一种耐污抗变形肤感模压门板及其制作工艺的制作方法
:本发明涉及家具板材,具体讲是一种耐污抗变形肤感模压门板及其制作工艺。
背景技术
0、
背景技术:
1、肤感模压门板因款式多样,一体包边成型深受橱衣柜市场喜爱,然而由于造型镂铣的加工需要,以及两边饰面层材料张力不同,容易导致门板发生变形问题,且耐污染效果较差。
2、为解决变形问题,许多厂家将背面的饰面层由三聚氰胺浸渍纸改成了厚度0.1-0.12mm的pvc膜,来提高与正面饰面肤感膜的应力平衡,但这无疑增加了制作成本与工艺复杂度,且较薄的pvc膜,其纹理、花色的装饰效果较差,降低了产品的美观效果。因此,有待进一步改进。
技术实现思路
0、
技术实现要素:
1、本发明所要解决的技术问题是,提供一种耐污抗变形肤感模压门板及其制作工艺,以解决现有市场上肤感模压门板在使用过程中容易受潮变形,表面沾染污渍,难以擦除、打理的问题,该耐污抗变形肤感模压门板结合性能良好,产品结构稳定,表面理化性能优秀,有效耐污、易打理,并且加工方便。
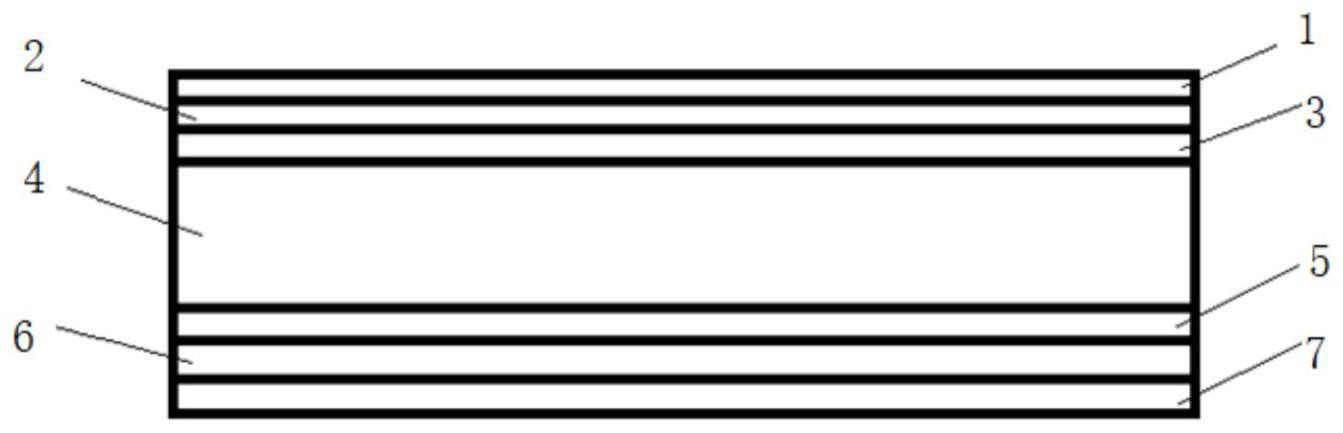
2、本发明的技术解决方案是,提供一种耐污抗变形肤感模压门板,包括由上到下依次设置的第一饰面层、稳定层、第一平衡层、基材层、第二平衡层、第二饰面层和耐污层,其中,所述基材层为中密度纤维板,所述第一饰面层为三聚氰胺浸渍纸,所述稳定层为喷熔无纺布,所述第一平衡层和所述第二平衡层为树脂膜,所述第二饰面层为肤感膜,其中,所述第一饰面层、所述稳定层、所述第一平衡层和所述基材层一侧层叠后热压复合,所述肤感膜、所述第二平衡层与所述基材层另一侧层热压复合。
3、本发明用平衡层的聚乙烯薄膜,代替了原有的液体胶黏剂,省去了涂胶的人工和等待干燥的耗时,加工简单;同时,聚乙烯薄膜由于良好的热塑性可以很好的和基材表面结合,对中密度纤维板形成了良好的包覆效果,避免水分发生移动,减小吸潮、变形的风险,使得结合性能良好,产品结构稳定,同时在第一饰面层下选择增加稳定层喷熔无纺布,可以更好的提升浸渍纸的韧性和抗张强度,避免因模压门板正面肤感膜张力过大导致背面开裂、变形等现象,可以更好的抵抗正反面材质不同而产生的应力差;并且该背面结构的选择,相比背面吸塑薄的pvc膜,其制作成本和工艺复杂度均有所降低;而耐污涂层可以在后续模压门板制作成型后进行涂覆处理,避免了在肤感膜制作过程时表面处理,导致其硬度、脆性加大,无法折弯做造型的问题,并且涂覆干燥后表面成膜效果好,可以有效避免污渍沾染,提升耐污性能。
4、作为优选,所述耐污层为高分子树脂涂刷而成,所述高分子树脂按质量份数计,包括30-50份的水性聚氨酯,30-60份的丙烯酸树脂,2-8份的氟改性剂甲基丙烯酸十二氟庚酯,3-5份的全氟辛基己二醇,2-5份的硅改性剂羟基硅油以及3-10份的丁二醇酯。。
5、作为优选,熔喷无纺布厚度为0.15-0.25mm,克重为80-180g/m2。
6、作为优选,树脂膜为聚乙烯薄膜,厚度为0.08-0.12mm,密度为0.8-0.9g/cm3。
7、作为优选,所述水性聚氨酯乳液需满足如下指标:固含量37±1%,ph值(25℃)6.0-7.0,粘度250-400mpa·s,断裂伸长率1400%,拉伸强度1.3mpa。
8、进一步的,中密度纤维板为经镂铣打磨处理的预处理中密度纤维板。
9、进一步的,肤感膜为吸塑pvc膜。
10、另外,本发明还提供一种上述的耐污抗变形肤感模压门板的制作工艺,包括以下步骤,
11、步骤1,选取特定厚度和克重的喷熔无纺布和聚乙烯薄膜,将作为第一饰面层的三聚氰胺浸渍纸、作为稳定层的喷熔无纺布、作为平衡层的聚乙烯薄膜依次放置在作为基材层的中密度纤维板(已镂铣打磨处理)表面,通过单层热压机将三者复合在一起,热压温度120-140℃,时间2-3min,单位压力0.8-1.0mpa;
12、步骤2,将作为平衡层的聚乙烯薄膜和作为第二饰面层的肤感膜裁切为相同规格大小后,放入吸塑模压机器,通过对聚乙烯薄膜和肤感膜进行加热,并对设备腔内进行加压,温度设定在130-160℃之间,根据不同的肤感膜软化温度而调整,之后注入压缩空气,进行加压软化,使得pvc膜包覆在板件上;
13、步骤3,当作为第二饰面层的肤感膜模压在样板表面稳定后,将作为耐污层的功能性树脂涂覆在模压门板表面,由于板面造型多样,辊涂方式无法充分涂布;因此采用涂刷方式进行涂层处理,涂布量控制在15-25g/m2,涂覆后采用低温干燥,温度在70-85℃,时间30-60min;干燥后养生2-5天即可得到耐污抗变形肤感模压门板成品。
14、作为优选,包括以下步骤,
15、步骤1,选取克重为120g/m2,厚度0.12mm的喷熔无纺布和厚度0.08mm,密度0.8g/cm3的聚乙烯薄膜,将三聚氰胺浸渍纸、喷熔无纺布、聚乙烯薄膜依次放置在已镂铣打磨处理的中密度纤维板表面,通过单层热压机将三者复合在一起,热压温度130℃,时间2min,单位压力0.8mpa;
16、步骤2,将厚度0.08mm,密度0.8g/cm3的聚乙烯薄膜和厚度0.35mm的肤感膜裁切为相同规格大小后,放入吸塑模压机器,通过对聚乙烯薄膜和肤感膜进行加热,并对设备腔内进行加压,温度设定在150℃之间,设定正压4.0bar、负压-0.7bar,预热时间40秒后,抽真空处理8秒,再加压处理20秒,使得pvc膜包覆在板件上;
17、步骤3,当肤感膜模压在样板表面稳定后,将功能性树脂涂覆在模压门板表面,由于板面造型多样,辊涂方式无法充分涂布;因此采用涂刷方式进行涂层处理,涂布量控制在25g/m2,涂覆后进行干燥,温度在80℃左右,时间40min;干燥后养生3天即可得到耐污抗变形肤感模压门板,其中,功能性树脂按质量份数计,包括35份的水性聚氨酯、45份的丙烯酸树脂,5份的氟改性剂甲基丙烯酸十二氟庚酯,5份的全氟辛基己二醇,3份的硅改性剂羟基硅油和7份的丁二醇酯。
18、与现有技术相比,本发明的有益效果是:
19、(1)制作工艺简单:本发明通过作为平衡层的聚乙烯薄膜,代替了原有的液体胶黏剂,省去了涂胶的人工和等待干燥的耗时;
20、(2)结合性能良好,产品结构稳定:本发明所用的薄膜类胶黏剂(聚乙烯膜)由于良好的热塑性可以很好的和基材表面结合,对中密度纤维板形成了良好的包覆效果,避免水分发生移动,减小吸潮、变形的风险;
21、在第一饰面层下选择增加作为稳定层的喷熔无纺布,可以更好的提升浸渍纸的韧性和抗张强度,避免因模压门板正面pvc膜张力过大导致背面开裂、变形等现象,可以更好的抵抗正反面材质不同而产生的应力差;并且该背面结构的选择,相比背面吸塑薄的pvc膜,其制作成本和工艺复杂度均有所降低;
22、(3)表面理化性能优秀,有效耐污、易打理:本发明选择的耐污涂层可以在后续模压门板制作成型后进行涂覆处理,避免了在肤感膜制作过程时表面处理,导致其硬度、脆性加大,无法折弯做造型的问题,并且涂覆干燥后表面成膜效果好,可以有效避免污渍沾染,提升耐污性能。
- 还没有人留言评论。精彩留言会获得点赞!