一种耐磨抗污网布及其生产工艺的制作方法
本发明涉及网布生产,特别涉及一种耐磨抗污网布及其生产工艺。
背景技术:
1、具有网孔的织物即网布;有机织网布和针织网布(目前还有非织造),其中机织网布有白织或色织;透气性好,经漂染加工后,布身挺爽,除了做夏季服装外,尤其适宜做窗帘、蚊帐等用品;网孔大小一致用于印花,过滤等;机织网布的织制方法一般有三种:一种是用二组经纱(地经与绞经),相互扭绞后形成梭口,与纬纱交织(见纱罗组织);绞经是利用一种特制的绞综(亦称半综)时而扭绞在地经的左面,经过一次投纬后,扭绞到地经的右面,因相互扭绞与纬纱交织形成的网眼形小孔,结构稳定,称为纱罗;另一种是利用提花组织或穿筘方法的变化,经纱以三根为一组,穿入一个筘齿,也可织出布面有小孔的织物,但网孔结构不稳定,容易移动,所以也称假纱罗;还有一种平纹组织,方平组织利用筘齿密度和纬密形成网孔(筛网);针织网布也分两种,纬编针织网布和经编针织网布,原料一般为锦纶、涤纶、氨纶等,针织网布的成品很多叫法不一。
2、现如今网布应用十分广泛,但传统的网布耐磨抗污性能差,而且传统的网布的生产工艺不合理,导致网布质量差,因此需要设计一种耐磨抗污网布。
技术实现思路
1、针对现有技术中的上述不足,本发明提供了一种耐磨抗污网布及其生产工艺,其目的是解决传统的网布耐磨抗污性能差,而且传统的网布的生产工艺不合理,导致网布质量差等问题。
2、为了达到上述发明目的,本发明采用的技术方案为:
3、一种耐磨抗污网布,包括第一胶膜、耐磨网布和第二胶膜,所述耐磨网布由耐磨复合单丝经编织工艺制得,所述耐磨网布两侧设有第一胶膜和第二胶膜。
4、进一步地,所述第一胶膜和第二胶膜包括以下质量份数的原料:悬浮法-聚氯乙烯树脂粉pvc45-55份、邻苯二甲酸二异壬酯dinp26-28份、乙二酸二辛酯doa5-6份、环氧大豆油epo1-2份、三氧化二锑2.5-3份、紫外线吸收剂uv-p0.1-0.15份、抗氧剂10760.05-0.1份、钡锌液体安定剂0.9-1.1份、氢氧化镁mg(oh)5-6.5份和有机颜料1-1.5份。
5、进一步地,所述外层包括以下重量份的原料:聚己二酰己二胺5~10份、聚癸二酰癸二胺50~60份、聚己二酰丁二胺1~5份、石墨烯2~3份、纳米二氧化硅3~4.5份、润滑剂3~5份、分散剂4~6份;
6、进一步地,所述耐磨复合单丝包括内层和外层,所述外层包覆于所述内层的外周;所述内层和外层的截面面积之比为2:1.5-1.8;所述内层包括以下重量份的原料:聚己二酰己二胺40~65份、聚癸二酰癸二胺2~4份、羧基化碳纳米管1~3份。
7、进一步地,所述内层和外层均还包括以下重量份的原料:热稳定剂1~2份;所述热稳定剂为热稳定剂s001。
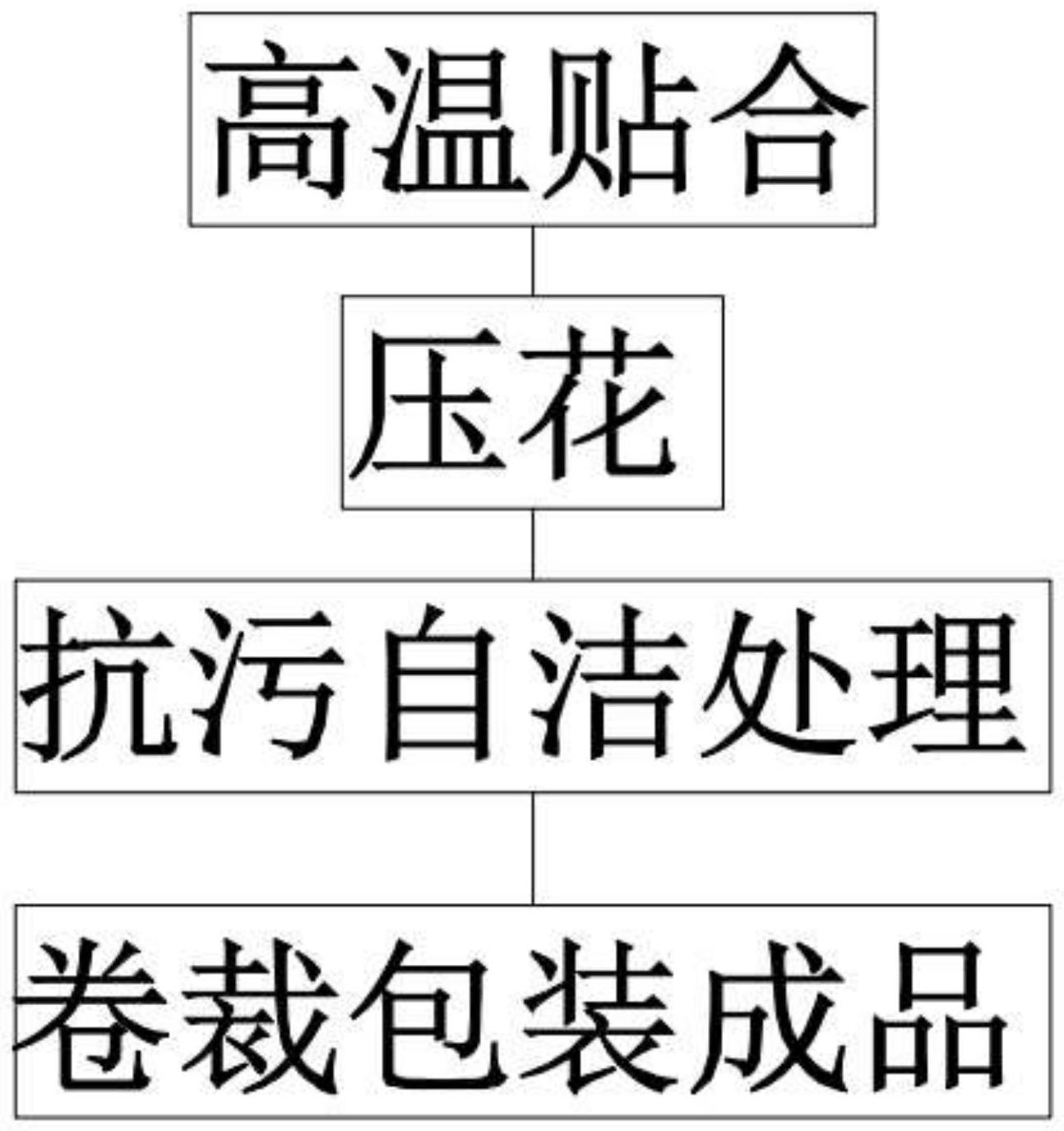
8、一种耐磨抗污网布的生产工艺,包括以下步骤:
9、a1:高温贴合,将第一胶膜、第二胶膜和耐磨网布充分加热或预热后,在贴合压花装置处把三层同时贴合在一起,正面是一支压花钢辊,底面是橡胶,把将近熔融态的第一胶膜、第二胶膜和网布结合在一起;贴合压力为6-8mpa,贴合温度为200-240℃,贴合辊速度为3-6m/min;
10、a2:压花,将a1得到的半成品夹网布采用压花机的压花辊进行上、下表面压花处理,得到印花后的耐磨抗污,然后将印花后的耐磨抗污经过冷却辊充分冷却定型,压花辊采用油压推动,油压调整在7-8mpa;
11、a3:抗污自洁处理,将a2得到的半成品夹网布采用除尘机在其上下面进行除尘处理,反复操作三次;
12、a4:卷裁包装成品,将a3得到的成品耐磨抗污进行检验、卷成成品
13、进一步地,所述第一胶膜和第二胶膜的制备方法均包括以下步骤:
14、b1:高速混合搅拌,将原材料按配方投入高速共混机中,在160-180℃温度下搅拌20-30分钟,混好的物料排入低速冷搅锅分散冷却至18-23℃,然后排入储料罐中;
15、b2:过滤,将b1中得到的物料在滤网上进行过滤,得到糊状浆料;
16、b3:加热辊炼,糊状浆料注入高温辊炼炉中进行加压辊炼,反应温度为200-220℃,压强为80mpb,持续反应5h;
17、b4:延压成胶膜,将b3所得的浆料经压延机压延成型,制作出厚度为6mm-8mm的胶膜,其中,螺杆温度为210℃-220℃,输送段温度为220℃-230℃,挤出压力为80mpa-100mpa,干燥温度为110℃-120℃,干燥时长为7h-8h,生产速度为15m/min-35m/min。
18、进一步地,所述耐磨网布的制备方法包括以下步骤:
19、c1、前清洗:将聚乙烯纤维进行清洗,将聚乙烯纤维放入水箱中,然后在水箱中放入超声波振板,当聚乙烯纤维放入水箱中时,对超声波振板进行供电,对聚乙烯纤维进行清洗,然后进行烘干;
20、c2、制纱线:将聚乙烯纤维制成纱线;
21、c3、纱线前处理:对c2制成的纱线进行处理;
22、c4、摩擦附着静电:选择合适的材质与纱线摩擦,使纱线携带静电;
23、c6、浸泡:将纱线依次放入耐磨液和抗污液中浸泡;
24、c7:干燥:对浸泡后纱线进行干燥;
25、c8:织布:使用烘干后的纱线进行织网布;
26、c9:后整理:烧毛-退浆-定型-预缩;
27、c10:检测:对布的性能进行检查。
28、本发明的有益效果为:
29、本发明的一种耐磨抗污网布及其生产工艺,通过精选原料组成,并优化各原料含量,耐磨网布采用特殊的高耐磨复合单丝编织而成;各原料相容性良好,既充分发挥各自的优点,又相互补充,相互促进,制得的耐磨网布的耐磨性能优异;撕破强力大,且拉伸强力大,具有高强度,力学性能好,使用寿命长;采用高温贴合的方式将胶膜贴合在网布的上下表面形成夹网布,并且结合其他工艺,不仅生产工艺简单,科学合理,而且采用的工艺和选材极大提高了产品阻燃安全性能,生产出来的产品不仅具有较好的抗拉以及耐撕裂性能,而且,重金属含量较低,可有效避免小孩与其接触后出现中毒的现象;此外,通过本发明工艺制得的产品成本低廉,还具有很高的市场竞争力和显著的经济效益综合使用性能好。
技术特征:
1.一种耐磨抗污网布,其特征在于,包括第一胶膜、耐磨网布和第二胶膜,所述耐磨网布由耐磨复合单丝经编织工艺制得,所述耐磨网布两侧设有第一胶膜和第二胶膜。
2.根据权利要求1所述的一种耐磨抗污网布,其特征在于:所述第一胶膜和第二胶膜包括以下质量份数的原料:悬浮法-聚氯乙烯树脂粉pvc45-55份、邻苯二甲酸二异壬酯dinp26-28份、乙二酸二辛酯doa5-6份、环氧大豆油epo1-2份、三氧化二锑2.5-3份、紫外线吸收剂uv-p0.1-0.15份、抗氧剂10760.05-0.1份、钡锌液体安定剂0.9-1.1份、氢氧化镁mg(oh)5-6.5份和有机颜料1-1.5份。
3.根据权利要求1所述的一种耐磨抗污网布,其特征在于:所述外层包括以下重量份的原料:聚己二酰己二胺5~10份、聚癸二酰癸二胺50~60份、聚己二酰丁二胺1~5份、石墨烯2~3份、纳米二氧化硅3~4.5份、润滑剂3~5份、分散剂4~6份。
4.根据权利要求1所述的一种耐磨抗污网布,其特征在于:所述耐磨复合单丝包括内层和外层,所述外层包覆于所述内层的外周;所述内层和外层的截面面积之比为2:1.5-1.8;所述内层包括以下重量份的原料:聚己二酰己二胺40~65份、聚癸二酰癸二胺2~4份、羧基化碳纳米管1~3份。
5.根据权利要求1所述的一种耐磨抗污网布,其特征在于:所述内层和外层均还包括以下重量份的原料:热稳定剂1~2份;所述热稳定剂为热稳定剂s001。
6.一种耐磨抗污网布的生产工艺,包括权利要求1至5任一项所述的一种耐磨抗污网布,其特征在于:包括以下步骤:
7.根据权利要求6所述的一种耐磨抗污网布的生产工艺,其特征在于:所述第一胶膜和第二胶膜的制备方法均包括以下步骤:
8.根据权利要求6所述的一种耐磨抗污网布的生产工艺,其特征在于:所述耐磨网布的制备方法包括以下步骤:
技术总结
本发明公开了一种耐磨抗污网布及其生产工艺,包括第一胶膜、耐磨网布和第二胶膜,所述耐磨网布由耐磨复合单丝经编织工艺制得,所述耐磨网布两侧设有第一胶膜和第二胶膜,耐磨抗污网布的生产工艺,包括以下步骤:高温贴合、压花、抗污自洁处理和卷裁包装成品。本发明的一种耐磨抗污网布及其生产工艺,通过精选原料组成,并优化各原料含量,耐磨网布采用特殊的高耐磨复合单丝编织而成;采用高温贴合的方式将胶膜贴合在网布的上下表面形成夹网布,并且结合其他工艺,不仅生产工艺简单,科学合理,而且采用的工艺和选材极大提高了产品阻燃安全性能,具有很高的市场竞争力和显著的经济效益综合使用性能好。
技术研发人员:吴明生,张志坚,张劲松,贾如桃
受保护的技术使用者:淮安市盛曜工业有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!