高阻隔双向拉伸聚乙烯膜、制备方法及应用与流程
本发明涉及塑料膜,具体涉及一种高阻隔双向拉伸聚乙烯膜、制备方法及应用。
背景技术:
1、双向拉伸聚乙烯膜阻氧阻水性能差,阻碍了其在包装上的应用,为了提高双向拉伸聚乙烯膜阻氧阻水性能,行业常用的方法是在双向拉伸聚乙烯膜上采用镀铝的方式制备高阻隔复合膜,但是该高阻隔复合膜回收再利用比较麻烦,不符合国家发展绿色经济的目标,因此,提供一种利于回收的高阻隔双向拉伸聚乙烯膜成为本行业亟需解决的问题。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种高阻隔双向拉伸聚乙烯膜、制备方法及应用,解决了双向拉伸聚乙烯膜采用镀铝方式制备高阻隔复合膜,不利于回收的技术问题。
3、(二)技术方案
4、为实现以上目的,本发明通过以下技术方案予以实现:
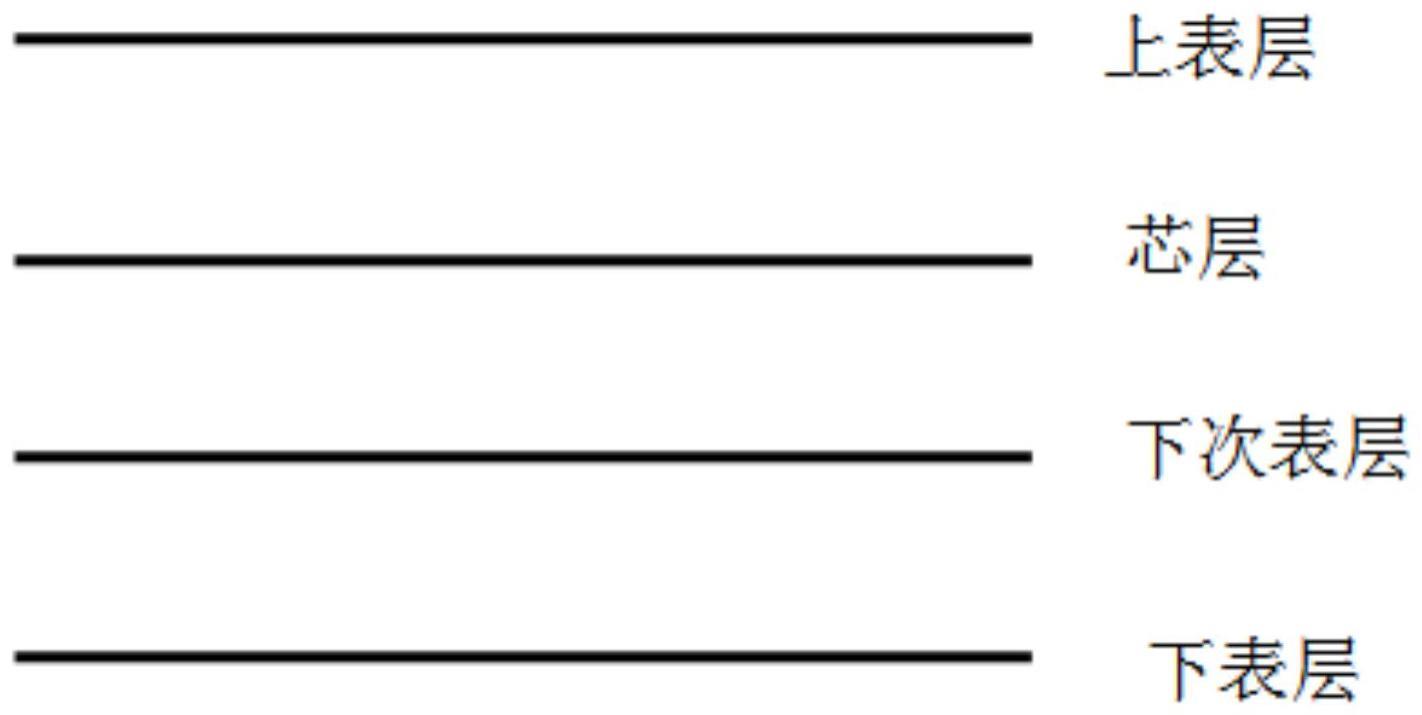
5、一种高阻隔双向拉伸聚乙烯膜,由上到下依次包括:上表层、芯层、下次表层、下表层;
6、所述上表层组分包括聚乙烯与防粘剂,所述防粘剂占所述聚乙烯与防粘剂总质量的1-3%;
7、所述芯层组分包括聚乙烯共混料、防雾母料、抗静电母料,所述防雾母料占所述聚乙烯共混料、防雾母料、抗静电母料总质量的3-5%;所述抗静电母料占所述聚乙烯共混料、防雾母料、抗静电母料总质量的3-5%;
8、所述下次表层组分包括乙烯-乙烯醇共聚物;
9、所述下表层的组分包括聚乙烯与防粘剂,所述防粘剂占所述聚乙烯与防粘剂总质量的2-4%;
10、所述上表层、芯层、下表层的聚乙烯总量占所述高阻隔双向拉伸聚乙烯膜质量比大于80%。
11、优选地,所述抗静电母料包括单甘脂、塑化剂和聚乙烯,所述单甘脂、塑化剂和聚乙烯的质量比为25-35:0.1-0.5:65-75。
12、优选地,所述聚乙烯共混料包括相容剂、蒙脱石及聚乙烯,所述聚乙烯、相容剂、蒙脱石的质量比为97-85:0.1-0.5:2-10。
13、优选地,所述相容剂由聚丙烯接枝马来酸酐制得。
14、优选地,所述蒙脱石的比表面积为40-70m2/g。
15、优选地,所述上表层的厚度为1.5-3μm;所述芯层的厚度为15-40μm;所述下次表层的厚度为1.5-2μm;所述下表层的厚度为1-2μm。
16、另一方面,本发明提供一种高阻隔双向拉伸聚乙烯膜的制备方法,包括如下步骤:
17、(1)分别制备上表层、芯层、下次表层、下表层原料;
18、(2)将所述上表层、芯层、下次表层、下表层原料分四流道同时从一个模口挤出,形成厚片;
19、(3)将所述厚片依次经过纵向拉伸、横向拉伸处理,形成薄膜;
20、(4)将所述薄膜通过激冷辊在冷却温度为30-35℃下冷却后,电晕处理,得到高阻隔bopp膜。
21、优选地,所述纵向拉伸工艺为:预热温度为100-110℃,拉伸温度为80-90℃,拉伸倍率为4.8-5.0,定型温度为110-120℃。
22、优选地,所述横向拉伸工艺为:预热温度为120-130℃,拉伸温度为115-125℃,拉伸倍率为7-9,定型温度为125-135℃。
23、另一方面,本发明提供一种高阻隔双向拉伸聚乙烯膜在制备食品包装袋上的应用,所述食品包装袋的透水率为1.0-1.5g/m2·24h,透氧率为1.0-3.8cm3/m2·24h·0.1mpa。
24、(三)有益效果
25、本发明提供了一种高阻隔双向拉伸聚乙烯膜、制备方法及应用。
26、与现有技术相比,具备以下有益效果:
27、1、乙烯-乙烯醇共聚物(evoh)具有良好的阻氧性,但是阻水性能较差,而聚乙烯有较好的阻水性能,本发明申请高阻隔双向拉伸聚乙烯膜由上到下依次包括上表层、芯层、下次表层、下表层;其中芯层组分包括聚乙烯共混料,下次表层组分包括乙烯-乙烯醇共聚物,通过芯层与下次表层的协同作用从而实现本发明申请高阻隔双向拉伸聚乙烯膜的阻水和阻氧性能。
28、2、本发明申请高阻隔双向拉伸聚乙烯膜聚乙烯的占比超过80%,具有可回收使用的特性。
29、3、evoh是乙烯和己烯醇的共聚物,和乙烯有较好的融合性,不需要增加额外粘结剂。
30、4、通过在芯层原料中添加防雾母料,可实现薄膜良好的防雾效果。
31、5、上表层使用热封料,可实现薄膜的热封效果。热封料里面添加一定量的防粘剂,从而达到较好的防粘效果。
技术特征:
1.一种高阻隔双向拉伸聚乙烯膜,其特征在于,由上到下依次包括:上表层、芯层、下次表层、下表层;
2.如权利要求1所述的高阻隔双向拉伸聚乙烯膜,其特征在于,所述抗静电母料包括单甘脂、塑化剂和聚乙烯,所述单甘脂、塑化剂和聚乙烯的质量比为25-35:0.1-0.5:65-75。
3.如权利要求1所述的高阻隔双向拉伸聚乙烯膜,其特征在于,所述聚乙烯共混料包括相容剂、蒙脱石及聚乙烯,所述聚乙烯、相容剂、蒙脱石的质量比为97-85:0.1-0.5:2-10。
4.如权利要求3所述的高阻隔双向拉伸聚乙烯膜,其特征在于,所述相容剂由聚丙烯接枝马来酸酐制得。
5.如权利要求3所述的高阻隔双向拉伸聚乙烯膜,其特征在于,所述蒙脱石的比表面积为40-70m2/g。
6.如权利要求1所述的高阻隔双向拉伸聚乙烯膜,其特征在于,所述上表层的厚度为1.5-3μm;所述芯层的厚度为15-40μm;所述下次表层的厚度为1.5-2μm;所述下表层的厚度为1-2μm。
7.如权利要求1-6任一项所述的高阻隔双向拉伸聚乙烯膜的制备方法,其特征在于,包括如下步骤:
8.如权利要求7所述的制备方法,其特征在于,所述纵向拉伸工艺为:预热温度为100-110℃,拉伸温度为80-90℃,拉伸倍率为4.8-5.0,定型温度为110-120℃。
9.如权利要求7所述的制备方法,其特征在于,所述横向拉伸工艺为:预热温度为120-130℃,拉伸温度为115-125℃,拉伸倍率为7-9,定型温度为125-135℃。
10.一种权利要求1-6任一项所述的高阻隔双向拉伸聚乙烯膜或权利要求7-9任一项所述的方法制备的高阻隔双向拉伸聚乙烯膜在制备食品包装袋上的应用,所述食品包装袋的透水率为1.0-1.5g/m2·24h,透氧率为1.0-3.8cm3/m2·24h·0.1mpa。
技术总结
本发明提供一种高阻隔双向拉伸聚乙烯膜、制备方法及应用。高阻隔双向拉伸聚乙烯膜由上到下依次包括:上表层、芯层、下次表层、下表层;上表层组分包括聚乙烯与防粘剂,防粘剂占聚乙烯与防粘剂总质量的1‑3%;芯层组分包括聚乙烯共混料、防雾母料、抗静电母料,防雾母料占聚乙烯共混料、防雾母料、抗静电母料总质量的3‑5%;抗静电母料占聚乙烯共混料、防雾母料、抗静电母料总质量的3‑5%;下次表层组分包括乙烯‑乙烯醇共聚物;下表层的组分包括聚乙烯与防粘剂,防粘剂占聚乙烯与防粘剂总质量的2‑4%;上表层、芯层、下表层的聚乙烯总量与高阻隔双向拉伸聚乙烯膜的质量比大于80%,高阻隔双向拉伸聚乙烯膜阻水和阻氧性能好,具有可回收使用特性。
技术研发人员:齐先锋,钟长江,王兆中,王健,陈普
受保护的技术使用者:安徽金田高新材料股份有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!