一种检测枪管用的定位夹紧装置及其使用方法与流程
本发明涉及枪械夹具,尤其涉及一种检测枪管用的定位夹紧装置及其使用方法。
背景技术:
1、枪管为枪械的主要组成零件之一,通常是以耐热不易变型的金属管打造而成,连接在膛室,当子弹被击发同时,因火药爆炸或气压所产生的膨胀气体,又或其他动力,会推动弹头通过枪管,最后成为高速的投射物射出。
2、膛线(英语:rifling,又译作“来复线”)是现代炮管及枪管的管膛内壁上被锻刻加工出的呈螺旋状分布的凹凸槽,可使子弹在发射时沿着膛线作纵轴旋转,产生陀螺仪效应稳定弹道,因而能更精确的射向目标。膛线下陷中空的地方称作阴线或阴膛(groove,在多边形膛线中则称为valley),凸起部分成为阳线或阳膛(land,在多边形膛线中称为hill),枪支的书面口径通常指的是一条阳线与其正对面的另一条阳线间的距离,因此子弹弹头的直径通常大于枪支的口径。
3、在检测枪管时,需要测量多组数据,如枪管的阴线以及阳线的直径等,使加工出来的枪管达到所需的标准,但现有的枪管用的检具定位效果差,容易出现漏检的问题,并且在检测过程中,对枪管的位置以及垂直度有更高的要求,现有夹具不能满足枪管在检测过程中的各种要求,因此,如何实现枪管可靠的装夹以及定位,如何方便快捷更换枪管,成为本技术领域亟待解决的技术难题。
技术实现思路
1、针对现有技术中的缺陷,本发明提供一种检测枪管用的定位夹紧装置及其使用方法。
2、本申请提供的一种检测枪管用的定位夹紧装置,包括:
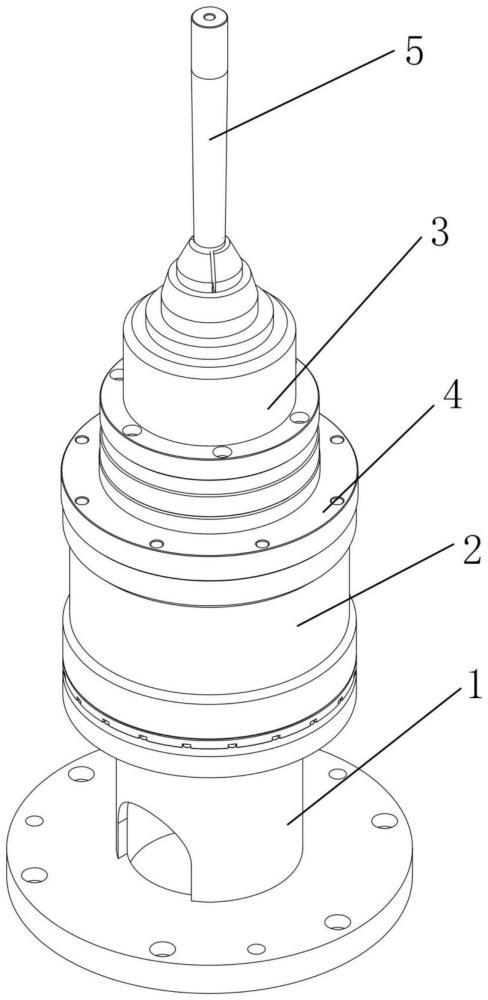
3、支撑件、驱动组件、卡接组件、法兰、待测件,其中,用于支撑定位夹紧装置的支撑件通过第一调节螺栓安装在设备基座上,所述驱动组件通过第二调节螺栓安装在支撑件上,所述卡接组件通过法兰与驱动组件相连接,所述卡接组件和法兰设置中间设置有一空腔,便于待测件穿过,并利用卡接组件将待测件夹紧固定,所述待测件穿过卡接组件和法兰的中心,与驱动组件相接触。
4、进一步的,卡接组件包括气动夹头、气动卡盘、卡盘底座,所述气动夹头设置在气动卡盘,所述气动卡盘安装在卡盘底座上,所述卡盘底座通过第三调节螺栓与法兰相连接。
5、进一步的,所述气动夹头的定心精度<2μm,夹持面回转精度<2μm,夹持范围φ为15.225-16.125。
6、进一步的,所述支撑件为中空圆柱状,在上下两侧均开设有孔,以便于驱动组件的线缆分别穿出两个孔连接外部设备。
7、进一步的,所述法兰通过第四调节螺栓固定在驱动组件上。
8、进一步的,所述驱动组件为dd马达。
9、进一步的,所述dd马达轴向径向精度为2μm,绝对编码器为30rpm,重复定位精度为±0.5arc-sec,重复绝对定位精度±10arc-sec。
10、本发明提供的一种检测枪管用的定位夹紧装置的使用方法,包括以下步骤:
11、步骤1、将定位夹紧装置按上述组装好后,把支撑件的底部擦拭干净,安装在设备基座上;
12、步骤2、先插入量棒,用量棒校准卡接组件,用千分表分别测量量棒圆柱面和上端面的全跳动,调节卡接组件,使卡接组件达到设计要求;
13、步骤3、待全部参数到达既定标准后,设备稳定运行5分钟后,再对枪管进行测量;
14、步骤4、测量过程中测量仪下移接近枪管,dd马达按设定程序转动、停止,测量仪按设定测量程序测量工件,然后数据传送中央处理器,显示器上显示被测数据,最后处理器比对标准数值判定被测结果;
15、步骤5、当设备连续运行达到2小时,须用量棒重新校准归零。
16、本发明实现的有益效果:
17、(1)本发明提供的检测枪管用的定位夹紧装置,使用的气动夹头夹持面长,能保证工件夹紧时自动定心,并与安装面垂直,dd马达精度高,反应速度快,实现了枪管可靠的装夹,并且可以方便快捷的更换枪管。
18、(2)本发明提供的检测枪管用的定位夹紧装置的使用方法,先采用量棒调节卡接组件,用千分表分别测量量棒圆柱面和上端面的全跳动,使卡接组件达到设计要求,然后再测量枪管的数据,当设备连续运行达到2小时,须用量棒重新校准归零;在测量枪管前将装置的位置通过量棒以及测量工具进行精准定位,保证在夹紧的同时能够快速定位,将枪管位置以及垂直度控制在误差允许的范围内。
技术特征:
1.一种检测枪管用的定位夹紧装置,其特征在于,包括:
2.根据权利要求1所述的一种检测枪管用的定位夹紧装置,其特征在于,卡接组件(3)包括气动夹头(31)、气动卡盘(32)、卡盘底座(33),所述气动夹头(31)设置在气动卡盘(32),所述气动卡盘(32)安装在卡盘底座(33)上,所述卡盘底座(33)通过第三调节螺栓(8)与法兰(4)相连接。
3.根据权利要求2所述的一种检测枪管用的定位夹紧装置,其特征在于,所述气动夹头(31)的定心精度<2μm,夹持面回转精度<2μm,夹持范围φ为15.225-16.125。
4.根据权利要求1所述的一种检测枪管用的定位夹紧装置,其特征在于,所述支撑件(1)为中空圆柱状,在上下两侧均开设有孔,以便于驱动组件(2)的线缆分别穿出两个孔连接外部设备。
5.根据权利要求1所述的一种检测枪管用的定位夹紧装置,其特征在于,所述法兰(4)通过第四调节螺栓(9)固定在驱动组件(2)上。
6.根据权利要求1所述的一种检测枪管用的定位夹紧装置,其特征在于,所述驱动组件为dd马达。
7.根据权利要求6所述的一种检测枪管用的定位夹紧装置,其特征在于,所述dd马达轴向径向精度为2μm,绝对编码器为30rpm,重复定位精度为±0.5arc-sec,重复绝对定位精度±10arc-sec。
8.一种检测枪管用的定位夹紧装置的使用方法,基于权利要求1-7任意一项所述的检测枪管用的定位夹紧装置,其特征在于,包括以下步骤:
技术总结
本发明公开了一种检测枪管用的定位夹紧装置及其使用方法,属于枪械夹具技术领域,包括支撑件、驱动组件、卡接组件、法兰、待测件,其中,用于支撑定位夹紧装置的支撑件通过第一调节螺栓安装在设备基座上,所述驱动组件通过第二调节螺栓安装在支撑件上,所述卡接组件通过法兰与驱动组件相连接,所述卡接组件和法兰设置中间设置有一空腔,便于待测件穿过,并利用卡接组件将待测件夹紧固定,所述待测件穿过卡接组件和法兰的中心,与驱动组件相接触。本发明使用的气动夹头夹持面长,能保证工件夹紧时自动定心,并与安装面垂直,DD马达精度高,反应速度快,实现了枪管可靠的装夹,并且可以方便快捷的更换枪管。
技术研发人员:王喜红,刘鹏飞,黄涵
受保护的技术使用者:十堰博特检测技术有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!