一种挥发油喷雾研磨包合设备的制作方法
1.本实用新型涉及一种挥发油喷雾研磨包合设备,适用于挥发油的环糊精研磨包合,属于医药、食品设备领域。
背景技术:
2.挥发油为一类天然的、具有芳香气味的油状液体,多具祛痰、止咳、平喘、解热、镇痛、驱风、抗菌、消炎等药理活性。中药散剂、丸剂、片剂、胶囊剂、颗粒剂及口服液等制剂生产中,基于处方药味和制剂工艺特点,经常需加入适量的、经提取分离得到的挥发油成分,以更好地发挥治疗作用。
3.鉴于常温下挥发油易于挥发损失,中药制剂生产中已普遍将其先行制备成环糊精包合物,以包合物形式再制剂成型,以避免挥发油容易挥散之弊端。在挥发油包合物制备中,与传统饱和水溶液法相比,研磨包合法借助胶体磨的机械研磨作用以实现挥发油的包合,具有简便、经济、高效、稳定的技术优势,更适于工业化生产。目前,在胶体磨研磨包合作业中,挥发油加入方式仍普遍沿用饱和水溶液法的直接滴加方式,取盛有挥发油溶液的分液漏斗或其他容器边滴加、边混合。上述直接滴加方法,产生的挥发油液滴体积较大,挥发油滴加至水—环糊精混合料液中难以得到及时、高效分散,存在成分偏析现象,影响包合物的包合率。虽然延长研磨时间能够改善包合率,但势必造成包合物“主分子”特殊空间结构的大概率破坏,既降低包合率,又因所形成的包合物粒度过细而不利于后续固液分离,损失大,得率低。
技术实现要素:
4.针对现有胶体磨进行挥发油包合物制备中存在的包合率低、损失大、包合物粒度细不利于固液分离等共性技术难题,本实用新型所要解决的技术问题是提供一种挥发油喷雾研磨包合设备。
5.发明人在胶体磨研磨包合法基础上,对挥发油的输送添加装置进行优化升级,借助压缩空气由承压式液料罐持续密闭地将挥发油溶液输送给高效雾化喷头,由高效雾化喷头呈喷雾状高效分散地喷洒至胶体磨的“水
‑
环糊精”混合料液斗内,实现挥发油的高效分散、混合及包合作业,提高了挥发油的包合率,优化了包合效果。
6.本实用新型所解决的技术问题具体由如下技术方案来实现:
7.一种挥发油喷雾研磨包合设备,主要由胶体磨1、高效雾化喷头2和承压式液料罐3组成,其特征在于,所述胶体磨1的进料斗13上方设置有高效雾化喷头2,承压式液料罐3通过液料管8与高效雾化喷头2的进液管7保持联通。
8.本实用新型中,所述高效雾化喷头2上部设置有空压导管4,空压导管4上设置有第一空压调节阀5。
9.高效雾化喷头2中部设置有电磁式流量调控阀6,高效雾化喷头2的喷雾频率、喷雾时间及雾化程度可以通过电磁式流量调控阀6自动控制。
10.所述高效雾化喷头2距离进料斗13的高度可上下调节,高效雾化喷头2的喷雾方向可360
°
调节。
11.本实用新型所述高效雾化喷头2的喷口处设置有敞口喇叭型挡液板12,并与进料斗13构成盖碗式结构。
12.敞口喇叭型挡液板12上部设置有圆孔形接口15,胶体磨1的回流管14经由圆孔形接口15深入进料斗13内部。
13.本实用新型中,承压式液料罐3的上部设有第二空压调节阀9和压力表11,承压式液料罐3的下部设有手动开关阀10。
14.本实用新型一种挥发油喷雾研磨包合设备在设计、改进过程中,发明人注意到,在胶体磨研磨包合作业中,采用常规滴加挥发油的方式,使加入“水
‑
环糊精”混合液料中的挥发油液滴较大,在后续的研磨包合中无法得到及时、高效分散。这种情况下,虽然延长胶体磨的研磨时间能够改善挥发油的包合率,但长时间的研磨也会造成包合物“主分子”特殊空间结构的破坏,导致包合率偏低,同时长时间研磨造成包合物粒度过细,不利于后续固液分离,损失大,环糊精包合物成品得率低。
15.因此,将挥发油的加入方式由滴加式改进为喷雾式,由高效雾化喷头2产生的挥发油雾状液滴得到高效分散,随后喷洒进入胶体磨1的进料斗13内,与“水
‑
环糊精”混合料液均匀混合,从而实现挥发油的高效分散、均匀混合和高效包合作业。
16.具体来说,挥发油喷雾研磨包合设备进行挥发油包合作业时,使承压式液料罐3的手动开关阀10保持闭合状态,同时关闭第二空压调节阀9,将挥发油或挥发油乙醇溶液加入承压式液料罐3中。开启第二空压调节阀9,对承压式液料罐3进行加压至指定压力范围,打开手动开关阀10,挥发油在压差的推动下沿着液料管8进入高效雾化喷头2。此时开启第一空压调节阀5,对进入高效雾化喷头2内的挥发油进行二次加压,同时打开高效雾化喷头2中部的电磁式流量调节阀6,控制高效雾化喷头2的喷雾频率及喷雾时间。
17.高效雾化喷头2将挥发油或挥发油乙醇溶液以高度分散的雾化状态均匀地喷洒至胶体磨1的进料斗13中,与进料斗13中的“水
‑
环糊精”混合料液高效混合研磨,从而实现挥发油的高效分散、混合及包合作业。同时,根据挥发油的种类和理化特性的不同,可对高效雾化喷头2距离进料斗的高度进行上下调节,同时对高效雾化喷头2的喷雾方向进行360
°
调节,以便达到最佳包合效果。
18.本实用新型结构合理,操作方便,适用于挥发油的环糊精研磨包合,挥发油溶液借助压缩空气由承压式液料罐持续密闭地输送给高效雾化喷头,由高效雾化喷头呈雾状高效分散地喷洒至胶体磨中水
‑
环糊精混合料液内,实现挥发油的高效分散、混合及包合作业,提高了挥发油的包合率,优化了包合效果。
19.本实用新型结构独特,操作方便,环境友好,产生的技术效果显著,适用于车间大生产,与现有常规的挥发油包合设备相比,本实用新型具有下列实质性特点和进步:
20.1.本实用新型巧妙构思,将高效雾化喷头装置、胶体磨装置以及承压式液料罐装置三者有机结合,挥发油溶液借助压缩空气由承压式液料罐持续密闭地输送给高效雾化喷头,由高效雾化喷头呈雾状均匀、高分散地喷洒至胶体磨进料斗的“水
‑
环糊精”混合料液内,从而实现挥发油的高效分散、混合及包合作业。
21.2.本实用新型通过高效雾化喷头装置将挥发油进行一级分散,所产生的挥发油液
滴细小且均匀,喷洒至“水
‑
环糊精”混合料液的初始时刻即可得到及时、高效分散,避免了偏析现象的发生,提高了包合物的包合率。
22.3.本实用新型利用承压式液料罐完成挥发油的加入工作,实现了挥发油加入的自动化和可控制化,提高了挥发油加入的效率,节约了人力成本。
23.4.本实用新型能有效地在较短时间内完成挥发油的包合,保证了包合物空间结构的完整性,所得包合物粒度均匀合适,利于后续固液分离,损失小,包合物得率高,适合车间工业化大生产,具有广阔的推广应用前景。
附图说明
24.为了便于理解和掌握本技术实用新型技术方案,下面将对附图作简要介绍。应当知晓的是,以下附图不应被看作是对技术方案所述范围的限定,对本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据下列附图获得其他相关附图。
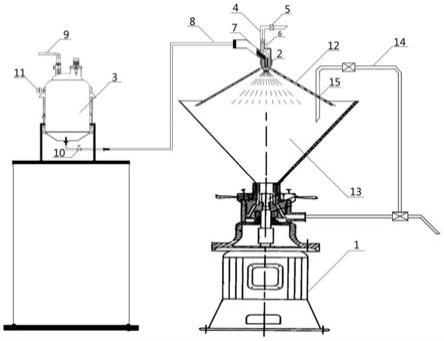
25.附图1为挥发油喷雾研磨包合设备结构示意图
26.附图中标记分述如下:1-胶体磨;2-高效雾化喷头;3-承压式液料罐;4-空压导管;5-第一空压调节阀;6-电磁式流量调节阀;7-进液管;8-液料管;9-第二空压调节阀;10-手动开关阀;11-压力表;12-挡液板;13-进料斗;14-回流管;15-圆孔形接口。
27.附图2为高效雾化喷头结构示意图
28.附图中标记分述如下:2-高效雾化喷头;4-空压导管;5-第一空压调节阀;6-电磁式流量调节阀;7-进液管。
具体实施方式
29.下面结合附图对本实用新型的具体实施方式作进一步详细地描述。
30.为了使本技术的目的、技术方案和优点更加清楚、明晰,以下将结合附图对实施例中的技术方案进行清楚、完整的描述。显而易见,以下实施例是本技术实施例的一部分,而不是全部。通常来说,附图和本实施例中所描述和出示的部件及连接方式可以通过其他方式来设置和布置,由于篇幅有限,在此不一一例举。
31.因此,以下对实施例的详细描述并非限定本技术要求保护的范围,本领域普通技术人员在没有作出创造性劳动的前提下所作出的等同替换或修改,均应包含在本实用新型的保护范围之内。
32.实施例1挥发油喷雾研磨包合设备结构及作业方式
33.如附图1所示,本实用新型挥发油喷雾研磨包合设备主要由胶体磨1、高效雾化喷头2和承压式液料罐3组成,其特别之处在于,所述胶体磨1的进料斗13上方设置有高效雾化喷头2;同时,承压式液料罐3通过液料管8与高效雾化喷头2的进液管7保持联通。
34.所述高效雾化喷头2上部设置有空压导管4,空压导管4上设置有第一空压调节阀5。高效雾化喷头2中部设有电磁式流量调控阀6,高效雾化喷头2的喷雾频率、喷雾时间及雾化程度可以通过设置的电磁式流量调控阀6自动控制。高效雾化喷头2距离进料斗的高度可上下调节,高效雾化喷头2的喷雾方向可360
°
调节。
35.挥发油喷雾研磨包合设备进行挥发油包合作业时,使承压式液料罐3的手动开关
阀10保持闭合状态,同时关闭第二空压调节阀9,将挥发油或挥发油乙醇溶液加入承压式液料罐3中。开启第二空压调节阀9,对承压式液料罐3进行加压至指定压力范围,打开手动开关阀10,挥发油在压差的推动下沿着液料管8进入高效雾化喷头2的进液管7。此时开启第一空压调节阀5,对于进入高效雾化喷头2内的挥发油进行二次加压,同时打开高效雾化喷头2中部的电磁式流量调节阀6,控制高效雾化喷头2的喷雾频率及喷雾时间。
36.高效雾化喷头2将挥发油或挥发油乙醇溶液以高度分散的雾化状态均匀地喷洒至胶体磨1的进料斗13中,与进料斗13中的“水
‑
环糊精”混合料液高效混合研磨,从而实现挥发油的高效分散、混合及包合作业。同时,根据挥发油的种类和理化特性的不同,可对高效雾化喷头2距离进料斗的高度进行上下调节,同时对高效雾化喷头2的喷雾方向进行360
°
调节,以便达到最佳包合效果。
37.本实用新型所述高效雾化喷头2的喷口处设置有敞口喇叭型挡液板12,并与进料斗13构成盖碗式结构,以防止雾状挥发油的挥散和逸出,保证了装置的密闭性和可靠性。
38.实施例2柴银颗粒挥发油研磨包合物的包合率及得率研究
39.1材料
40.1.1仪器tcs
‑
30型电子台秤(梅特勒
‑
托利多公司),qt
‑
2型直筒式多功能提取罐(上海远跃制药机械有限公司),bjg
‑
60型电加热搅拌保温罐(温州市制药设备厂),shb
‑
b95型循环水式多用真空泵(郑州长城科工贸有限公司),gzx
‑
9240mbe型电热恒温鼓风干燥箱(上海博迅实业有限公司医疗设备厂),jm50al型胶体磨(温州市胶体磨厂),sd600型三足式吊袋离心机(张家港市高宏离心机制造有限公司),xs204型电子分析天平(梅特勒
‑
托利多公司)。
41.1.2试剂及药品β
‑
环糊精(孟州市华兴生物化工有限责任公司,批号:20190201);柴胡、金银花、青蒿、连翘、荆芥、薄荷和鱼腥草7种原料药材由鲁南厚普制药有限公司提供,均符合《中国药典》(2015年版各品种项下规定。
42.2方法
43.2.1挥发油的提取依据柴银颗粒处方中药材用量,称取柴胡20kg、金银花15kg、青蒿15kg、连翘15kg、荆芥10kg、薄荷15kg和鱼腥草15kg,投入多功能提取罐中,加入10倍量饮用水,浸泡1h,夹层蒸汽加热,控制蒸汽压力使保持微沸,蒸馏提取4h,得混合挥发油276ml,置于4℃下贮存,备用。
44.2.2挥发油包合物的制备取混合挥发油260ml,以等体积的药用乙醇稀释配制成挥发油乙醇溶液。取上述挥发油乙醇溶液160ml,共计3份,分别按下述a饱和水溶液法、b滴加胶体磨法、c本实用新型设备喷加胶体磨法,制备相应的挥发油包合物。
45.a饱和水溶液法
46.按β
‑
环糊精与挥发油乙醇溶液1:5的比例称取β
‑
环糊精800g,备用;按水与β
‑
环糊精16:1比例向电加热搅拌保温罐中加入纯化水12.8l,开启搅拌器,设定温度50℃,缓缓加入β
‑
环糊精,搅拌使溶解;将挥发油乙醇溶液缓慢滴加至β
‑
环糊精水溶液中,滴速90~120滴/min,边滴加边搅拌,温度保持50℃,滴加完毕继续搅拌2小时后停止;将包合液转移至不锈钢容器内,于0~4℃下冷沉30小时,滤过,收集沉淀物,于40℃烘箱干燥12h,得包合物ⅰ。
47.b滴加胶体磨法
48.按β
‑
环糊精与挥发油乙醇溶液1:5的比例称取β
‑
环糊精800g,备用;开启胶体磨,
按水与β
‑
环糊精4:1比例向胶体磨进料斗内加入纯化水3.2l,缓缓加入β
‑
环糊精,研磨混合10min使其混匀;将挥发油乙醇溶液滴加至β
‑
环糊精混悬液中,滴速20ml/min,边滴加边研磨,滴加完毕后继续研磨混合20min停止;将包合浆液转移至不锈钢容器内,于0~4℃下冷沉6小时,离心,收集沉淀物,于40℃烘箱干燥12h,得包合物ⅱ。
49.c喷加胶体磨法
50.采用本实用新型所述的挥发油研磨包合设备进行挥发油包合物制备。按β
‑
环糊精与挥发油乙醇溶液1:5的比例称取β
‑
环糊精800g,备用;开启胶体磨,按水与β
‑
环糊精4:1比例向胶体磨进料斗内加入纯化水3.2l,缓缓加入β
‑
环糊精,研磨混合10min使其混匀;将挥发油乙醇溶液均匀喷加至β
‑
环糊精混悬液中,喷速20ml/min,边喷加边研磨,喷加完毕后继续研磨混合20min停止;将包合浆液转移至不锈钢容器内,于0~4℃下冷沉6小时,离心,收集沉淀物,于40℃烘箱干燥12h,得包合物ⅲ。
51.2.3包合效果评价指标称取一定量的包合物细粉,置500ml圆底烧瓶中,加入纯化水300ml和玻璃珠数粒,连接挥发油提取装置,按2015年版《中国药典》(四部通则2204“挥发油测定法”项下甲法提取挥发油,计算挥发油包合率。同时,精密吸取混合挥发油2ml,同法操作,平行试验3次,计算空白回收率。其中,挥发油包合物得率、包合率及空白回收率按下列公式计算:
[0052][0053][0054][0055]
包合率作为评价包合效果的主要指标,其值越高,表明挥发油包合效果越好,能有效改善挥发油稳定性,进而有利于制剂稳定,故将其权重系数确定为0.7;包合物得率在实际生产中亦具有重要意义,但辅料加入过多时,既增加生产成本,又影响制剂成型,故将其作为次要考察指标,权重系数确定为0.3,因此,综合评分=包合物包合率
×
0.7+包合物得率
×
0.3。
[0056]
3结果
[0057]
柴银颗粒挥发油研磨包合物的包合率及得率研究结果见表1。
[0058]
表1 3种挥发油包合方法包合效果比较
[0059][0060][0061]
挥发油包合物制备中,饱和水溶液法需使用较大量(本例为16倍量的水,以溶解β
‑
环糊精而饱和水溶液,但因β
‑
环糊精的溶解度性质,后续包合物经冷沉后固液分离中,其中的β
‑
环糊精及其包合物有相当部分被不可避免地遗留于滤液中。因此,与饱和水溶液法相
比,胶体磨法包合物得率较高,且具有包合时间短、无需加热、占用空间小等突出优势。同时,与滴加胶体磨法相比,采用本实用新型的喷加胶体磨法所制备的包合物的包合率及综合评分均较高,表明采用喷加方式实现挥发油的高效分散、混合及包合,有利于提升挥发油包合物的包合率,优化了包合效果。因此,本实用新型设备更适合工业化大生产。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1