一种隔膜自动化连续亲水复合机的制作方法
本技术涉及锌基电池隔膜生产设备,具体涉及一种隔膜自动化连续亲水复合机。
背景技术:
1、在锌基电池的专用隔膜制备中,通常需要将多种特性隔膜进行亲水复合处理,所得多功能的复合隔膜才能用于电池生产。亲水复合隔膜的亲水过程,当前的工艺步骤如下:
2、1.隔膜亲水:对亲水复合隔膜之中一种防枝膜的隔膜进行亲水处理。经过亲水处理的防枝膜能获得很好的水亲和特性,有利于水系电解液的离子在隔膜两侧迁移。
3、目前对防枝膜进行亲水处理工艺为:
4、a配制亲水溶液:使用自研的试剂,配制成指定浓度的亲水溶液;
5、b亲水:将防枝膜展开放置于恒温亲水溶液中浸泡固定时间;
6、c烘烤:将浸泡过溶液的防枝膜送入烘箱中进行低温烘烤,烤干水分;
7、d采用自动化设备进行上述b)、c)步骤,进行连续亲水作业后再对隔膜进行收卷保存,供给复合工序备用。
8、2.隔膜复合:对亲水复合隔膜之中一种吸液膜的隔膜同上述经过亲水处理的防枝膜进行复合作业。亲水复合隔膜的复合过程,当前的工艺步骤如下:
9、a配制复合溶液:使用自研的试剂,配制成指定浓度的复合溶液;
10、b浸泡:让吸液膜完全浸透复合溶液;
11、c复合:将浸透复合溶液的吸液膜同上述经过亲水处理的防枝膜进行复合作业;
12、d采用自动化设备进行上述b)、c)步骤,进行连续复合作业再采用设备自带的烘箱进行低温烘烤,烤干隔膜水分后收制成卷材入库备用;
13、3.完成上述步骤,结束电池所需亲水复合隔膜制备。
14、这种生产方式主要以手工的方式完成,存在以下几方面问题,
15、1.隔膜制备效率低下:亲水与复合工序独立进行,先制备亲水后的防枝膜,在用亲水后的防枝膜同吸液膜进行复合处理,一种电池原材料分成两个工序进行处理导致隔膜制备效率低下。
16、2.能源浪费:在亲水处理过程中需要对防枝膜进行烘干,而在复合工序中还需要对隔膜进行一次烘干,而由于要在连续亲水过程中要保持单位长度的隔膜有较长的固定浸泡时间因此相关生产设备巨大,因此烘干功率高,所以前后两次重复的烘干导致能源浪费。
17、3.①设备投入高:同上述,为了使隔膜获得良好的亲水性能,需要让其获得较长的固定浸泡时间,需要增加亲水和复合设备的尺寸,以便于在连续收放卷过程中,隔膜亲水复合能以相对较快的速度进行,所以设备通常都比较大,同时大功率的烘干导致设备用电功率高,设备造价较高,以及造成能源浪费。
18、②工序冗余:亲水后烘干与复合后烘干过程属于类似的工序,单独进行会造成工序冗余。将亲水和复合过程优化合并一起,将大幅提高工序的生产效率。
技术实现思路
1、针对现有技术中存在的技术问题,本实用新型的目的是:提供一种隔膜自动化连续亲水复合机,解决了现有锌基电池隔膜生产成本高,制备过程效率低下的问题。
2、为了达到上述目的,本实用新型采用如下技术方案:
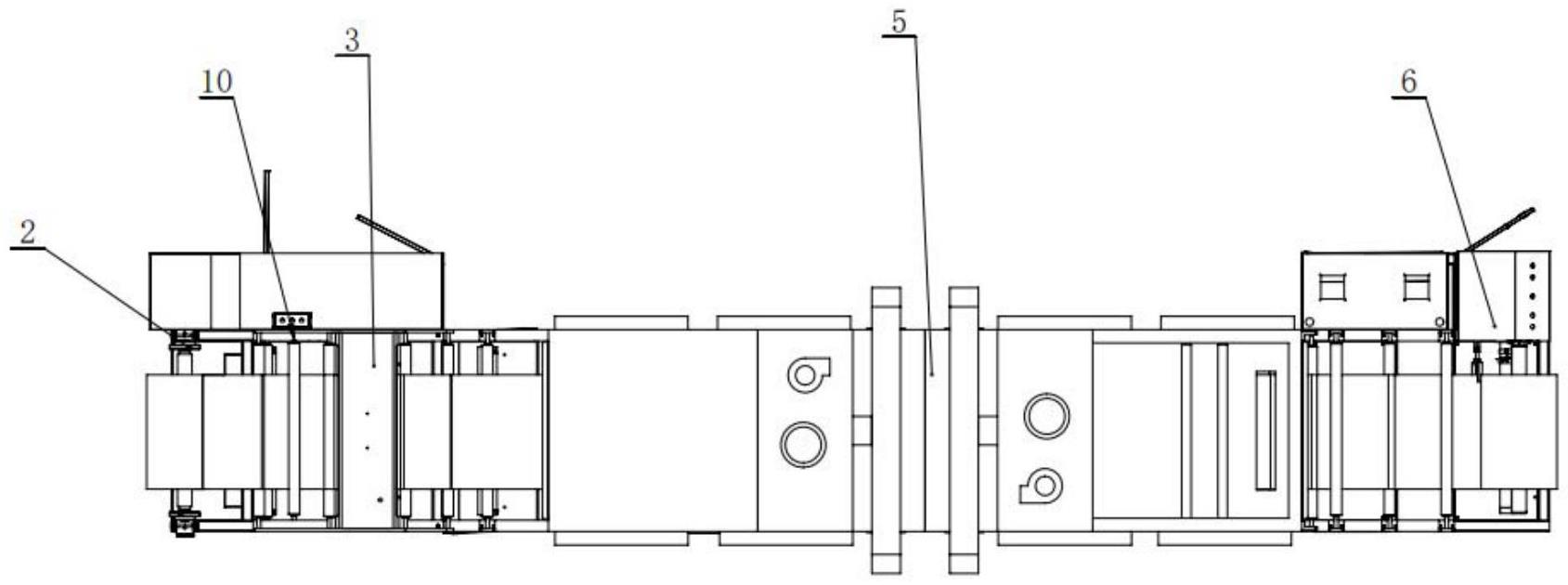
3、一种隔膜自动化连续亲水复合机,包括吸液膜放卷机构、防枝膜放卷机构、设备支架、低温烤箱和亲水复合膜收卷机构,吸液膜放卷机构、防枝膜放卷机构、低温烤箱和亲水复合膜收卷机构均安装在设备支架上;设备支架上设有吸液膜传送机构、防枝膜传送机构和复合膜传送机构,吸液膜传送机构位于吸液膜放卷机构的下游,设备支架上安装有复合溶液槽,吸液膜传送机构的传送路线经过复合溶液槽;防枝膜传送机构位于防枝膜放卷机构的下游,设备支架上安装有亲水溶液槽,防枝膜传送机构的传送路线经过亲水溶液槽;吸液膜传送机构和防枝膜传送机构的末端均与复合膜传送机构的初始端衔接,复合膜传送机构的传送路线经过低温烤箱,复合膜传送机构的末端位于亲水复合膜收卷机构的上游。
4、作为一种优选,吸液膜放卷机构包括第一制动器、第一气胀轴和第一气胀轴快速夹头,第一气胀轴快速夹头的数量为两个,两个第一气胀轴快速夹头分别和第一气胀轴的两端固定连接;第一制动器和设备支架固定连接,第一制动器的输出轴和一个第一气胀轴快速夹头固定连接,另一个第一气胀轴快速夹头和支架转动连接,吸液膜和第一气胀轴绕接。
5、作为一种优选,防枝膜放卷机构包括第二制动器、第二气胀轴和第二气胀轴快速夹头,第二气胀轴快速夹头的数量为两个,两个第二气胀轴快速夹头分别和第二气胀轴的两端固定连接;第二制动器和设备支架固定连接,第二制动器的输出轴和一个第二气胀轴快速夹头固定连接,另一个第二气胀轴快速夹头和支架转动连接,第二气胀轴位于第一气胀轴的下方,防枝膜和第二气胀轴绕接。
6、作为一种优选,亲水复合膜收卷机构包括收卷架、亲水复合膜收卷气胀轴、收卷电机、收卷过渡辊和转速传感器,收卷架安装在设备支架上,收卷电机固定安装在收卷架上,收卷电机的输出轴和亲水复合膜收卷气胀轴固定连接,亲水复合膜收卷气胀轴和收卷架转动连接;收卷过渡辊和收卷架转动连接,收卷过渡辊和亲水复合膜收卷气胀轴平行设置,收卷过渡辊位于亲水复合膜收卷气胀轴和复合膜传送机构之间,转速传感器安装在收卷过渡辊上。
7、作为一种优选,收卷架通过纠偏机构安装在设备支架上,纠偏机构包括纠偏驱动电机、滚珠丝杠、滑移座和纠偏传感器,纠偏驱动电机安装在设备支架上,纠偏驱动电机的输出轴连接有主动轮,滚珠丝杆和设备支架转动连接,滚轴丝杆的端部连接有从动轮,主动轮和从动轮通过链传动连接;滑移座和滚珠丝杆螺纹连接,收卷架固定安装在滑移座上。
8、作为一种优选,吸液膜传送机构包括若干吸液膜传送辊轴,若干吸液膜传送辊轴均和设备支架转动连接。
9、作为一种优选,防枝膜传送机构包括若干防枝膜传送辊轴,若干防枝膜传送辊轴均和设备支架转动连接。
10、作为一种优选,复合膜传送机构包括若干复合膜传送辊轴,若干复合膜传送辊轴均和设备支架转动连接。
11、作为一种优选,吸液膜传送辊轴、防枝膜传送辊轴和复合膜传送辊轴均设有张力传感器。
12、作为一种优选,防尘箱罩在吸液膜放卷机构、防枝膜放卷机构、设备支架、低温烤箱和亲水复合膜收卷机构一起所构成的装置外侧。
13、工作原理:
14、在复合机上添加一道放卷机构,用于复合机装填未进行亲水作业的防枝膜,配合吸液膜放卷机构分别为复合机提供未经处理的防枝膜与吸液膜。同时整合防枝膜浸泡亲水溶液的亲水溶液槽到复合机上。
15、在复合机上进行复合作业时,省去防枝膜在浸泡亲水溶液后的低温烘干与之后的收卷入库操作,直接使在复合溶液槽中浸透的湿润吸液膜与在亲水溶液槽中浸透的湿润防枝膜进行复合,然后同时送入低温烘干箱,一次烘干即可完成亲水复合隔膜制备作业,最后收制成卷,入库待用。完成整个隔膜复合操作。通过一台复合机即可完成防枝膜亲水、防枝膜与吸液膜复合作业。同时复合机可以随时切换单亲水功能、单复合功能、自动亲水复合功能。
16、总的说来,本实用新型具有如下优点:
17、1.本实用新型的复合机使隔膜生产工序效率成倍提升:通过优化合并工艺,让亲水与复合集成在一台复合机,一道工序上进行,一次浸泡烘干即可完成隔膜的制备,相较于之前先制备亲水防枝膜再进行复合的工艺,生产效率成倍提升。
18、2.本实用新型大幅降低设备投入、工序能源投入、人员投入:采用本实用新型的隔膜制备工艺的复合机,可实现一边对防枝膜进行亲水作业,一边使用亲水后的防枝膜同吸液膜进行复合作业,整个制备过程仅需要一台复合机且一人操作,同时一次烘干即可完成,相较与之前需要两台相关设备与两个作业人员。既能降低设备投入的同时又能大大降低工序能源消耗与员工配置。
- 还没有人留言评论。精彩留言会获得点赞!