一种子弹头地面旋转烟花的自动组装生产线的制作方法
本发明涉及烟花生产的,尤其是涉及一种子弹头地面旋转烟花的自动组装生产线。
背景技术:
1、子弹头地面旋转烟花是陀螺烟花中外形酷似子弹的一种,通常包括燃料筒、引线和子弹头外壳,燃料筒外侧壁留设有供引线插入的引线孔,子弹头外壳安装于燃料筒的一端,以使烟花形成子弹的外形,子弹头地面旋转烟花的生产流程通常包括燃料筒涂胶、安装外壳、打孔以及安装引线等工序,在现有技术中,这些工序大多为人工操作,该方式工作强度大,生产效率底下,难以满足大批量生产的要求,虽然市场上也出现有一些自动组装生产线,但其中部分工序仍然需人工操作,难以做到连续地自动化生产,自动化程度低,并且穿插有人工操作工序的生产线容易出现准确性差、成品率低等产品质量问题,亟待解决。
技术实现思路
1、针对上述现有技术中的不足,本技术提供一种自动化程度高、生产效率高的子弹头地面旋转烟花的自动组装生产线,其能够实现自动上料、自动涂胶、自动安装外壳、自动钻引线孔以及自动安装引线的工序。
2、本技术的上述发明目的是通过以下技术方案得以实现的:
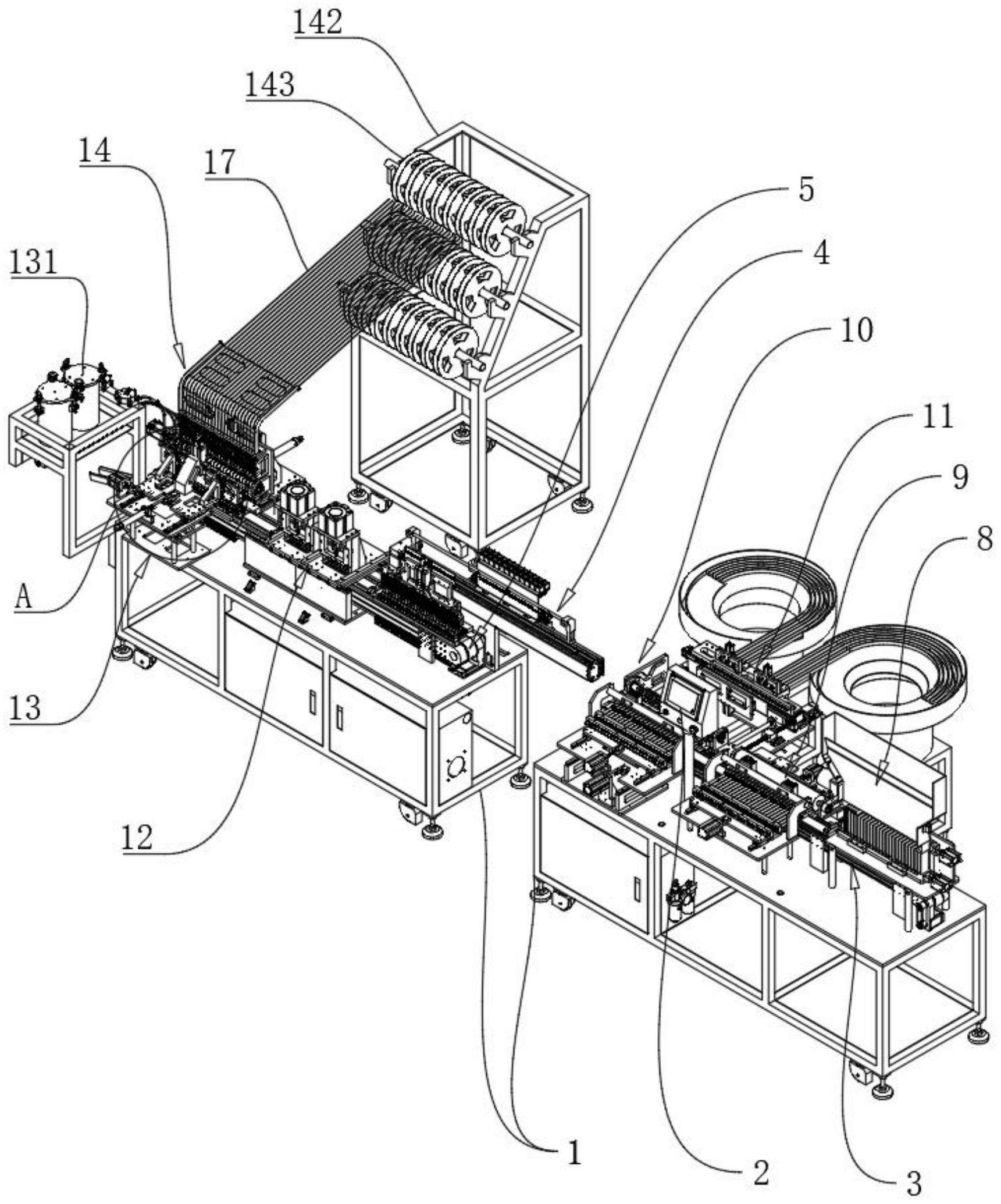
3、机台,所述机台设置有控制面板以及沿自身长度方向依次设置有第一输送装置、第二输送装置和第三输送装置,所述第一输送装置沿自身输送方向设置有若干第一安装治具,每个所述第一安装治具开设有若干供燃料筒放置的第一安装槽,所述机台顶部靠近所述第一输送装置的位置沿所述第一输送装置的输送方向依次设置有上料装置、涂胶装置和外壳安装装置,所述第一输送装置用于将若干所述第一安装治具依次循环输送至所述上料装置、涂胶装置和外壳安装装置,所述上料装置用于将燃料筒输送至对应所述第一安装槽内,所述涂胶装置用于对所述第一安装槽内的燃料筒端部进行涂胶,所述机台靠近所述外壳安装装置的一侧设置有第四输送装置,所述第四输送装置用于将外壳输送至所述外壳安装装置,所述外壳安装装置用于将外壳同轴插入所述第一安装槽内的燃料筒端部,所述机台顶部靠近所述第三输送装置的位置沿所述第三输送装置的输送方向依次设置有打孔装置、上胶装置和插引线装置,所述第二输送装置用于将组装后的外壳和燃料筒从所述第一输送装置出料侧输送至所述第三输送装置的进料侧,所述第三输送装置沿自身输送方向设置有若干第二安装治具,每个所述第二安装治具开设有若干供组装后的外壳和燃料筒放置的第二安装槽,所述第三输送装置用于将若干所述第二安装治具依次循环输送至所述打孔装置、上胶装置和插引线装置,所述打孔装置用于对位于所述第二安装槽内的燃料筒外侧壁进行打孔以形成引线孔,所述上胶装置用于对引线孔内进行上胶,所述插引线装置用于将引线插入所述引线孔内,所述第一输送装置、第二输送装置、第三输送装置、第四输送装置、上料装置、涂胶装置、外壳安装装置、打孔装置、上胶装置和插引线装置均与所述控制面板控制连接。
4、通过采用上述技术方案,第一输送装置可带动第一安装治具依次经过上料装置、涂胶装置和外壳安装装置,以相应完成燃料筒上料、对燃料筒端部进行涂胶、将外壳同轴插入燃料筒端部的工序,第三输送装置可带动第二安装治具依次经过打孔装置、上胶装置和插引线装置,以相应完成对燃料筒进行打孔以形成引线孔、对引线孔内进行上胶、将引线插入引线孔内的工序,然后在第二输送装置的作用下,能够将第一安装治具内组装后的燃料筒和外壳转移至第二安装治具中,并且由于每个装置与控制面板连接,每个装置可相互独立且连贯工作,整体自动化程度高、中间无需人工参与,从而能够提高生产效率。
5、本技术在一较佳示例中可以进一步配置为:所述上料装置包括上下两端均开口的分料箱和若干隔板,若干所述隔板位于所述分料箱下方开口端且与所述分料箱内部之间形成若干供单个燃料筒通过的进料空间,所述分料箱下方开口端沿所述第一输送装置的输送方向滑移设置有连通板,所述连通板排列开设有若干供单个燃料筒通过的连通口,所述第一安装槽、所述进料空间和所述连通口数量均相同且一一对应,在所述连通板的滑移轨迹上存在第一位置,在所述连通板位于所述第一位置时,每个所述连通口均与对应所述进料空间连通且位于对应所述第一安装槽的正上方,所述机台设置有用于带动所述连通板滑动的第一驱动件。
6、通过采用上述技术方案,在进行上料时,将燃料筒从分料箱上端开口处填充于分料箱内,在隔板的作用下,燃料筒被逐一分散至若干进料空间内并进行堆叠,当其中一个第一安装治具在第一输送装置的输送作用下移动至分料箱下端开口处且每个第一安装槽位于对应进料空间的正下方时,通过第一驱动件驱动连通板滑移至第一位置,以使每个连通口均与对应进料空间连通,此时每个进料空间内的燃料筒通过对应连通口穿过连通板掉落至对应第一安装槽,完成上料,此过程通过设置仅供单一燃料筒通过的进料空间和连通口,能够准确无误地将燃料筒输送至对应的第一安装槽内,过程简单且操作方便。
7、本技术在一较佳示例中可以进一步配置为:所述涂胶装置包括涂胶按压板、涂胶辊和若干涂胶推动杆,所述涂胶辊转动连接于所述机台且其转动轴方向与所述第一输送装置的输送方向相同,所述机台沿所述涂胶辊的长度方向设置有用于储存胶料的胶料槽,所述胶料槽位于所述涂胶辊的正下方且所述胶料槽的内液面高于所述涂胶辊底部,所述涂胶推动杆的数量与所述第一安装槽的数量相同且一一对应,所述第一安装槽两端均开口,若干所述涂胶推动杆滑移设置于所述机台且分别用于抵接对应所述第一安装槽内的燃料筒端部,所述涂胶辊与若干所述涂胶推动杆之间形成供燃料筒通过的挤压通道,所述涂胶按压板竖直滑移设置于所述机台且用于自上而下抵接所有所述第一安装槽内的燃料筒,所述机台设置有用于驱动所述涂胶辊转动的第二驱动件、用于驱动所有所述涂胶推动杆滑移的第三驱动件和用于驱动所述涂胶按压板竖直滑移的第四驱动件。
8、通过采用上述技术方案,由于涂胶推动杆与第一安装槽数量相同且一一对应,在带有燃料筒的第一安装治具移动至涂胶辊与涂胶推动杆之间时,通过第三驱动件驱动所有涂胶推动杆分别移动至对应第一安装槽内直至带动燃料筒抵接于涂胶辊,然后通过第四驱动件驱动涂胶按压板竖直移动直至抵接于所有燃料筒,能够完成燃料筒的定位,使其在受到外力作用下不易发生晃动,由于涂胶辊位于具有胶料的胶料槽内,此时通过第二驱动件驱动涂胶辊转动,涂胶辊将其外侧的胶料涂覆于所有燃料筒端部,完成涂胶操作,此过程中通过抵接杆、涂胶按压板和涂胶辊三者对燃料筒进行多方位的限位,使燃料筒不易在涂胶辊的转动作用下发生偏移,以稳定完成涂胶工序,确保后续燃料筒与外壳的组装质量。
9、本技术在一较佳示例中可以进一步配置为:所述第四输送装置包括设置于所述机台一侧的振动盘、设置于所述机台上的安装座和真空推动组件,所述安装座开设有若干与外壳尺寸相适配的安装孔,所述振动盘用于将外壳逐个输送至每个所述安装孔处,所述真空推动组件用于带动外壳封闭端部移动至对应所述安装孔的外部,所述外壳安装装置包括设置于所述机台的两个相对的滑座、转动杆、安装按压板和若干安装推动杆,所述转动杆转动连接于两个所述滑座之间且其转动轴方向与所述第一输送装置的输送方向相同,所述转动杆设置有若干用于吸附外壳端部的第一真空气嘴,所述转动杆一端贯穿所述滑座且设置有转动块,所述转动块一侧设置有滑块,所述机台设置有限位板,所述限位板开设有限位孔,所述限位孔包括相互连通的第一直线孔、转弯孔和第二直线孔,所述转弯孔的形状为v字形,所述滑块位于所述限位孔内且与所述限位孔滑移配合,所述第一真空气嘴的数量、所述安装孔的数量、所述第一安装槽的数量和所述安装推动杆的数量均相同且相互一一对应,所述第一安装槽两端均开口,若干所述安装推动杆滑移设置于所述机台且分别用于抵接对应所述第一安装槽内的燃料筒端部,在所述滑块位于所述第一直线孔内时,所述第一真空气嘴正对于对应所述安装推动杆,在所述滑块位于所述第二直线孔内时,所述第一真空气嘴正对于对应所述安装孔,所述安装按压板竖直滑移设置于所述机台且用于自上而下抵接所有所述第一安装槽内的燃料筒,两个所述滑座均沿所述安装推动杆的滑移方向滑移设置于所述机台,所述机台设置有用于驱动所有所述安装推动杆移动的第五驱动件、用于驱动所述安装按压板竖直移动的第六驱动件以及用于驱动两个所述滑座均移动的第七驱动件。
10、通过采用上述技术方案,在进行外壳安装时,通过设置振动盘,能够将外壳逐一输送至安装座对应的安装孔处,在真空推动组件的作用下,外壳的封闭端部伸出安装孔外部,此时通过第七驱动件驱动两个滑座带动转动杆靠近安装座进行移动,并带动转动杆一端的滑块在限位孔内进行滑移,在v形转弯孔的引导作用下,滑块带动转动块移动且使转动块带动转动杆进行180°的转动,完成第一真空气嘴翻转的过程,然后在第二直线孔的引导作用下,第一真空气嘴靠近安装孔移动直至抵接于外壳的封闭端,以完成吸附外壳的步骤,然后使滑块返回至第一直线孔处,与此同时,通过第五驱动件驱动所有安装推动杆分别移动至对应第一安装槽内直至抵接于燃料筒一端,并使燃料筒已涂覆胶料的一端位于第一安装槽外部,再通过第六驱动件驱动安装按压板竖直移动直至抵紧于燃料筒,完成燃料筒的多方位固定,此时在第一直线孔的引导作用下,第一真空气嘴靠近安装推动杆方向的移动直至外壳开口端抵接于燃料筒涂覆胶料的一端,完成外壳的安装的工序,此过程各部件紧密设置,衔接良好,能够确保外壳的精确定位安装,从而提高生产质量,并且外壳全程采用真空吸附的方式固定,不易受损变形。
11、本技术在一较佳示例中可以进一步配置为:所述打孔装置包括竖直滑移设置于所述机台上的打孔升降板,所述打孔升降板底部排列设置有若干打孔件,所述打孔件用于抵接所述第二安装槽内的燃料筒外侧壁,所述机台设置有用于驱动所述打孔升降板竖直移动的第八驱动件。
12、通过采用上述技术方案,在第二安装治具输送至打孔装置处且打孔件位于第二安装槽的正上方时,通过第八驱动件驱动打孔升降板带动打孔件竖直移动直至打孔件抵接于燃料筒外侧壁,完成打孔工序。
13、本技术在一较佳示例中可以进一步配置为:所述上胶装置包括设置于所述机台一侧的胶桶和竖直滑移设置于所述机台上的上胶升降板,所述胶桶内装有胶料,所述上胶升降板底部排列竖直设置有若干胶嘴,每个所述胶嘴均通过连接管连通于所述胶桶内部,所述机台设置有用于驱动所述上胶升降板竖直移动和水平移动的第一双轴驱动组件以及用于将所述胶桶内的胶料输送至所述胶嘴的输送件。
14、通过采用上述技术方案,在第二安装治具输送至上胶装置处时,在第一双轴驱动组件的作用下,以使上胶升降板移动至每个胶嘴均正对于每个燃料筒引线孔的位置,然后通过输送件将胶料从胶桶内输送至喷嘴处,从而完成上胶工序。
15、本技术在一较佳示例中可以进一步配置为:所述插引线装置包括设置于所述机台上的引线架和导线架,所述导线架转动设置有若干导线轮,每个所述导线轮均收卷有引线,所述引线架转动设置有引线辊和若干挤压轮,所述引线辊与若干所述挤压轮相对设置且所述引线辊抵接于所有挤压轮,所述引线辊与每个所述挤压轮之间均形成供引线通过的挤压通道,所述引线架竖直设置有若干组滑轮组,所述滑轮组用于将引线引导至对应的所述挤压通道内,所述导线架设置有对位板以及对应所述挤压轮的数量竖直安装有若干用于供引线通过的第一限位管,所述第一限位管顶部连通于对应的所述挤压通道内,所述对位板位于所述第一限位管的正下方且所述对位板对应所述第一限位管的数量开设有若干用于供引线通过的引导孔,每个所述引导孔内竖直连通设置有用于供引线通过的第二限位管,所述第二限位管的尺寸与所述引线孔的尺寸相适配,所述对位板上滑移设置有切割板,所述切割板对应所述引导孔的数量设置有若干用于切割引线的切割件,所述引线架设置有用于驱动所述引线辊转动的第九驱动件,所述机台设置有用于驱动所述引线架竖直移动和水平移动的第二双轴驱动组件,所述对位板上设置有用于驱动所述切割板滑动的第十驱动件。
16、通过采用上述技术方案,在燃料筒完成打孔工序后,通过第二双轴驱动组件驱动引线架先水平移动至第二限位管正对于燃料筒引线孔的位置,再使引线架带动第二限位管竖直插入引线孔内,然后通过第九驱动件驱动引线辊转动,以带动各个挤压轮进行反向转动,引线在滑轮组的引导作用和引线辊与挤压轮的双向滚动挤压作用下进行展幅后,在第一限位管、引导孔和第二限位管的限位引导作用下,引线进入引线孔内且与燃料筒完成粘接,再通过第十驱动件驱动切割板进行滑动,使切割板带动每个切割件移动直至抵接于对应的引线,完成引线的切割。
17、本技术在一较佳示例中可以进一步配置为:所述第一输送装置包括设置于所述机台上的第一循环输送带,若干所述第一安装治具排列安装于所述第一循环输送带,所述第三输送装置包括设置于所述机台上的第二循环输送带,若干所述第二安装治具排列安装于所述第二循环输送带,每个所述第二安装槽远离所述第二输送装置的一端设置有固定块,所述固定块靠近所述第二安装槽的一侧转动连接有固定夹,所述固定夹靠近所述第二安装槽的一侧面为向下的倾斜面,所述固定块与所述固定夹之间固定连接有扭簧,所述扭簧与所述固定架同轴设置,所述机台位于所述第二循环输送带的进料侧滑移设置有若干调节推动杆,所述调节推动杆的数量与所述第二安装槽的数量相同且相互一一对应,所述调节推动杆用于抵接所述第二安装槽内燃料筒远离所述固定块的端部,所述机台设置有用于驱动所述调节推动杆滑移的第十一驱动件。
18、通过采用上述技术方案,设置第一循环输送带和第二循环输送带,能够分别完成第一输送装置和第三输送装置的独立循环输送功能,在组装后的燃料筒通过第二输送装置输送至第二安装槽内时,通过第八驱动件驱动调节推动杆滑移直至抵接于燃料筒端部,以带动燃料筒在第二安装槽内滑动直至抵接于固定块,在此过程中,固定夹受到抵接作用而转动,以给燃料筒让位,然后随着调节推动杆的复位,在扭簧的恢复力的作用下,固定夹复位持续抵接于燃料筒的外侧壁,实现对燃料筒的固定,并且能够配合后续的打孔装置、上胶装置和插引线装置来提供竖直的工作面,以及在固定夹的持续固定作用下,能够确定燃料筒的打孔位置,不易偏移位置,便于后续上胶装置和插引线装置的工作。
19、本技术在一较佳示例中可以进一步配置为:所述第二循环输送带出料侧滑移设置有若干出料推动杆,所述出料推动杆的数量与所述第二安装槽的数量相同且相互一一对应,每个所述固定块均开设有供所述出料推动杆通过的通孔,所述出料推动杆用于通过所述通孔抵接所述第二安装槽内的燃料筒端部,所述机台设置有用于驱动所有所述出料推动杆移动的第十二驱动件。
20、通过采用上述技术方案,在完成插引线工序后,通过第九驱动件驱动出料推动杆穿过通孔移动,使出料推动杆推动燃料筒直至燃料筒脱离固定夹的夹持作用,然后在第二安装治具移动至第二循环输送带的下方时,成品在重力作用下脱离于第二安装槽,完成出料。
21、本技术在一较佳示例中可以进一步配置为:所述第二输送装置包括直线模组、移动架和转移升降板,所述直线模组沿所述第一输送装置的输送方向设置于所述机台且位于所述第一输送装置和所述第三输送装置之间,所述第一输送装置和所述第三输送装置的输送方向相同,所述移动架连接于所述直线模组,所述直线模组用于带动所述移动架进行水平移动,所述转移升降板竖直滑移连接于所述移动架,所述转移升降板沿所述第三输送装置的输送方向排列安装有若干用于吸附燃料筒外侧壁的第二真空气嘴,所述第二真空气嘴的数量、所述第一安装槽的数量和所述第二安装槽的数量均相同,在所述移动架的滑动轨迹上存在第二位置和第三位置,当所述移动架位于第二位置时,每个所述第二真空气嘴对应一个所述第一安装槽且位于所述第一安装槽的正上方,当所述移动架位于第三位置时,每个所述第二真空气嘴对应一个所述第二安装槽且位于所述第二安装槽的正上方,所述移动架设置有用于驱动所述转移升降板滑移的第十三驱动件。
22、通过采用上述技术方案,直线模组能够直接驱动移动架沿第一输送装置的输送方向在第一输送装置与第三输送装置之间进行滑移,在第一安装治具带动燃料筒完成外壳组装后,启动直线模组驱动移动架往返于第二位置和第三位置,再通过配合第十驱动件驱动转移升降板在竖直方向上升降,第二真空气嘴可实现将第一安装槽内的燃料筒吸附至第二安装槽内。
23、综上所述,本技术包括以下至少一种有益技术效果:
24、1、第一输送装置可带动第一安装治具依次经过上料装置、涂胶装置和外壳安装装置,以相应完成燃料筒上料、对燃料筒端部进行涂胶、将外壳同轴插入燃料筒端部的工序,第三输送装置可带动第二安装治具依次经过打孔装置、上胶装置和插引线装置,以相应完成对燃料筒进行打孔以形成引线孔、对引线孔内进行上胶、将引线插入引线孔内的工序,然后在第二输送装置的作用下,能够将第一安装治具内组装后的燃料筒和外壳转移至第二安装治具中,并且由于每个装置与控制面板连接,每个装置可相互独立且连贯工作,整体自动化程度高、中间无需人工参与,从而能够提高生产效率。
25、2、在进行外壳安装时,通过第七驱动件驱动两个滑座带动转动杆靠近安装座进行移动,并带动转动杆一端的滑块在限位孔内进行滑移,在v形转弯孔的引导作用下,滑块带动转动块移动且使转动块带动转动杆进行180°的转动,完成第一真空气嘴翻转的过程,然后在第二直线孔的引导作用下,第一真空气嘴靠近安装孔移动直至抵接于外壳的封闭端,以完成吸附外壳的步骤,然后使滑块返回至第一直线孔处,与此同时,通过第五驱动件驱动所有安装推动杆分别移动至对应第一安装槽内直至抵接于燃料筒一端,并使燃料筒已涂覆胶料的一端位于第一安装槽外部,再通过第六驱动件驱动安装按压板竖直移动直至抵紧于燃料筒,完成燃料筒的多方位固定,此时在第一直线孔的引导作用下,第一真空气嘴靠近安装推动杆方向的移动直至外壳开口端抵接于燃料筒涂覆胶料的一端,完成外壳的安装的工序,此过程各部件紧密设置,衔接良好,能够确保外壳的精确定位安装,从而提高生产质量,并且外壳全程采用真空吸附的方式固定,不易受损变形。
26、3、通过设置第一循环输送带和第二循环输送带,能够分别完成第一输送装置和第三输送装置的独立循环输送功能,在组装后的燃料筒通过第二输送装置输送至第二安装槽内时,通过第八驱动件驱动调节推动杆滑移直至抵接于燃料筒端部,以带动燃料筒在第二安装槽内滑动直至抵接于固定块,在此过程中,固定夹受到抵接作用而转动,以给燃料筒让位,然后随着调节推动杆的复位,在扭簧的恢复力的作用下,固定夹复位持续抵接于燃料筒的外侧壁,实现对燃料筒的固定,并且能够配合后续的打孔装置、上胶装置和插引线装置来提供竖直的工作面,以及在固定夹的持续固定作用下,能够确定燃料筒的打孔位置,不易偏移位置,便于后续上胶装置和插引线装置的工作。
- 还没有人留言评论。精彩留言会获得点赞!