一种太阳能汽车夹胶玻璃及其制备方法与流程
本发明属于夹胶汽车玻璃生产,具体涉及一种太阳能汽车夹胶玻璃及其制备方法。
背景技术:
1、现有太阳能汽车夹胶玻璃制备方法为内片玻璃和外片玻璃分别与pvb等膜粘结,太阳能电池片置于二层pvb等膜中间,放入高温高压环境下进行压覆。该工艺中需要用到两片玻璃,不管是两片弯玻璃,还是其中一片弯玻璃一片平玻璃,在压覆过程中都需变成两片弯玻璃粘合在一起,这就导致了在压覆过程中,太阳电池片会在三维的空间上随着pvb等膜的融化进行偏移,影响美观,平移量大后会导致电池片叠加;又由于太阳能电池片多采用单、多晶硅片等脆性材料制成,要使太阳能电池片贴合到弯玻璃的曲面上,通常太阳能电池片需要发生与弯玻璃曲面匹配的塑性形变,一旦形变量过大,容易导致电池片碎裂,使整体太阳能汽车玻璃功率下降。
2、汽车太阳能发电天幕存在曲率,电池片在平面组件中容易制程,在曲面结构中很难实现排布和保证间距一致,容易造成裂片、并片等不良现象。
技术实现思路
1、针对现有技术中存在的问题,本发明要解决的一个技术问题在于提供一种太阳能汽车夹胶玻璃的制备方法,该方法保证了太阳电池片不易偏移,又保护了太阳能电池片在弯曲过程中的形变,提高了生产良率,同时改善了成品的美观。本发明要解决的另一个技术问题在于提供一种采用上述方法制备得到的太阳能汽车夹胶玻璃,太阳能电池片没有偏移、破裂,其次它的抗冲击性能、抗穿透性能和功率均符合要求。
2、为了解决上述问题,本发明所采用的技术方案如下:
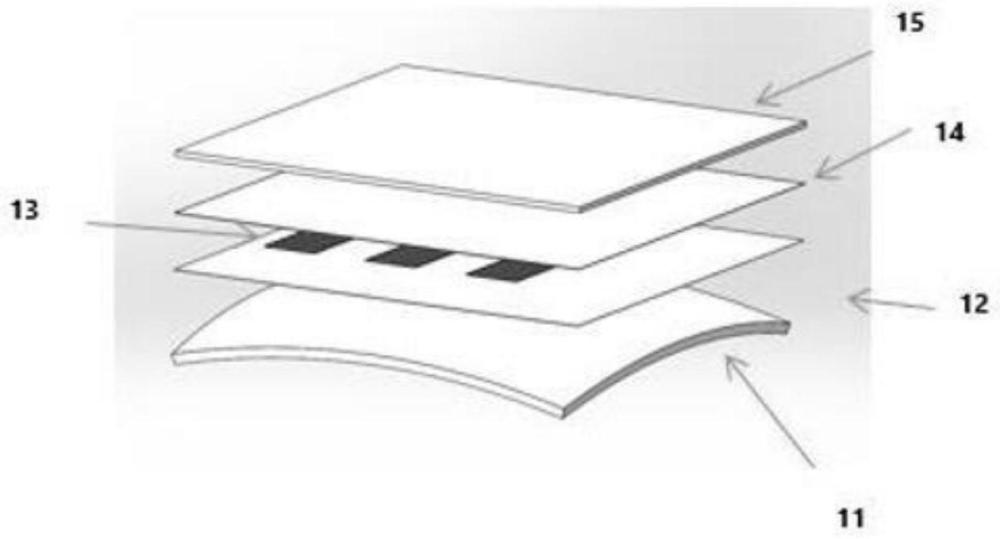
3、一种太阳能汽车夹胶玻璃的制备方法,该汽车夹胶玻璃包括内片弯玻璃、第一胶片层、太阳能电池片、第二胶片层、外片玻璃;在进入高温高压环境前先将胶片层和太阳能电池片胶粘合在一起,同时胶膜没有完全固化,在进入高温高压环境后再次融化使内外片玻璃粘合。
4、所述太阳能汽车夹胶玻璃的制备方法,内片玻璃为热弯钢化玻璃,其厚度为2-5mm;外片玻璃为对应尺寸的平板钢化玻璃或者热弯钢化玻璃,其厚度为0.3-2mm;胶片层为pvb或eva中间膜;太阳能电池片为单晶硅或多晶硅。
5、所述太阳能汽车夹胶玻璃的制备方法,内片弯玻璃和外片玻璃均为热弯钢化玻璃时,采用第一胶片层+电池串+第二胶片层,进层压机层压为一体膜,采用弯玻璃+一体膜+弯玻璃,进高温高压环境成型,最后接线;胶片层外侧可以增加离型膜,即采用离型膜+第一胶片层+电池串+第二胶片层+离型膜,进层压机层压为一体膜,,然后去掉离型膜;离型膜起到保护作用,保证不融化,离型膜可以为pet。
6、所述太阳能汽车夹胶玻璃的制备方法,内片玻璃为热弯钢化玻璃,外片玻璃为平板钢化玻璃时,采用第一胶片层+电池串+第二胶片层,进层压机层压为一体膜,采用弯玻璃+一体膜+平玻璃形式进高温高压环境成型,最后接线;胶片层外侧可以增加离型膜,即采用离型膜+第一胶片层+电池串+第二胶片层+离型膜,进层压机层压为一体膜,离型膜起到保护作用,保证不融化,离型膜可以为pet。
7、所述太阳能汽车夹胶玻璃的制备方法,内片玻璃为热弯钢化玻璃,外片玻璃为平板钢化玻璃时,采用第一胶片层+电池串+第二胶片层+平玻璃,进层压机层压为复合层,然后去掉离心膜,采用弯玻璃+复合层形式进高温高压环境成型,最后接线;第一胶片层外侧可以增加离型膜,即采用离型膜+第一胶片层+电池串+第二胶片层+平玻璃,进层压机层压为复合层,离型膜起到保护作用,保证不融化,离型膜可以为pet。
8、所述太阳能汽车夹胶玻璃的制备方法,层压机参数如下:抽真空时间为1500-2000s,加压压力为70-90kpa,层压时间为3400-3500s,层压温度为130-160℃,优选,抽真空时间1800s,加压压力80kpa,层压时间3450s,层压温度145℃。
9、所述太阳能汽车夹胶玻璃的制备方法,高压釜参数如下:温度为130℃-160℃,压力为10bar-15bar,优选,温度为145℃,压力为12bar。
10、上述方法制备得到的太阳能汽车夹胶玻璃。
11、有益效果:与现有的技术相比,本发明的优点包括:
12、在进入高温高压环境前先将胶片层和太阳能电池片胶粘合在一起,同时胶膜没有完全固化,在进入高温高压环境后还能再次融化使内外片玻璃粘合,这样既保证了太阳电池片不易偏移,又保护了太阳能电池片在弯曲过程中的形变,提高了生产良率,同时改善了成品的美观。
13、将单个的电池片在平面状态下排布,将其与封装胶膜或平板玻璃层压成一体,保证电池片排布间距一直,电池片电性能完整。
14、胶片层既可采用热固性材料也可采用热塑性材料,若是热固性材料,第一段电池胶膜层压的交联度控制在30%以内,确保第二段贴合成型的二次粘结。
技术特征:
1.一种太阳能汽车夹胶玻璃的制备方法,其特征在于,该汽车夹胶玻璃包括内片弯玻璃、第一胶片层、太阳能电池片、第二胶片层、外片玻璃;在进入高温高压环境前先将胶片层和太阳能电池片胶粘合在一起,同时胶膜没有完全固化,在进入高温高压环境后再次融化使内外片玻璃粘合。
2.根据权利要求1所述太阳能汽车夹胶玻璃的制备方法,其特征在于,内片玻璃为热弯钢化玻璃,其厚度为2-5mm;外片玻璃为对应尺寸的平板钢化玻璃或热弯钢化玻璃,其厚度为0.3-2mm;胶片层为pvb或eva中间膜;太阳能电池片为单晶硅或多晶硅。
3.根据权利要求1所述太阳能汽车夹胶玻璃的制备方法,其特征在于,内片弯玻璃和外片玻璃均为热弯钢化玻璃时,采用第一胶片层+电池串+第二胶片层,进层压机层压为一体膜,采用弯玻璃+一体膜+弯玻璃,进高温高压环境成型,最后接线。
4.根据权利要求1所述太阳能汽车夹胶玻璃的制备方法,其特征在于,内片玻璃为热弯钢化玻璃,外片玻璃为平板钢化玻璃时,采用第一胶片层+电池串+第二胶片层,进层压机层压为一体膜,采用弯玻璃+一体膜+平玻璃形式进高温高压环境成型,最后接线。
5.根据权利要求1所述太阳能汽车夹胶玻璃的制备方法,其特征在于,内片玻璃为热弯钢化玻璃,外片玻璃为平板钢化玻璃时,采用第一胶片层+电池串+第二胶片层+平玻璃,进层压机层压为复合层,采用弯玻璃+复合层形式进高温高压环境成型,最后接线。
6.根据权利要求3-5任一所述太阳能汽车夹胶玻璃的制备方法,其特征在于,层压机参数如下:抽真空时间为1500-2000s,加压压力为70-90kpa,层压时间为3400-3500s,层压温度为130-160℃。
7.根据权利要求3-5任一所述太阳能汽车夹胶玻璃的制备方法,其特征在于,高压釜参数如下:温度为130-160℃,压力为10bar-15bar。
8.权利要求1所述方法制备得到的太阳能汽车夹胶玻璃。
技术总结
本发明公开了一种太阳能汽车夹胶玻璃及其制备方法,属于夹胶汽车玻璃生产技术领域。该汽车夹胶玻璃包括内片弯玻璃、第一胶片层、太阳能电池片、第二胶片层、外片玻璃;在进入高温高压环境前先将胶片层和太阳能电池片胶粘合在一起,同时胶膜没有完全固化,在进入高温高压环境后再次融化使内外片玻璃粘合。该制备工艺既保证了太阳电池片不易偏移,又保护了太阳能电池片在弯曲过程中的形变,提高了生产良率,同时改善了成品的美观。
技术研发人员:张晔峰,初文静,林俊良,林金锡,林金汉
受保护的技术使用者:常州亚玛顿股份有限公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!