高阻隔气相防锈膜及其多层共挤成型工艺的制作方法
本发明涉及防锈膜加工,具体涉及高阻隔气相防锈膜及其多层共挤成型工艺。
背景技术:
1、随着工业生产的快速发展,在金属制品的制造、储存和运输等过程中,金属腐蚀问题越来越突出。金属制品的锈蚀不仅严重影响产品的使用功能和寿命,而且还造成资源浪费和环境污染。目前,市场上常用的防锈方法有物理防锈、电化学防锈等,但这些方法往往存在效果不稳定、造价过高等问题。高阻隔气相防锈膜是一种具有很好抗气体渗透性能的功能性聚合物材料。
2、高阻隔气相防锈膜可以有效地切断金属制品与外界有氧气、水汽、有腐蚀性气体等的接触,延缓金属化学反应,从而达到长时间金属制品防锈的目的。
3、现有技术中的聚乙烯、聚酯等材料,这些材料的气相阻隔能力虽然良好,但与高阻隔材料相比仍有较大差距,阻隔材料的氧气透过量、水汽透过量均有待进一步提高,难以满足金属制品行业对防锈膜性能的特殊需求,并且现有的高阻隔防锈膜通常用于对金属制品进行防锈保护,需要防锈膜具有良好的拉伸性能,实现对金属制品进行完全包覆,但是现有的高阻隔防锈膜的拉伸性能差,在使用高阻隔防锈膜对金属制品进行包覆时,经常的会出现防锈膜被拉断的现象,高阻隔防锈膜的拉伸性能有待进一步提高。
4、针对此方面的技术缺陷,现提出一种解决方案。
技术实现思路
1、本发明的目的在于提供高阻隔气相防锈膜及其多层共挤成型工艺,用于解决现有技术中高阻隔防锈膜难以满足金属制品行业对防锈膜性能的特殊需求,其氧气透过量、水汽透过量均有待进一步提高,现有的高阻隔防锈膜对金属制品进行包覆时,经常的会出现防锈膜被拉断的现象,高阻隔防锈膜的拉伸性能差的技术问题。
2、本发明的目的可以通过以下技术方案实现:
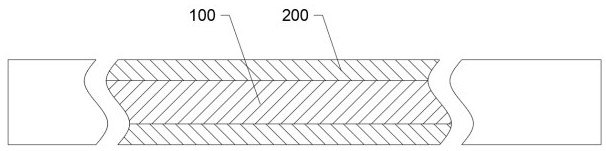
3、高阻隔气相防锈膜,包括芯层和位于芯层两侧的包覆层,所述芯层由改性聚烯烃、乙烯-乙烯醇共聚物、溴化丁基橡胶、辅助添加剂、增韧纤维和催化剂组成,两个所述包覆层均由改性聚烯烃、乙烯-乙烯醇共聚物和辅助添加剂组成;
4、所述改性聚烯烃由以下步骤加工而成:
5、a1、将聚乙烯、聚丙烯、马来酸酐、甲基丙烯酸缩水甘油酯、过氧化二异丙苯和丙酮混合均匀,加入到双螺杆挤出机中,熔融挤出、造粒,得到改性聚烯烃粗品;
6、a2、将改性聚烯烃粗品和二甲苯加入到三口烧瓶中搅拌,三口烧瓶温度升高至体系回流,保温搅拌3-5h,趁热抽滤,滤液自然降温至室温后,向滤液中加入丁酮,搅拌30-50min,后处理得到改性聚烯烃。
7、进一步的,所述改性聚烯烃、乙烯-乙烯醇共聚物、溴化丁基橡胶、辅助添加剂、增韧纤维和催化剂的重量比为30:60:15:4:8:2,所述改性聚烯烃、乙烯-乙烯醇共聚物和辅助添加剂的重量比为50:50:4,所述催化剂为二硫化二苯,所述辅助添加剂由润滑剂、分散剂、防老剂和抗氧剂按用量比1g:1g:1g:1g组成,其中,润滑剂为硬脂酸丁酯、油酰胺、乙撑双硬脂酰胺中的一种或多种,所述分散剂为硬脂酸锌、硬脂酸钙、硬脂酸镁、硬脂酸镉中的一种或多种,所述防老剂为防老剂dppd、防老剂ppd、防老剂h中的一种或多种;所述抗氧剂为丁基羟基茴香醚、二丁基羟基甲苯、叔丁基对苯二酚中的一种或多种。
8、进一步的,步骤a1中聚乙烯、聚丙烯、马来酸酐、甲基丙烯酸缩水甘油酯、过氧化二异丙苯和丙酮的重量比为60:40:3:6:1:10,所述双螺杆挤出机从进料端向出料端的6个温度区段的温度依次为195℃、200℃、210℃、210℃、210℃、210℃,所述双螺杆挤出机的主轴转速为20r/min,经过双螺杆挤出机熔融挤出,水冷降温成型,经切粒机以100r/min的转速切粒后,转移到温度为80-90℃的干燥箱中,真空干燥至恒重,得到改性聚烯烃粗品;步骤a2中改性聚烯烃粗品、二甲苯和丁酮的用量比为1g:45ml:30ml,所述后处理操作包括:搅拌完成之后,抽滤,滤饼用丁酮洗涤三次后抽干,将滤饼转移到温度为55-65℃的干燥箱中,真空干燥至恒重,得到改性聚烯烃。
9、进一步的,增韧纤维由以下步骤加工而成:
10、b1、将复合纤维和活化液加入到烧杯中,烧杯温度升高至50-60℃,超声分散50-60min,后处理,得到改性纤维;
11、b2、将改性纤维、无水乙醇、正硅酸乙酯、烯丙基三乙氧基硅烷、三乙氧基[4-(环氧乙烷-2-基)丁基]硅烷加入到锥形瓶中超声分散10-15min,向锥形瓶中加入10vt%氨水,锥形瓶温度升高至45-55℃,保温超声反应2-3h,后处理得到增韧纤维。
12、进一步的,步骤b1中复合纤维与活化液的用量比为1g:8ml,所述活化液由1mol/l盐酸、硝酸钠、15vt%双氧水、十二烷基硫酸钠和纯化水按用量比10ml:1g:4ml:0.5g:60g组成,所述后处理操作包括:反应完成之后,烧杯温度降低至室温,抽滤,滤饼用纯化水洗涤至中性后抽干,将滤饼转移到温度为65-75℃的干燥箱中,干燥至恒重,得到改性纤维;步骤b2中改性纤维、无水乙醇、正硅酸乙酯、烯丙基三乙氧基硅烷、三乙氧基[4-(环氧乙烷-2-基)丁基]硅烷和10vt%氨水的用量比为10g:50ml:6g:4g:5g:15ml,所述后处理操作包括:反应完成之后,锥形瓶温度降低至室温,抽滤,滤饼用纯化水洗涤至中性后抽干,将滤饼转移到温度为65-75℃的干燥箱中,干燥至恒重,得到增韧纤维。
13、进一步的,复合纤维的制备方法为:将尼龙6、聚己二酰间苯二甲胺和抗氧化剂混合均匀加入到熔融纺丝机中,熔融纺丝,拉伸、冷却,得到复合纤维。
14、进一步的,所述尼龙6、聚己二酰间苯二甲胺和抗氧化剂的重量比为20:4:0.1,所述抗氧化剂为抗氧剂1010,所述熔融纺丝机的纺丝温度为230-250℃,喷丝板的孔径为0.1mm,喷出的纺丝纤维经过3倍拉伸后,风冷成型,切断,得到长度为3-5mm,直径为10-20μm的复合纤维。
15、高阻隔气相防锈膜的多层共挤成型工艺,包括以下步骤:
16、s1、将改性聚烯烃、乙烯-乙烯醇共聚物加入到粉碎机中,粉碎,过60目筛网,向过筛的粉末中加入辅助添加剂,得到混合粉末一;
17、s2、将改性聚烯烃、乙烯-乙烯醇共聚物、溴化丁基橡胶加入到粉碎机中,粉碎,过60目筛网,向过筛的粉末中加入辅助添加剂、增韧纤维和催化剂,得到混合粉末二;
18、s3、将混合粉末一加入到双螺杆挤出机一中,将混合粉末二加入到双螺杆挤出机二中,混合粉末一和混合粉末二分别经过双螺杆挤出机一和双螺杆挤出机二熔融挤出后,注入多层共挤薄膜机中,共挤形成具有两个由混合粉末一组成的包覆层和位于两个包覆层之间有混合粉末二组成的芯层的防锈膜。
19、进一步的,双螺杆挤出机一从进料端向出料端的6个温度区段的温度依次为195℃、200℃、210℃、210℃、210℃、210℃,所述双螺杆挤出机的主轴转速为15r/min,双螺杆挤出机二从进料端向出料端的6个温度区段的温度依次为220℃、230℃、230℃、230℃、230℃、230℃,所述双螺杆挤出机的主轴转速为15r/min。
20、本发明具备下述有益效果:
21、1、本发明的高阻隔气相防锈膜,通过自上而下设置的包覆层、芯层与包覆层三层共挤制备得到,形成a/b/a的夹心结构,通过包覆层对芯层进行修饰,形成复配效果,提高防锈膜的阻隔防锈性能;在制备防锈膜过程中,以丙酮作为反应助溶剂,过氧化二异丙苯为引发剂,甲基丙烯酸缩水甘油酯和马来酸酐为修饰单体,对聚乙烯和聚丙烯组成的混合系统进行改性修饰后经过二甲苯浸提,制备得到具有马来酸酐与甲基丙烯酸缩水甘油酯修改的改性聚烯烃,在改性聚烯烃上修饰的马来酸酐与甲基丙烯酸缩水甘油酯,有效的提高了其极性与亲水性,使得改性聚烯烃能够在与乙烯-乙烯醇共聚物,与乙烯-乙烯醇共聚物充分混合在一起,提高改性聚烯烃与乙烯-乙烯醇共聚物的相容性,改性聚烯烃与乙烯-乙烯醇共聚物形成均匀的共混体系,乙烯-乙烯醇共聚物的本身均具有良好的亲水性能,是一种高气相阻隔材料,通过改性聚烯烃的混合加入,能够降低材料的吸水性,使得其在高湿度环境中保持良好的阻隔性能。
22、2、本发明的高阻隔气相防锈膜,在制备过程中,通过向改性聚烯烃与乙烯-乙烯醇共聚物中加入溴化丁基橡胶,在催化剂的作用下引发改性聚烯烃和溴化丁基橡胶的交联反应,以形成三维网络结构,并且溴化丁基橡胶本身具有良好的阻隔性能,与改性聚烯烃、乙烯-乙烯醇共聚物相互配合,进一步的提高防锈膜的阻隔性能;芯层与包覆层中均含有改性聚烯烃和乙烯-乙烯醇共聚物,包覆层与芯层之间本身具有良好的相容性,在吹膜过程中,通过控制芯层的挤出温度高于包覆层的挤出温度,使得包覆层能够在芯层中形成流延效果,制备得到芯层、包覆层结合紧密的防锈膜。
23、3、本发明的高阻隔气相防锈膜,通过尼龙6与聚己二酰间苯二甲胺按比例进行混合后熔融纺丝,制备得到聚己二酰间苯二甲胺与尼龙6混合的复合纤维,通过活化液对复合纤维进行活化与分散,促进复合纤维分散的同时,制备得到表面含有活性含氧基团的改性纤维,正硅酸乙酯、烯丙基三乙氧基硅烷与三乙氧基[4-(环氧乙烷-2-基)丁基]硅烷在碱性环境下,硅氧烷件断开,并与改性纤维发生自组装,得到聚硅氧烷包覆改性纤维的增韧纤维,硅氧烷具有较高的气相阻隔性能,其表面修饰的双键烯烃与环氧乙烷基团均能够与芯层的组成发生交联反应,形成稳定的化学键交联结构,提高防锈膜阻隔性能的同时,还能够进一步提高防锈膜的拉伸性能。
- 还没有人留言评论。精彩留言会获得点赞!