一种引爆管的自动组装装置的制作方法
本技术涉及自动化设备,特别涉及一种引爆管的自动组装装置。
背景技术:
1、在爆破过程中,需要引爆管进行引爆操作;引爆管包括引爆管主体和引爆管壳体,引爆管主体内设置有限位块,引爆管壳体与限位块相对应位置设置有缺口,其两者在组装过程中,需要把引爆管壳体上的缺口和限位块对齐卡合连接,从而实现引爆管主体和引爆管壳体的组装;在现有技术中引爆管主体和引爆管壳体的组装一般是依靠人工进行,需要操作人员去手动对齐缺口和限位块的位置,这样的组装效率比较低下,同时随着人力成本的不断上升,使得引爆管的组装成本也不断增加;故提供一种引爆管的自动组装装置,用于解决引爆管的组装效率低下和自动化程度不高的问题。
技术实现思路
1、本实用新型的目的之一在于提供一种引爆管的自动组装装置,以便于解决引爆管的组装效率低下和自动化程度不高的问题。
2、本实用新型一种引爆管的自动组装装置可以通过下列技术方案来实现:
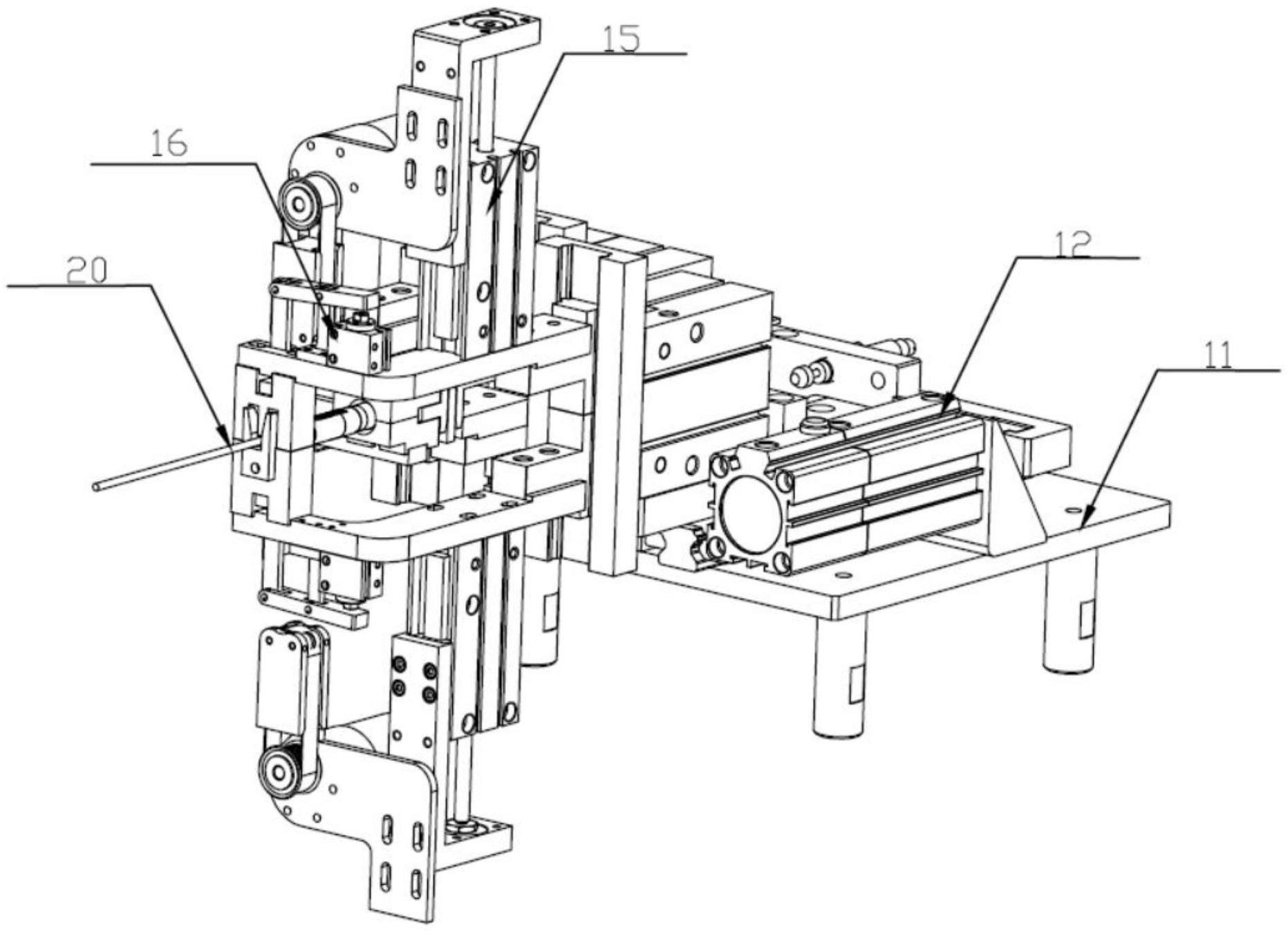
3、本实用新型一种引爆管的自动组装装置包括支撑座;活动设置在所述支撑座上的限位移动组件,其对引爆管壳体进行活动支撑,同时所述限位移动组件带动所述引爆管壳体运动;设置在所述支撑座上且设置在所述限位移动组件侧边的夹紧组件,其对引爆管主体进行夹紧操作;设置在所述支撑座上且设置在所述夹紧组件侧边的定位组件,其对所述引爆管壳体上的缺口进行定位;分别活动设置在所述限位移动组件上的两个旋转组件,其两者带动所述引爆管壳体转动;分别活动设置在所述限位移动组件上的两个压紧组件,其两者对所述引爆管壳体进行固定。
4、在其中一种实施方式中,所述限位移动组件包括双节气缸、滑轨、滑动座、第一夹紧气缸和两个第一夹爪;所述双节气缸设置在所述支撑座上;所述滑轨固定设置在所述支撑座上且设置在所述双节气缸的侧边;所述滑动座活动设置在所述滑轨上且与所述双节气缸连接;所述第一夹紧气缸设置在所述滑动座上;两个所述第一夹爪活动设置在所述第一夹紧气缸上。
5、在其中一种实施方式中,两个所述旋转组件分别对称设置在相对应的所述第一夹爪上,其两者配合对所述引爆管壳体进行转动操作。
6、在其中一种实施方式中,所述旋转组件包括伸缩气缸、连接块和旋转结构;所述伸缩气缸设置在相对应的所述第一夹爪上;所述连接块分别连接所述伸缩气缸和所述旋转结构。
7、在其中一种实施方式中,所述旋转结构包括旋转电机、主动轮、传动带、壳体和两个轴承;所述旋转电机设置在所述连接块上;所述主动轮与所述旋转电机的转动轴连接;两个所述轴承活动设置在所述壳体上,其两者通过所述传动带与所述主动轮连接,所述传动带贯穿所述壳体。
8、在其中一种实施方式中,所述压紧组件包括压紧气缸和压紧爪,所述压紧气缸设置在相对应的所述第一夹爪上;所述压紧爪与所述压紧气缸连接且贯穿相对应的所述第一夹爪。
9、在其中一种实施方式中,所述夹紧组件包括第二夹紧气缸和两个第二夹爪;所述第二夹紧气缸设置在所述支撑座上;两个所述第二夹爪活动设置在所述第二夹紧气缸上。
10、在其中一种实施方式中,所述定位组件包括第三夹紧气缸、两个第三夹爪和定位块;所述第三夹紧气缸设置在所述支撑座上;两个所述第三夹爪分别活动设置在所述第三夹紧气缸上且分别设置在相对应的所述第二夹爪的前方;所述定位块固定设置在其中一个所述第三夹爪上,其尺寸与所述引爆管壳体上的缺口匹配。
11、与现有技术相比,本实用新型一种引爆管的自动组装装置的有益效果为:
12、本实用新型一种引爆管的自动组装装置通过夹紧组件对引爆管主体进行固定操作,限位移动组件带动引爆管壳体向定位组件运动,两个旋转组件配合对引爆管壳体进行转动操作,当引爆管壳体上的缺口与定位块匹配时,两个旋转组件停止工作且脱离引爆管壳体;两个压紧组件配合对引爆管壳体进行固定;限位移动组件再次带动引爆管壳体向引爆管主体运动,由于引爆管壳体的缺口和引爆管主体的限位块在同一直线上,使得引爆管壳体上的缺口与引爆管主体内的限位块进行卡合,从而实现引爆管主体和引爆管壳体的紧固连接,有效地实现引爆管自动组装过程;
13、本实用新型一种引爆管的自动组装装置通过限位移动组件、夹紧组件、定位组件、旋转组件和压紧组件的相互配合,实现了引爆管主体和引爆管壳体的自动组装过程,有效地解决了引爆管的组装效率低下和自动化程度不高的问题,较大的提高了组装效率,降低了组装成本。
技术特征:
1.一种引爆管的自动组装装置,其特征在于,包括支撑座;活动设置在所述支撑座上的限位移动组件,其对引爆管壳体进行活动支撑,同时所述限位移动组件带动所述引爆管壳体运动;设置在所述支撑座上且设置在所述限位移动组件侧边的夹紧组件,其对引爆管主体进行夹紧操作;设置在所述支撑座上且设置在所述夹紧组件侧边的定位组件,其对所述引爆管壳体上的缺口进行定位;分别活动设置在所述限位移动组件上的两个旋转组件,其两者带动所述引爆管壳体转动;分别活动设置在所述限位移动组件上的两个压紧组件,其两者对所述引爆管壳体进行固定。
2.根据权利要求1所述的一种引爆管的自动组装装置,其特征在于,所述限位移动组件包括双节气缸、滑轨、滑动座、第一夹紧气缸和两个第一夹爪;所述双节气缸设置在所述支撑座上;所述滑轨固定设置在所述支撑座上且设置在所述双节气缸的侧边;所述滑动座活动设置在所述滑轨上且与所述双节气缸连接;所述第一夹紧气缸设置在所述滑动座上;两个所述第一夹爪活动设置在所述第一夹紧气缸上。
3.根据权利要求2所述的一种引爆管的自动组装装置,其特征在于,两个所述旋转组件分别对称设置在相对应的所述第一夹爪上,其两者配合对所述引爆管壳体进行转动操作。
4.根据权利要求3所述的一种引爆管的自动组装装置,其特征在于,所述旋转组件包括伸缩气缸、连接块和旋转结构;所述伸缩气缸设置在相对应的所述第一夹爪上;所述连接块分别连接所述伸缩气缸和所述旋转结构。
5.根据权利要求4所述的一种引爆管的自动组装装置,其特征在于,所述旋转结构包括旋转电机、主动轮、传动带、壳体和两个轴承;所述旋转电机设置在所述连接块上;所述主动轮与所述旋转电机的转动轴连接;两个所述轴承活动设置在所述壳体上,其两者通过所述传动带与所述主动轮连接,所述传动带贯穿所述壳体。
6.根据权利要求2所述的一种引爆管的自动组装装置,其特征在于,所述压紧组件包括压紧气缸和压紧爪,所述压紧气缸设置在相对应的所述第一夹爪上;所述压紧爪与所述压紧气缸连接且贯穿相对应的所述第一夹爪。
7.根据权利要求1所述的一种引爆管的自动组装装置,其特征在于,所述夹紧组件包括第二夹紧气缸和两个第二夹爪;所述第二夹紧气缸设置在所述支撑座上;两个所述第二夹爪活动设置在所述第二夹紧气缸上。
8.根据权利要求7所述的一种引爆管的自动组装装置,其特征在于,所述定位组件包括第三夹紧气缸、两个第三夹爪和定位块;所述第三夹紧气缸设置在所述支撑座上;两个所述第三夹爪分别活动设置在所述第三夹紧气缸上且分别设置在相对应的所述第二夹爪的前方;所述定位块固定设置在其中一个所述第三夹爪上,其尺寸与所述引爆管壳体上的缺口匹配。
技术总结
本技术公开了一种引爆管的自动组装装置,包括支撑座;活动设置在所述支撑座上的限位移动组件;设置在所述支撑座上且设置在所述限位移动组件侧边的夹紧组件;设置在所述支撑座上且设置在所述夹紧组件侧边的定位组件;分别活动设置在所述限位移动组件上的两个旋转组件;分别活动设置在所述限位移动组件上的两个压紧组件。本技术通过两个旋转组件带动引爆管壳体转动,使得引爆管壳体的缺口和定位组件中的定位块对齐,两个压紧组件对引爆管壳体进行固定,使得限位移动组件带动引爆管壳体与引爆管主体扣合连接,有效地实现引爆管自动组装过程。
技术研发人员:林日胜,钟家宁,林日添
受保护的技术使用者:深圳市新业自动化科技有限公司
技术研发日:20221228
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!