一种组合烟花发射药装填装置及装填工艺的制作方法
本发明涉及烟花生产,尤其涉及一种组合烟花发射药装填装置及装填工艺。
背景技术:
1、历史以来,组合烟花及各种升空类烟花发射筒(管)是人工手持一个定量小勺对发射筒(管)逐一装填(按所需量发射药),后来,改进这一道工艺,按待装发射药组合体(俗称饼子)由多个单筒管组合成多形状组合体,有方形,圆形,扇形等。外形尺寸不一,做成一个对应形状尺寸的定量模具。虽生产效率有所提高,但仍未彻底解决操作员工近距离接触可爆炸药物,安全事故常有发生。
2、目前,国内烟花制造行业仍一直普遍采用简易模具装填发射药,这种工艺存在三大缺点和安全隐患:
3、1、效率仍达不到生产要求;
4、2、装填工艺由于人为操作的局限性,导致产品质量的不稳定性,而发射升空产品要求对装填发射药工艺有不可缺装、漏装、少装的严格技术质量要求,所以在消费者燃放此类缺陷产品时,有可能造成财产损失和人身伤害;
5、3、近距离接近爆炸性药物操作,无法做到安全有效防护,一旦发生燃烧、爆炸,对操作员工直接造成伤亡事故,严重的还会引起相邻工序的爆炸,造成重大事故。
技术实现思路
1、本发明的目的是提供一种组合烟花发射药装填装置及装填工艺,解决人工装填组合烟花发射药的效率低,质量不稳定,存在安全隐患的问题。
2、为解决上述技术问题,本发明采用如下技术方案:
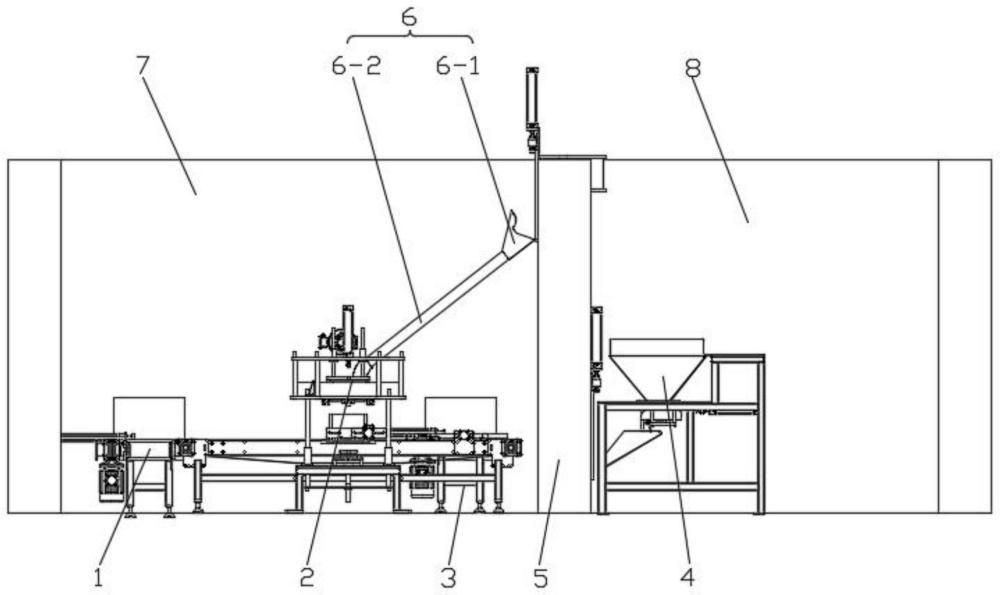
3、本发明一种组合烟花发射药装填装置,包括装填机构,所述装填机构的一侧设置有进模输送机构,所述装填机构的另一侧设置有出模输送机构,所述进模输送机构、所述装填机构和所述出模输送机构设置在第一抗爆间内,所述第一抗爆间的一侧设置有第二抗爆间,所述第一抗爆间和所述第二抗爆间中间的墙体中设置有发射药升降机构,所述第二抗爆间内靠近所述发射药升降机构的一侧设置有发射药暂存机构,所述发射药升降机构和所述装填机构之间设置有发射药传送机构。
4、进一步的,所述进模输送机构包括第一输送带组件,所述第一输送带组件上靠近所述装填机构的一端设置有第一挡模组件,所述第一挡模组件的侧面设置有第一推模组件;
5、所述第一推模组件包括第一气缸,所述第一气缸安装在所述第一输送带组件的侧面,所述第一气缸的工作端连接有第一推板。
6、再进一步的,所述装填机构包括第一机架组件,所述第一机架组件的中间设置有第二输送带组件,所述第二输送带组件上靠近所述出模输送机构的一端设置有第二挡模组件,所述第二挡模组件的一侧设置有第二推模组件,所述第二输送带组件的上方设置有挡杆组件和压模组件,所述压模组件的上方设置有装药组件和刮药组件,所述装药组件的上方设置有冲头组件,所述第二输送带组件的下方设置有顶升组件。
7、再进一步的,所述顶升组件包括顶升气缸,所述顶升气缸安装在底部支板的顶面,所述顶升气缸的工作端连接有顶升面板,所述底部支板的四角连接有第一导套,所述第一导套内设置有立柱,所述立柱延伸至所述底部支板的下方并与顶升高度调节板连接,所述顶升高度调节板上连接有高度调节螺母,所述高度调节螺母内螺纹连接有高度调节螺杆,所述高度调节螺杆贯穿所述底部支板后与顶升气缸支板连接;
8、所述压模组件包括压模气缸支板,所述压模气缸支板设置在所述顶升面板顶面的一侧,所述顶升面板和所述压模气缸支板之间安装有直线导轨,所述压模气缸支板的顶面安装有压模气缸,所述压模气缸的工作端连接有压板,所述顶升面板顶面的另一侧设置有定位座;
9、所述挡杆组件包括调节板,所述调节板连接在所述定位座,所述调节板上安装有调节气缸。
10、再进一步的,所述第二推模组件包括第二气缸,所述第二气缸安装在所述第二输送带组件的侧面,所述第二气缸的工作端连接有第二推板。
11、再进一步的,所述装药组件包括定量板,所述定量板安装在所述第一机架组件的台板上,所述定量板的底面设置有抽板,所述定量板的底面且位于所述抽板的两侧设置有第一导向杆,所述第一导向杆上滑动设置有第一滑动座,所述第一滑动座连接在所述抽板的两侧,所述抽板的中间设置有漏药板,所述抽板的一侧安装有抽拉气缸;
12、所述刮药组件包括刮药电机,所述刮药电机安装在顶部支板的顶面,所述刮药电机的输出轴上连接有减速机,所述减速机上连接有转轴,所述转轴底部连接有刮板,所述刮板的外侧设置有挡圈,所述挡圈的底面与所述台板的顶面连接,所述定量板上的第二落料孔位于所述挡圈的内侧。
13、再进一步的,所述冲头组件包括冲头升降气缸,所述冲头升降气缸安装在顶部支板的顶面,所述顶部支板上安装有第二导套,所述第二导套中间设置有导柱,所述导柱的底部连接有导柱连接板,所述导柱连接板的底面连接有导向板,所述导向板上安装有冲头支板,所述冲头支板的底面安装有若干冲头。
14、再进一步的,所述发射药暂存机构包括第二机架组件,所述第二机架组件上连接有上药台板和上药斗支板,所述上药斗支板的顶面上连接有药斗,所述药斗的底部设置有出药组件;
15、所述出药组件包括出药气缸,所述出药气缸的工作端连接有药斗定量板,所述药斗定量板上开设有落料口,所述落料口的底部连接有定量方斗,所述定量方斗的下方设置有导流槽,所述药斗定量板的底面连接有第二滑动座,所述上药斗支板的底面安装有第二导向杆,所述第二滑动座滑动套设在所述第二导向杆上。
16、再进一步的,所述发射药升降机构包括隔爆通道,所述隔爆通道的上部设置有上侧隔爆门组件,所述隔爆通道的下部设置有下侧隔爆门组件,所述隔爆通道的内部设置有药杯升降组件,所述药杯升降组件上设置有药杯,所述隔爆通道的内部靠近所述上侧隔爆门组件的位置设置有药杯翻转组件;
17、所述上侧隔爆门组件包括上隔爆门气缸和上隔爆门,所述上隔爆门气缸安装在所述隔爆通道的顶部,所述上隔爆门气缸的活塞杆与所述上隔爆门连接;
18、所述下侧隔爆门组件包括下隔爆门气缸和下隔爆门,所述下隔爆门气缸安装在的所述隔爆通道的外侧,所述下隔爆门气缸的活塞杆与所述下隔爆门连接;
19、所述药杯升降组件包括模组和药杯升降电机,所述模组安装在所述隔爆通道的内部,所述药杯升降电机安装在所述模组的顶部;
20、所述药杯翻转组件包括药杯翻转电机,所述药杯翻转电机安装在所述隔爆通道的侧面,所述药杯翻转电机的输出端连接有旋转器,所述模组上连接有安装板,所述安装板上通过翻转连杆轴连接有药杯固定架,所述翻转连杆轴的另一端安装有连接器,所述药杯固定架上安装有所述药杯。
21、一种组合烟花发射药装填工艺,该工艺利用如上任意一项所述的组合烟花发射药装填装置完成发射药的装填,包括以下步骤:
22、步骤一,人工把烟花放在第一输送带组件上,第一输送带组件把烟花输送到第一挡模组件位置,第一挡模组件检测到烟花后,由第一推模组件把烟花推到装填机构的第二输送带组件,完成烟花的进模;
23、步骤二,人工向药斗内倒入一定量的发射药,然后工人离开第二抗爆间,药物自动流入定量方斗内,开启发射药升降机构的下侧隔爆门组件,再由出药组件中的出药气缸推动药斗定量板,使得定量方斗移动到药斗的下方,发射药流到定量方斗内,并通过导流槽进入到药杯中,出药组件中的气缸退回原位,关闭下侧隔爆门组件,完成药物按一定量传递到药杯中;
24、步骤三,药杯升降组件带着药杯上升到指定位置停止;
25、步骤四,由第二输送带组件把烟花输送到挡杆组件的位置,药物装填机构向发射药升降机构发出加药信号;
26、步骤五,在接收到药物装填机构的加药信号后,打开上侧隔爆门组件,然后药杯翻转组件将药物倒入发射药传递机构,药杯翻转组件回原位,关闭上侧隔爆门组件,药杯升降组件回原位,完成发射药的升降和倒入;
27、步骤六,挡杆组件检测到烟花后,压模组件压紧烟花,顶升组件把压紧后的烟花顶升到指定高度,拉动装药组件的抽板,药物从药物定量板中漏入漏药板随后落入烟花,随后压药冲头组件下降把未落下的药物强制推入烟花,随后都复位,刮药组件把药物刮入药物定量板中,准备下一次的装填;回到原来位置的烟花由第二输送带组件把烟花传递到第二挡模组件位置,再由第二推模组件把烟花推到出模输送机构上,完成烟花的药物装填。
28、与现有技术相比,本发明的有益技术效果:
29、本发明设计第一抗爆间和第二抗爆间,进模输送机构、装填机构和出模输送机构设置在第一抗爆间内,第一抗爆间和第二抗爆间中间的墙体中设置有发射药升降机构,第二抗爆间内靠近发射药升降机构的一侧设置有发射药暂存机构,发射药升降机构和装填机构之间设置有发射药传送机构,可以自动进行烟花的输送、装填工作,提高工作效率;发射药暂存机构中有定量方斗,保证每次传递到药杯中的发射药的量是固定的,避免发生缺装、漏装、少装的情况,保证装填质量,提高产品的质量;将发射药暂存机构布置在第二抗爆间内,与进模输送机构、装填机构和出模输送机构隔离,可以做到安全有效防护,一旦发生燃烧、爆炸,不会对操作员造成损伤,提高装置的安全性。
- 还没有人留言评论。精彩留言会获得点赞!