电层构成,其中,所述基材层的厚度为6-10μm;所述在线涂布层的厚度为0.3-0.5μm;所述导电层从内向外依次包括金属铜溅射层、金属铜电镀层以及保护层;其中,金属铜溅射层的厚度为5-15nm,金属铜电镀层的厚度为100-500nm,保护层的厚度为5-15nm。
5.优选地,优选地,所述金属铜溅射层的厚度为5-8nm,金属铜电镀层的厚度为300-400nm,金属铬保护层的厚度为5-8nm。
6.本实用新型通过在线涂布层替换掉了电晕层和阻隔层,简化了加工工艺,降低了设备需求,并能获得与电晕层和阻隔层相当的性能效果。
附图说明
7.以下附图仅旨在于对本技术做示意性说明和解释,并不限定本技术的范围。
8.图1显示的是根据本技术的一个具体实施例的复合铜箔膜的结构示意图。
9.图2显示的是根据本技术的另一个具体实施例的复合铜箔膜的结构示意图。
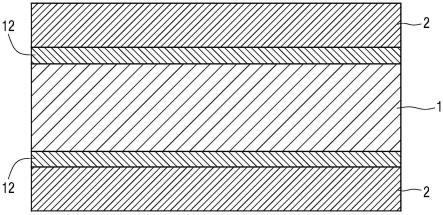
10.图3显示的是根据本技术的又一个具体实施例的在线涂布复合铜箔膜的结构示意图。
具体实施方式
11.为了对本技术的技术特征、目的和效果有更加清楚的理解,现对照附图说明本技术的具体实施方式。其中,相同的部件采用相同的标号。
12.如图所示,本实用新型提出了一种可用做锂离子电池的负极集流体的复合铜箔膜,该复合铜箔膜由基材层1和附着在基材层1的两侧的导电层2构成,该导电层2主要由金属铜构成。如前所述,由于金属铜的蒸发温度较高,如果通过蒸镀的方式附着在高分子材料构成的基材层1的表面会破坏基材层1的表面结构的均匀性,而且难以获得足够的电气性能所需的厚度,并且堆叠的厚度越大越容易脱落掉粉,不适于用做负极集流体。
13.有鉴于此,本实用新型提出了一种复合铜箔膜,其中,基材层1的厚度为6-10μm;导电层2采用了多层导电结构,在图示具体实施例中,导电层2从内向外依次包括金属铜溅射层21、金属铜电镀层22以及保护层23。其中,金属铜溅射层21是采用真空溅射工艺形成在基材层1的两侧表面的一层厚度为5-15nm的金属铜,金属铜电镀层22是采用水电镀工艺在金属铜溅射层21的外表面上生长形成的一层100-500nm的金属铜,保护层23是通过电镀或化学腐蚀工艺对金属铜电镀层22的外表面进行钝化处理后形成的致密保护层,优选的,所述保护层23是通过电镀工艺形成的一层5-15nm的金属铬保护层。更优选的,所述金属铜溅射层21的厚度为5-8nm,金属铜电镀层22的厚度为300-400nm,保护层23的厚度为5-8nm。
14.本实用新型的复合铜箔膜中,真空溅射形成的金属铜溅射层的致密性和附着力远优于蒸镀工艺,而且由于所需厚度很薄,基材层的运转速度可以很快,基本杜绝了基材层出现熔断或烫破之类的缺陷的可能性。金属铜溅射层的厚度虽然很薄,但是可以提供基本的导电性能,因而可以进一步通过水电镀的方式在其表面生长得到较厚的金属铜层。通过真空溅射工艺和水电镀工艺的结合,本实用新型可以在不破坏基材层表面结构的前提下获得优异的电气性能和附着力,后面将对此进一步说明。
15.另外,为了避免由于基材层的表面结构不均匀所导致的金属铜层附着力不够的问题,本实用新型还提出了一种改进的基材层1,在本实用新型的一个具体实施例中,本实用新型的基材层1是由添加了聚酯功能母料的聚酯薄膜制成的,所述基材层1可以是添加了聚酯功能母料的单层结构的聚酯薄膜(图1),或者是表层添加了所述聚酯功能母料的包含a层、b层、c层的三层结构的聚酯薄膜(图2)。
16.本实用新型中所称的聚酯是指由选自包含二元酸的多元羧酸以及它们的成酯性衍生物中的一种或二种以上、与选自包含二元醇的多元醇中的一种或二种以上形成的聚酯;或由羟基羧酸以及它们的成酯性衍生物形成的聚酯;或由环状酯形成的聚酯。聚酯的制造可以按照现有公知的方法进行。例如,以pet的制备为例,其可以通过如下方法获得:对苯二甲酸与乙二醇的酯化后进行缩聚的方法;或者以对苯二甲酸二甲酯之类的对苯二甲酸的烷基酯与乙二醇进行酯交换反应后进行缩聚的方法。本实用新型的聚酯优选为pet。
17.在一个具体实施例中,构成所述基材层1的所述聚酯薄膜为含有5~20wt%的聚酯功能母料的单层聚酯薄膜,或者为a层和c层含有5~20wt%的聚酯功能母料的包含a层、b层、c层的三层结构的聚酯薄膜,所述聚酯功能母料由包括如下重量份的原料制备而成:聚间苯二亚甲基二酰胺30-50重量份、新癸酸钴1-3重量份、二丁基羟基甲苯3-5重量份、1,4-二碘苯5~10重量份、二氧化硅20~30重量份、pet 50-100重量份。
18.本实用新型的聚酯功能母料可以制备成颗粒或者切片形式,在生产聚酯薄膜的过
程中添加到普通聚酯中,以制备获得本实用新型的基材层1。例如,可以将80~95wt%的不含其它成分的聚酯与5~20wt%的本实用新型的聚酯功能母料进行熔融共混,然后通过拉伸等工艺生产获得单层结构的基材层1,或者通过多层共挤工艺获得本实用新型的基材层1的表层结构等。
19.本实用新型的聚酯功能母料的各原料组分,均可以以颗粒料的形式均匀混合之后,利用诸如挤出机之类的设备挤出、造粒获得本实用新型的聚酯功能母料。
20.在一个具体实施例中,可以在常温下,将50-100重量份的粉状pet、20~30重量份的纳米二氧化硅、30-50重量份的粉状聚间苯二亚甲基二酰胺、1-3重量份的粉状新癸酸钴、3-5重量份的粉状二丁基羟基甲苯以及5~10重量份的粉状1,4-二碘苯加入高速混合机中预分散混合,转速在1500~2000rpm,混合30~60分钟,形成混合料。然后通过双螺杆挤出机进行熔融挤出,之后水冷造粒或切片,获得所述聚酯功能母料。
21.在另一个具体实施例中,例如,可以在制备获得聚酯功能母料的切片之后,取5~20wt%的聚酯功能母料,添加到80~95wt%的pet颗粒中均匀混合,二者熔融共混,最后通过拉伸等工艺生产获得单层结构的基材层1,或者通过多层共挤工艺获得三层结构的基材层1的表层结构等。
22.下面以单层聚酯薄膜为例,进一步说明本实用新型的用于复合铜箔膜的聚酯薄膜的制备方法。本实用新型的用于复合铜箔膜的聚酯薄膜的制备方法包括如下步骤:
23.将以下重量比的组分:80~95wt%的pet树脂,5~20wt%的聚酯功能母料分别经过电子秤计量,进入混合料仓中进行混合制成混合料。
24.之后混合料进入排气式双螺杆挤出机,调整双螺杆挤出机的温度为270℃~280℃。
25.物料在挤出机中熔融后,经过过滤,挤出制成厚片。厚片的厚度、轮廓可以通过挤出机挤出量、铸片辊转速、模头开度进行调整。
26.将上述厚片在50℃~90℃温度下预热,进入300℃~500℃的红外加热区,用40~150m/min的线速度进行纵向拉伸,纵向拉伸倍率是4.0,得到拉伸片。
27.将拉伸片在90℃~120℃温度下预热,在100℃~160℃温度下进行横向拉伸,横向拉伸倍率是3.8。之后在160℃~240℃温度下定型,再经过100℃~50℃温度冷却,制得用于复合铜箔膜的聚酯薄膜。
28.制得的聚酯薄膜的厚度为6-10μm。
29.下面以三层聚酯薄膜为例,进一步说明本实用新型的用于复合铜箔膜的聚酯薄膜的制备方法。本实用新型的用于复合铜箔膜的聚酯薄膜的制备方法包括如下步骤:
30.将以下重量比的组分:80~95wt%的pet树脂,5~20wt%的聚酯功能母料分别经过电子秤计量,进入混合料仓中进行混合制成混合料。
31.之后混合料进入排气式双螺杆挤出机e。
32.将100%的pet树脂,投入预结晶器中,以160℃温度预结晶15分钟,之后pet料进入干燥塔中,在160℃温度下干燥6小时,之后进入单螺杆挤出机f。
33.调整双螺杆挤出机e和f的温度为270℃~280℃。
34.物料在两台挤出机中熔融后,经过过滤,以双螺杆挤出机e挤出的物料作为表面的a层和c层,单螺杆挤出机f挤出的物料作为中间的b层,经过多层共挤工艺制成三层复合的
厚片。厚片的厚度、轮廓可以通过挤出机挤出量、铸片辊转速、模头开度进行调整。
35.将上述厚片在50℃~90℃温度下预热,进入300℃~500℃的红外加热区,用40~150m/min的线速度进行纵向拉伸,纵向拉伸倍率是4.0,得到拉伸片。
36.将拉伸片在90℃~120℃温度下预热,在100℃~160℃温度下进行横向拉伸,横向拉伸倍率是3.8。之后在160℃~240℃温度下定型,再经过100℃~50℃温度冷却,制得所述三层结构的聚酯薄膜。
37.制得的聚酯薄膜的厚度为6-10μm,其中a层的厚度为1-2μm,b层的厚度为2-8μm,c层的厚度为1-2μm。
38.实施例1-5
39.按照下表的原料重量份比例,分别制备获得聚酯功能母料切片,然后投入普通pet树脂制备获得单层结构的用于复合铜箔膜的聚酯薄膜。
[0040] 实施例1实施例2实施例3实施例4实施例5聚间苯二亚甲基二酰胺3035404550新癸酸钴11.522.53二丁基羟基甲苯33.544.551,4-二碘苯577.5810二氧化硅2022252730pet50657585100制备单层基材层的切片量5wt%10wt%13wt%15wt%20wt%基材层厚度μm678910
[0041]
对比例6-10
[0042]
按照上述实施例同样的方法,按下表的原料重量份比例制备作为对比的聚酯薄膜。
[0043] 对比例6对比例7对比例8对比例9对比例10聚间苯二亚甲基二酰胺035404550新癸酸钴1022.53二丁基羟基甲苯33.504.551,4-二碘苯577.5010二氧化硅202225270pet8066.57993130制备单层基材层的切片量5wt%10wt%13wt%15wt%20wt%基材层厚度μm678910
[0044]
分别测试制备获得各聚脂薄膜的性能参数,同时将未添加任何功能母料的纯pet制备的8μm厚的薄膜进行对比,各性能参数如下表所示。
[0045][0046]
分别通过真空溅射工艺在上表所述聚脂薄膜的两侧表面形成金属铜溅射层,控制真空溅射的两侧金属铜层的厚度均为5nm,测试制备形成的薄膜的表面裂纹参数。
[0047][0048][0049]
通过上述膜层的性能参数和金属镀层的裂纹情况可见,通过添加本实用新型的聚酯功能母料制备的聚酯薄膜,其孔隙率、吸水率、氧气透过率等性能均有大幅提升,而且形
成金属铜导电层之后未见明显裂纹的扩展。
[0050]
进一步地,测试上表所示聚酯薄膜的两侧的金属铜溅射层的电阻率差异,如下表所示。
[0051][0052]
通过添加本实用新型的聚酯功能母料制备的聚酯薄膜,其上形成的金属铜溅射层的电阻率差异明显小于未添加功能母料的薄膜,表明其两侧结构具有更加优异的一致性。
[0053]
进一步地,由于本实用新型需要首先在基材层1的表面形成金属铜溅射层21,因而溅射时基材层1需要控制在较低的温度下运转。虽然改进后的基材层1的聚脂薄膜具有优异的孔隙率、吸水率、氧气透过率等性能,但是仍然需要防范低温下聚脂薄膜表面吸水然后溅射时释放水分对真空度的干扰问题。
[0054]
因此,在一个未图示的具体实施例中,为了避免溅射时基材层1的水分吸收和释放问题,可以在导电层2和基材层1之间的基材层1的外侧溅射形成有一层阻隔层,以对基材层1的表面形成包覆隔绝,并在基材层1的表面形成疏水结构。而由于阻隔层的厚度很小,为了提高阻隔层在基材层1的表面的附着力,需要在溅射形成阻隔层之前,对基材层1的表面进行电晕处理,以在基材层1的表面形成一层1-2nm厚的电晕层,之后再电晕层的外侧形成阻隔层。
[0055]
以实施例1-5制备的聚脂薄膜作为基材层,分别经过电晕处理、溅射阻隔层、溅射金属铜溅射层、电镀金属铜电镀层、电镀保护层,制备获得如下参数的复合铜箔膜。
[0056][0057]
通过测量参数可见,设置有电晕层和阻隔层的复合铜箔膜具备优异的电气性能,而且导电层附着力极强,常规使用几乎不会出现导电层剥离的情况。
[0058]
虽然通过电晕处理、溅射阻隔层的方式,可以提高复合铜薄膜的性能,然而电晕需要对聚脂薄膜单独进行处理,而且形成的电晕层随着时间的推移其表面附着力存在逐渐下降的趋势。因而,电晕处理和随后的溅射阻隔层需要间隔较短的时间,否则难以达到可控的效果。为了达到短时间间隔进行处理的能力,需要专用的电晕和溅射一体化设备,设备成本非常高,全国拥有的设备数量仅有数台,生产效率和产量均很难获得提升。
[0059]
图3显示了一种改进的在线涂布复合铜箔膜的结构示意图,如图所示,本实施例的在线涂布复合铜箔膜,由基材层1、形成在基材层1的两侧的在线涂布层12以及附着在在线涂布层12的外侧的导电层2构成。与前述实施例相同,本实施例的导电层2从内向外依次包括金属铜溅射层21、金属铜电镀层22以及保护层23;其中,金属铜溅射层21是采用真空溅射工艺形成在基材层的两侧表面的一层厚度为5-15nm的金属铜,金属铜电镀层22是采用水电镀工艺在金属铜溅射层21的外表面上生长形成的一层100-500nm的金属铜,保护层23是对金属铜电镀层22的外表面进行钝化处理后形成的致密保护层;所述保护层23是通过电镀工艺形成的一层5-15nm的金属铬保护层。
[0060]
图3所示实施例的重点在于在基材层1的两侧形成有在线涂布层12,通过在线涂布层12替换掉了前述未图示的实施例中的电晕层和阻隔层,简化了加工工艺,降低了设备需求,并能获得相当的性能效果。除在线涂布之外的结构和工艺与前述实施例相同,同样的内容不再一一赘述。
[0061]
在线涂布可以在基材层的生产过程中直接通过在线涂布机将化学物品涂布在基材层上,以获得与设置电晕层和阻隔层同样的技术效果。与电晕层和阻隔层设置不同的是,在线涂布可以在基材层的生产过程的后期直接形成,不需要将卷材重新展开操作,也不需要专用的电晕和溅射一体化设备,涂层形成均匀、速度快、效率高,成本低。
[0062]
本实用新型中,构成在线涂布层12的底涂液可以在构成基材层的聚酯薄膜拉伸之前、或者拉伸过程中涂布到厚片上,然后随着厚片拉伸成所需厚度的薄膜,其表面涂布的底
涂液随着拉伸变薄,经过拉伸过程中的高温一同固化形成在线涂布层12。
[0063]
在一个具体实施例中,在线涂布层12由丙烯酸树脂、粒径5-10nm的金属铜纳米颗粒、1,4-二氧六环、聚环氧乙烷、乙烯-醋酸乙烯共聚物均匀混合成底涂液,然后通过在线涂布固化形成。优选形成的在线涂布层12的厚度为0.3-0.5μm。
[0064]
具体地,所述在线涂布层12的各组分的质量比分别是,丙烯酸树脂:金属铜纳米颗粒:1,4-二氧六环:聚环氧乙烷:乙烯-醋酸乙烯共聚物为100:(5~10):(20~30):(10~15):(5~10)。
[0065]
其中,乙烯-醋酸乙烯共聚物可以选用日本三井公司出品的牌号为evaflex 550的乙烯-醋酸乙烯共聚物,其中所含醋酸乙烯聚合物的质量百分比为14%。
[0066]
按照下表的原料重量份比例,分别在实施例1-5制备的基材层上制备获得在线涂布层。
[0067] 实施例1实施例2实施例3实施例4实施例5丙烯酸树脂100100100100100金属铜纳米颗粒56.57.58.5101,4-二氧六环2022252830聚环氧乙烷1012131415乙烯-醋酸乙烯共聚物567.5810厚度(nm)300350400450500
[0068]
同样以实施例1-5制备的聚脂薄膜作为基材层,分别经过在线涂布、溅射金属铜溅射层、电镀金属铜电镀层、电镀保护层,制备获得如下参数的复合铜箔膜。
[0069][0070]
通过测量参数可见,本实用新型的在线涂布复合铜箔膜与之前的设置电晕层和阻隔层的技术效果相当,同样具备优异的电气性能,而且导电层附着力也是极强,常规使用几乎不会出现导电层剥离的情况。
[0071]
本领域技术人员应当理解,虽然本技术是按照多个实施例的方式进行描述的,但是并非每个实施例仅包含一个独立的技术方案。说明书中如此叙述仅仅是为了清楚起见,本领域技术人员应当将说明书作为一个整体加以理解,并将各实施例中所涉及的技术方案
看作是可以相互组合成不同实施例的方式来理解本技术的保护范围。
[0072]
以上所述仅为本技术示意性的具体实施方式,并非用以限定本技术的范围。任何本领域的技术人员,在不脱离本技术的构思和原则的前提下所作的等同变化、修改与结合,均应属于本技术保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1