一种仿手工馒头揉制设备的制作方法
[0001]
本实用新型涉及馒头制作设备技术领域,具体为一种仿手工馒头揉制设备。
背景技术:
[0002]
馒头为我国人民的传统主食,随着人们生活水平的提高,人们在馒头的口感与营养等方面都有了较高的要求。现市场上的圆馒头生产设备主要以绞龙输面为主,面团在输出过程中通过绞龙挤压、分切、滚圆的方式为一个一个的馒头坯,然后再进行饧发、蒸制,这样的制作方式虽然生产效率高,但是面团缺乏反复揉制的过程,并且绞龙在输面过程中要不同程度的破坏面筋,因此最终制作出来的馒头口感缺乏劲道,味道大不如手工馒头。
[0003]
目前市面对手工馒头的需求比较大,但是由于手工馒头是通过人工一个个揉制而成,不仅劳动强度大,而且制作速度非常慢,导致手工馒头价格比普通馒头贵很多,而且由于制造人工成本比较高,出售手工馒头的门店也比较少,无法满足市场需求。
技术实现要素:
[0004]
本实用新型就是针对现有技术存在的上述不足,提供一种仿手工馒头揉制设备,经过面坯加工机构制作出揉制前需要的面坯,通过揉制机构来模拟人工揉制动作,制出的馒头坯内部组织均匀,表面光滑,蒸制后的馒头口感筋道,保存时间长;该仿手工馒头揉制设备集输送、揉搓成形于一体,模拟人工揉制馒头,适合与大批量面食生产设备对接,代替人工揉制,节省了成本,减轻操作者的劳动强度,提高生产效率,能够实现揉制馒头的批量生成,满足消费需求。
[0005]
为实现上述目的,本实用新型提供如下技术方案:
[0006]
一种仿手工馒头揉制设备,包括面坯加工机构和揉制机构,所述面坯加工机构包括顺面机构、挤压机构、第二机架、分条机构和分切机构,所述第二机架的上端设有第二输送带,第二输送带的上方沿传输方向依次设有与第二机架连接的挤压机构、分条机构和分切机构,所述挤压机构的上下两侧均设有顺面机构,所述揉制机构位于面坯加工机构的一侧,揉制机构包括第一机架、第一输送带和成形机构,所述第一机架的上端设有第一输送带,所述第一输送带的输入端与第二输送带的输出端对接,所述成形机构横跨在第一输送带的上方,成形机构包括升降机构和揉搓机构,升降机构与第一机架连接,所述揉搓机构位于第一输送带的上方,揉搓机构与升降机构连接。
[0007]
优选的,所述升降机构包括第一气缸和升降板,所述升降板位于第一输送带的上方,升降板的边角处通过第一气缸与第一机架连接。
[0008]
优选的,所述揉搓机构包括第二减速机、偏心轴、压板和成形模,所述第二减速机固定在升降板的上端,所述偏心轴与升降板转动连接,偏心轴的上端设有从动轮,第二减速机的输出轴上设有主动轮,所述主动轮与从动轮之间通过皮带连接,所述偏心轴的下端连有偏心轮,所述偏心轮与压板连接,压板位于升降板的下方,压板的下端设有成形模,所述第一输送带的下方设有与第一机架连接的垫板,所述垫板与成形模上下对应。
[0009]
优选的,所述偏心轴的外部套有与升降板连接的支撑套,偏心轴与支撑套之间设有第一轴承,所述支撑套的两端设有端盖。
[0010]
优选的,所述偏心轮的下端设有连接轴,所述压板的上端设有轴承座,所述连接轴的外部套有固定在轴承座内的第二轴承。
[0011]
优选的,所述成形模的下端设有成形腔,所述成形腔的直径由下往上逐渐缩小,成形腔的顶部为内凹圆弧状。
[0012]
优选的,所述挤压机构包括第三减速机、固定架、主动轴、压模和从动轴,所述固定架与第二机架连接,所述固定架上固定有平行的主动轴和从动轴,固定架的侧壁上设有与主动轴连接的第三减速机,主动轴远离第三减速机的一端通过齿轮与从动轴啮合,主动轴与从动轴的外部套有相互配合的压模,所述压模的侧壁上设有环状的压槽。
[0013]
优选的,所述顺面机构包括支架和输送辊,所述支架与固定架连接,支架内设有多根平行的输送辊。
[0014]
优选的,所述分条机构包括支撑架和分条辊,所述支撑架横跨第一输送带并与第二机架连接,所述支撑架上竖向设有多根分条轴,所述分条辊套在分条轴的外部,相邻分条辊之间设有间隙,分条辊的下端贴近第二输送带。
[0015]
优选的,所述分切机构包括切刀架、第二气缸和切刀,所述切刀架与第二机架连接,所述第二气缸与切刀架连接,第二气缸的活塞杆上连有切刀。
[0016]
与现有技术相比,本实用新型的有益效果是:
[0017]
1、本实用新型经过面坯加工机构制作出揉制前需要的面坯,通过揉制机构来模拟人工揉制动作,经过反复重复的挤压、揉搓将面坯揉压成形为近似圆球形馒头坯,制出的馒头坯内部组织均匀,表面光滑,蒸制后的馒头口感筋道,保存时间长;该仿手工馒头揉制设备集输送、揉搓成形于一体,模拟人工揉制馒头,控制简单,适合与大批量面食生产设备对接,代替人工揉制,节省了成本,减轻操作者的劳动强度,提高生产效率,能够实现揉制馒头的批量生成,满足消费需求。
[0018]
2、本实用新型通过偏心轮带动成形模进行往复运转,动作具有连贯性,升降机构带动成形腔进行下压,逐渐对面坯进行施压,在连贯的施压揉搓中形成的馒头更加劲道,且连续性的动作能够提高加工速度。
[0019]
3、本实用新型的垫板能够在揉制中起到支撑作用,防止损伤第一输送带。
[0020]
4、本实用新型的支撑套不仅能够对偏心轴进行固定,而且满足偏心轴的旋转,同时为第二减速机提供使用空间。
[0021]
5、本实用新型的轴承座采用底部开口结构,通过挡环实现对第二轴承的固定,通过固定盖实现连接轴的连接固定,检修过程中能够实现连接轴的单独拆卸,提高检修的便利性。
[0022]
6、本实用新型的分条机构能够将挤压成的条形面坯进行等间距分离,实现条形面坯的有序输送,能够保证被切割后的团状面坯依次均匀条理的进行输送,能够确保成型腔能够与面坯进行配合,实现了前后的协调统一,保证了设备使用的可靠性。
附图说明
[0023]
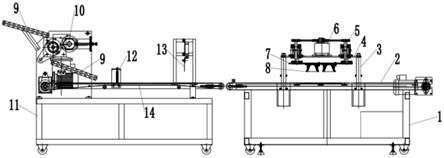
图1为本实用新型的结构示意图;
[0024]
图2为面坯加工机构的结构示意图;
[0025]
图3为挤压机构的结构示意图;
[0026]
图4为分条机构的结构示意图;
[0027]
图5为揉制结构的结构示意图;
[0028]
图6为图5的a处放大图;
[0029]
图7为成形机构的俯视图;
[0030]
图8为成形模升起后的结构示意图;
[0031]
图9为成形模下降后的结构示意图;
[0032]
图10为成形模的结构示意图。
[0033]
图中:1-第一机架;101-调节底脚;102-底轮;103-垫板;2-第一输送带; 201-第一减速机;3-第一气缸;4-升降板;401-支撑套;402-第一轴承;403
-ꢀ
端盖;5-偏心轴;501-从动轮;502-偏心轮;503-连接轴;6-第二减速机;601
-ꢀ
主动轮;602-皮带;7-压板;701-轴承座;702-螺栓;703-固定盖;704-挡环; 705-第二轴承;8-成形模;801-固定耳;802-成形腔;803-缓冲沿;9-顺面机构;901-支架;902-输送辊;10-挤压机构;1001-第三减速机;1002-固定架; 1003-主动轴;1004-压槽;1005-压模;1006-从动轴;11-第二机架;1101-托板;12-分条机构;1201-支撑架;1202-分条辊;1203-分条轴;13-分切机构; 1301-切刀架;1302-第二气缸;1303-切刀;14-第二输送带;1401-第四减速机。
具体实施方式
[0034]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
[0035]
如图1所示,一种仿手工馒头揉制设备,包括面坯加工机构和揉制机构,如图2所示,面坯加工机构包括顺面机构9、挤压机构10、第二机架11、分条机构12和分切机构,第二机架11的上端设有第二输送带14,第二机架11上设有启动第二输送带14的第四减速机1401,第二输送带14的上方沿传输方向依次设有与第二机架11连接的挤压机构10、分条机构12和分切机构,挤压机构10的上下两侧均设有顺面机构9,且顺面机构9倾斜设置,上侧的顺面机构 9将和好的面滑入到挤压机构10中,然后经过挤压后成为长条状的面坯,从下方的顺面机构9上滑到第二输送带14上,经过分条机构12的分条,避免挤压后的多根长条面坯缠在一起,且使长条面坯间的间距与后续加工的成型模的间距相等,然后被分切机构切成均匀的团状面坯,通过第二输送带14输送带揉制机构上,揉制机构位于面坯加工机构的一侧,揉制机构包括第一机架1、第一输送带2和成形机构,第一机架1的上端设有第一输送带2,第一输送带2 的输入端与第二输送带14的输出端对接,第一机架1的一侧设有驱动第一输送带2的第一减速机201,成形机构横跨在第一输送带的上方,成形机构包括升降机构和揉搓机构,升降机构与第一机架1连接,揉搓机构位于第一输送带 2的上方,揉搓机构与升降机构连接,揉搓机构与升降机构配合,在揉搓过程中,通过升降机构带动揉搓机构逐渐向面坯施压,完成仿人工馒头揉制过程。
[0036]
如图3所示,挤压机构10包括第三减速机1001、固定架1002、主动轴1003、压模1005
和从动轴1006,固定架1002与第二机架11连接,固定架1002上固定有平行的主动轴1003和从动轴1006,固定架1002的侧壁上设有与主动轴 1003连接的第三减速机1001,主动轴1003远离第三减速机1001的一端通过齿轮与从动轴1006啮合,实现主动轴1003与从动轴1006的同步转动,在固定架1002上设置螺杆调整主动轴1003与从动轴1006之间的间隙与压紧力,主动轴1003与从动轴1006的外部套有相互配合的压模1005,压模1005的侧壁上设有环状的压槽1004,压槽1004的截面为半圆状,在本实施中压槽1004 设有四道。
[0037]
其中,顺面机构9包括支架901和输送辊902,支架901与固定架1002 连接,支架901内设有多根平行的输送辊902,顺面机构9倾斜设置,便于放置与承接面坯。
[0038]
如图4所示,分条机构12包括支撑架1201和分条辊1202,支撑架1201 横跨第一输送带并与第二机架11连接,支撑架1201上竖向设有多根分条轴 1203,分条辊1202套在分条轴1203的外部,相邻分条辊1202之间设有间隙,分条辊1202的下端贴近第二输送带14,分条辊1202之间是条形面坯的输送通道,输送通道的数量与压槽1004数量对应,将每一根条形面坯分开,更加条理、整齐。
[0039]
如图2所示,分切机构13包括切刀1303架1301、第二气缸1302和切刀 1303,切刀1303架1301与第二机架11连接,第二气缸1302与切刀1303架 1301连接,第二气缸1302的活塞杆上连有切刀1303,切刀1303与第二输送带14垂直,第二输送带14的下方设有与切刀1303位置对应的托板1101,托板1101与第二机架11连接,在进行切割时起到支撑作用,第二气缸1302带动切刀1303上下往复运行将条形的面坯切割为等大的团状面坯,被团状的面坯经过第一输送带输送到成形的下方。
[0040]
在本实施例中,如图5-7所示,升降机构包括第一气缸3和升降板4,升降板4位于第一输送带的上方,升降板4的边角处通过第一气缸3与第一机架 1连接,其中,第一气缸3可以采用电机与丝杠配合、液压缸的形式来进行替代完成升降板4的升降动作。
[0041]
揉搓机构包括第二减速机6、偏心轴5、压板7和成形模8,第二减速机6 固定在升降板4的上端,偏心轴5的数量为两根,偏心轴5竖向设置,通过升降板4将偏心轴5固定,偏心轴5与升降板4转动连接,偏心轴5的上端设有从动轮501,第二减速机6的输出轴上设有主动轮601,主动轮601与从动轮 501之间通过皮带602连接,偏心轴5的下端连有偏心轮502,偏心轴5与偏心轮502的端面靠近边缘处连接,实现偏心动作,偏心轮502与压板7连接,压板7位于升降板4的下方,压板7的下端设有成形模8,第一输送带2的下方设有与第一机架1连接的垫板103,垫板103与成形模8上下对应,能够在揉制面团时提供支撑力。
[0042]
为了实现对偏心轴5的固定,在偏心轴5的外部套有与升降板4连接的支撑套401,支撑套401位于升降板4的上端,底部通过与升降板4螺栓702连接,偏心轴5与支撑套401之间设有第一轴承402,支撑套401的两端设有端盖403,起到轴向定位、遮挡、防护、美观的作用。
[0043]
偏心轮502的下端设有连接轴503,压板7的上端设有轴承座701,连接轴503的外部套有固定在轴承座701内的第二轴承705,其中,轴承座701的下端采用开口结构,便于更换第二轴承705,在在轴承座701的底部设有固定第二轴承705的挡环704,挡环704的中部设有与连接轴503通过螺栓702连接的固定盖703,固定盖703压在第二轴承705的内圈上,实现连接轴503与第二轴承705之间的连接固定。其中,偏心轴5、偏心轮502与连接轴503三者之间可以一体加工而成,也可以为单独零部件相互连接组合为一体结构。
[0044]
如图10所示,成形模8的下端面设有成形腔802,成形腔802为直径由下往上逐渐缩小的筒状结构,成形腔802的顶部为内凹圆弧状,成形腔802的底部为矩形或椭圆形,成型腔的数量与间距与前面被切割的团状面坯的间距与数量相配合,成形模8的侧壁上设有与压板7连接的固定耳801,成形模8的下端设有缓冲沿803。
[0045]
为了便于移动与固定,在第一机架1的下端设有调节底脚101和底轮102,移动到使用位置后,通过转动调节底脚101将第一机架1固定。
[0046]
使用时,经过挤压机构10将面压成四道条状的面坯,条状的面坯通过顺面机构9滑落到第二输送带14上,此时需要人工将条形面坯的端部依次分放在分条辊1202之间(后面由于通过挤压机构10被压成一根整的长条面坯,因此就不需要人工分条了),经过切刀1303被切割后团状的面坯,如图8所示,第一输送带2将被切割好的面坯输送到成形模8的下方,此时第一输送带2与面坯加工机构停止运转,第一气缸3带动升降板4、揉搓机构一并垂直下降,面坯逐步进入成形腔802内,当面坯的大半进入成形腔802后,即成形腔802 下降至面坯的中心位置或超过中心位置时,第二减速机6运转,第二减速机6 通过皮带602带动偏心轴5与偏心轮502运转,偏心轮502带动压板7与成形模8在水平方向产生摆动、模拟揉搓动作,第一气缸3通过升降板4带动成形模8逐渐下降对面坯产生一定压力,垫板103承受成形模8下降产生的压力,将面坯托住;在成形模8的逐渐下降、摆动、揉搓、揉压作用下,如图9所示,当缓冲沿803与输送带接触时,面坯被揉成近似圆球形的馒头坯形状,此时,第二减速机6停止运转,成形模8恢复到初始时的中心位置,第一气缸3带动升降板4将揉搓机构上升到初始位置,输送带运转一定距离,当下一组面坯输送到成形模8的底部时,重复以上动作进行下一组的揉制。整个过程的工作原理是应用自动升降产生的压力及偏心轴5转动带动成形模8产生摆动、揉搓、揉压动作,实现模拟人工揉馒头动作,成形模8将面坯揉搓成近似圆球形的馒头坯。
[0047]
显然,本领域的技术人员可以对本实用新型进行各种改动和变型而不脱离本实用新型的精神和范围。这样,倘若本实用新型的这些修改和变型属于本实用新型权利要求及其等同技术的范围之内,则本实用新型也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1