带材生产系统的制作方法
本申请涉及复合材料,更具体地涉及一种带材生产系统。
背景技术:
1、目前经纬放置的复合板生产过程中,纬度(横向)物料放置时,主要的人工手动放置,人为的取料、对准放置、缝合,人工作业时间长,作业重复性大,工作量上也较繁重,物料品质上均匀性不能统一,同时生产效率受人为因素影响较大,各个班组的生产产量和品质也存有一定的差异。
2、因此,需要提供一种带材生产系统,以至少部分地解决上述问题。
技术实现思路
1、在
技术实现要素:
部分中引入了一系列简化形式的概念,这将在具体实施方式部分中进一步详细说明。本申请的发明内容部分并不意味着要试图限定出所要求保护的技术方案的关键特征和必要技术特征,更不意味着试图确定所要求保护的技术方案的保护范围。
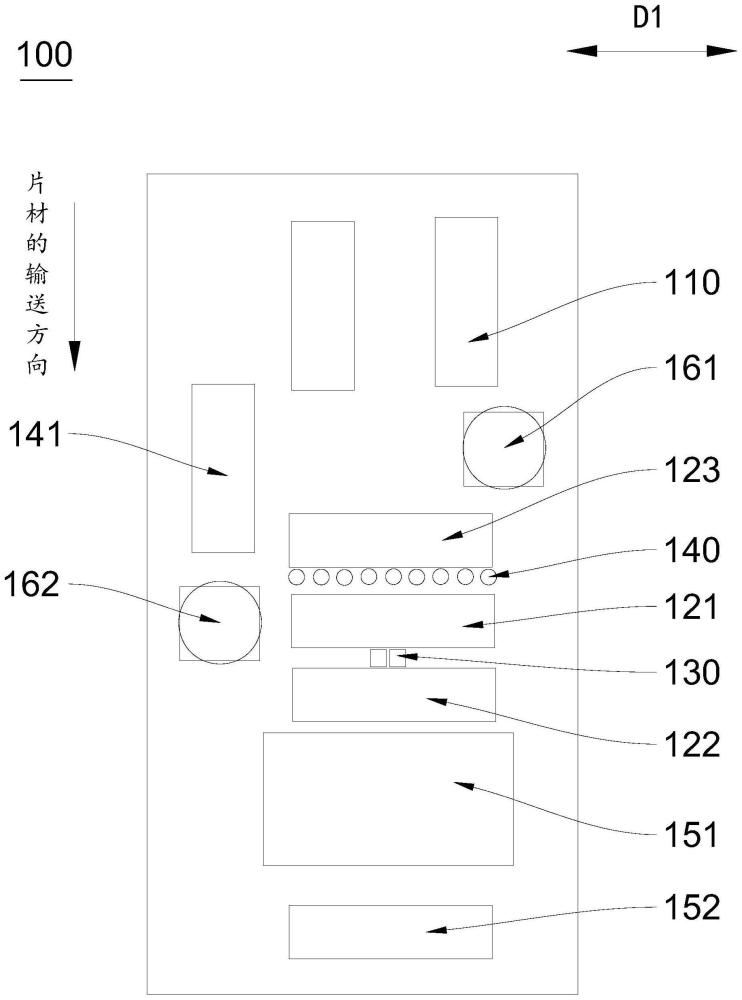
2、为至少部分地解决上述问题,本申请提供一种带材生产系统,包括第一备料单元,所述第一备料单元包括:
3、承载台,所述承载台用于提供片材;
4、输送辊组,所述输送辊组包括:
5、第一输送辊组,所述第一输送辊组设置于所述承载台的下游,所述第一输送辊组用于以第一预定速度输送以预定间隔放置的所述片材;
6、第二输送辊组,所述第二输送辊组设置于所述第一输送辊组的下游;
7、缝合组件,所述缝合组件用于将相邻的所述片材缝合以组成带材,所述带材通过所述第二输送辊组以第二预定速度输送。
8、根据本申请第一方面的带材生产系统,用于自动化地生产带材的设备,通过自动输送和缝合相邻片材来形成连续的带状材料。缝合组件能够将相邻的片材精准地缝合以组成带材,保证了带材的质量和稳定性。该系统可以提高生产效率,并且可以减少人工操作对产品质量的影响。
9、可选地,所述缝合组件沿第一方向可移动地设置于所述第一输送辊组与所述第二输送辊组之间,所述第一方向与所述片材输送方向垂直。
10、可选地,所述缝合组件包括:
11、喷胶头,所述喷胶头用于向相邻的所述片材的间隙之间喷胶;
12、压辊,所述用于抵压至所述片材,以将喷胶后的相邻所述片材压紧。
13、可选地,所述缝合组件还包括第一压板与第二压板,所述第一压板与所述第二压板之间设置有喷胶间隙;其中,
14、所述喷胶头与所述喷胶间隙对应,且沿所述片材的输送方向,所述第一压板与所述第二压板分别位于所述喷胶头的上游与下游。
15、可选地,所述第一压板与所述第二压板均设置有滚动件,所述滚动件均抵压至所述片材。
16、可选地,所述缝合组件设置为两个,一个所述缝合组件能够在所述间隙的中间部与第一端部之间移动,另一个所述缝合组件能够在所述间隙的中间部与第二端部之间移动;其中
17、所述压辊比所述喷胶头更靠近所述间隙的中间部。
18、可选地,所述缝合组件还包括供料单元,所述供料单元包括:
19、料罐,所述料罐用于存储粘合剂;
20、出胶管,所述出胶管分别与所述料罐、所述喷胶头连通,以将所述粘合剂输送至所述喷胶头。
21、可选地,所述输送辊组还包括:
22、第三输送辊组,所述第三输送辊组设置于所述第三输送辊组的上游;
23、第一检测装置,所述第一检测装置设置于所述第三输送辊组与所述第一输送辊组之间,用于对片材检测,并将不合格的所述片材送至异常品储存区。
24、可选地,所述第一备料单元还包括:
25、第一缓冲辊组,所述第一缓冲辊组位于所述第二输送辊组的下游,且沿所述生产系统的高度方向,所述第一缓冲辊组低于所述第二输送辊组,所述第一缓冲辊组能够沿所述高度方向移动;
26、第二缓冲辊组,所述第二缓冲辊组位于第一缓冲辊组的下游,且沿所述第二缓冲辊组高于所述第一缓冲辊组。
27、可选地,所述第一备料单元还包括第二检测装置,所述第二检测装置用于检测所述第一缓冲辊组的位置。
28、可选地,还包括第二备料单元,所述第二备料单元用于施放连续的底衬片;
29、所述第一备料单元与所述第二备料单元在所述生产系统的高度方向间隔设置,以将所述带材与所述底衬片叠合,以形成连续复合带材。
30、可选地,还包括:
31、定型单元,所述定型单元设置于所述第一备料单元与所述第二备料单元的下游,用于将所述连续复合带材定型;
32、裁切单元,所述裁切单元设置于所述定型单元下游,所述裁切单元用于将所述连续复合带材裁切。
33、可选地,所述定型单元包括热复合装置,所述热复合装置包括沿所述带材的输送方向依次设置的预热区、热模区和冷模区。
34、可选地,所述定型单元还包括压辊和热风机,所述压辊和所述热风机设置于所述热复合装置的上游。
35、可选地,所述裁切单元包括:
36、牵引辊组,所述牵引辊组设置于所述定型单元的下游,用于将所述连续复合带材牵引至所述裁切单元;
37、纵向裁切装置,所述纵向裁切装置用于对所述连续复合带材的两侧的边缘进行裁切。
38、可选地,所述裁切单元还包括废边收集装置,所述废边收集装置用于收集所述纵向裁切装置切下的废边。
39、可选地,还包括收卷单元,所述收卷单位设置于所述裁切单元的下游,用于将所述连续复合带材收卷。
技术特征:
1.一种带材生产系统,其特征在于,包括第一备料单元,所述第一备料单元包括:
2.根据权利要求1所述的带材生产系统,其特征在于,所述缝合组件沿第一方向可移动地设置于所述第一输送辊组与所述第二输送辊组之间,所述第一方向与所述片材输送方向垂直。
3.根据权利要求2所述的带材生产系统,其特征在于,所述缝合组件包括:
4.根据权利要求3所述的带材生产系统,其特征在于,所述缝合组件还包括第一压板与第二压板,所述第一压板与所述第二压板之间设置有喷胶间隙;其中,
5.根据权利要求4所述的带材生产系统,其特征在于,所述第一压板与所述第二压板均设置有滚动件,所述滚动件均抵压至所述片材。
6.根据权利要求3-5中任一项所述的带材生产系统,其特征在于,所述缝合组件设置为两个,一个所述缝合组件能够在所述间隙的中间部与第一端部之间移动,另一个所述缝合组件能够在所述间隙的中间部与第二端部之间移动;其中
7.根据权利要求3所述的带材生产系统,其特征在于,所述缝合组件还包括供料单元,所述供料单元包括:
8.根据权利要求1所述的带材生产系统,其特征在于,所述输送辊组还包括:
9.根据权利要求1所述的带材生产系统,其特征在于,所述第一备料单元还包括:
10.根据权利要求9所述的带材生产系统,其特征在于,所述第一备料单元还包括第二检测装置,所述第二检测装置用于检测所述第一缓冲辊组的位置。
11.根据权利要求1-10中任一项所述的带材生产系统,其特征在于,还包括第二备料单元,所述第二备料单元用于施放连续的底衬片;
12.根据权利要求11所述的带材生产系统,其特征在于,还包括:
13.根据权利要求12所述的带材生产系统,其特征在于,所述定型单元包括热复合装置,所述热复合装置包括沿所述带材的输送方向依次设置的预热区、热模区和冷模区。
14.根据权利要求13所述的带材生产系统,其特征在于,所述定型单元还包括压辊和热风机,所述压辊和所述热风机设置于所述热复合装置的上游。
15.根据权利要求12所述的带材生产系统,其特征在于,所述裁切单元包括:
16.根据权利要求15所述的带材生产系统,其特征在于,所述裁切单元还包括废边收集装置,所述废边收集装置用于收集所述纵向裁切装置切下的废边。
17.根据权利要求12所述的带材生产系统,其特征在于,还包括收卷单元,所述收卷单位设置于所述裁切单元的下游,用于将所述连续复合带材收卷。
技术总结
本申请提供一种带材生产系统,第一备料单元包括承载台、输送辊组、缝合组件。承载台用于提供片材。输送辊组包括第一输送辊组和第二输送辊组。第一输送辊组设置于承载台的下游,第一输送辊组用于以第一预定速度输送以预定间隔放置的片材。第二输送辊组设置于第一输送辊组的下游。缝合组件用于将相邻的片材缝合以组成带材,带材通过第二输送辊组以第二预定速度输送。本申请提供的带材生产系统,用于自动化地生产带材的设备,通过自动输送和缝合相邻片材来形成连续的带状材料。缝合组件能够将相邻的片材精准地缝合以组成带材,保证了带材的质量和稳定性。该系统可以提高生产效率,并且可以减少人工操作对产品质量的影响。
技术研发人员:石清云,穆绪权,侯亮,吉朋建,王强,郑劭杰,王建鑫,孙升伟,时永豪
受保护的技术使用者:青岛中集创赢复合材料科技有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!