一种食品加工设备的制作方法
1.本发明涉及食品加工技术领域,更具体地说,本发明涉及一种食品加工设备。
背景技术:
2.马铃薯的营养成分十分全面,含有丰富的蛋白质、维生素,既可以当粮食,也可以当蔬菜,是很好的食品加工原料,马铃薯加工的薯片,深受人们尤其是儿童的喜爱,是零食市场重要的一部份,薯片加工通常有两种方法,一种是将马铃薯去皮后切为薄片,然后炸或烤至脆口并加以调味粉即可,而另外一种方法则是首先将马铃薯加工成粉料,然后再揉成团,最后进行压片成型以及烘干,这种方法可以在薯片内部加入各种调味料,使得薯片的味道更好。
3.现有的薯片加工设备只能简单地对薯片进行压片成型,而不能够同时加工各种颜色的薯片,功能性不强。
4.在所述背景技术部分公开的上述信息仅用于加强对本公开的背景的理解,因此它可以包括不构成对本领域普通技术人员已知的现有技术的信息。
技术实现要素:
5.为了克服现有技术的上述缺陷,本发明的实施例提供一种食品加工设备,本发明所要解决的技术问题是:现有的薯片加工设备只能简单地对薯片进行压片成型,而不能够同时加工各种颜色的薯片,功能性不强。
6.为实现上述目的,本发明提供如下技术方案:一种食品加工设备,包括底架,所述底架的上方固定安装有安装座,所述安装座的上表面开设有“8”字形导向槽,所述“8”字形导向槽的两侧均开设有落料口,所述安装座上方的两侧均设置有成型盘,所述成型盘的底端固定安装有连接轴,两个所述成型盘分别位于“8”字形导向槽两侧的中部并通过连接轴与安装座转动连接,所述成型盘的圆周方向均匀开设有三个成型槽,两个所述成型盘上的成型槽一一对应,三个所述成型槽的上端均开设有凹槽,所述成型盘的内部设置有电热丝;
7.两个所述成型盘上共设置有三个挤压柱,每个所述挤压柱与两个成型盘上的两个成型槽对应,所述挤压柱的中部和底部分别固定连接有中定位块和下定位块,所述下定位块的底端与安装座的上表面贴合,所述中定位块的底端与成型盘的上表面贴合,所述挤压柱位于中定位块和下定位块之间的部分位于成型槽的内侧,所述下定位块的底部固定连接有导向滑块,所述导向滑块在“8”字形导向槽的内部滑动,所述挤压柱的上端固定连接有推动块,所述挤压柱位于中定位块和下定位块之间的侧壁开设有若干个通孔,所述挤压柱的中部一体成型有隔板,所述隔板将挤压柱的内部一分为二,所述挤压柱位于中定位块和下定位块之间的外侧套设有两块弧形的涂料海绵;
8.所述安装座底端的两侧均转动连接有位于两个连接轴之间的短轴,两个所述短轴和两个连接轴的外侧均固定连接有直齿轮,四个所述直齿轮两两啮合传动,所述底架的上端固定安装有驱动电机和减速器,所述驱动电机的输出轴与减速器的输入轴传动连接,所
述减速器的输出轴与一个连接轴传动连接;
9.所述凹槽的内部设置有弧形推块,所述弧形推块的上端固定连接有上块,所述弧形推块靠近成型盘中部的一侧设置有第一弹簧,所述第一弹簧的两端分别与凹槽和弧形推块的端壁固定连接;
10.所述安装座中部的上方设置有定量落料机构,所述定量落料机构包括安装板,所述安装板的底端与安装座的上端固定连接,所述安装板的上端固定安装有入料斗,所述安装板的中部固定连接有固定轴,所述固定轴的端部转动连接有倒y形架,所述倒y形架两侧的侧壁均开设有侧长槽,所述倒y形架两侧的底端均设置有推动部,所述推动部通过推动上块带动弧形推块移动,所述倒y形架的上端固定连接有顶板,所述顶板位于入料斗的底端,所述顶板的两侧均固定连接有接料斗,所述接料斗的上端开设有接料口,所述倒y 形架的上方设置有弧形板,所述弧形板的两端分别与两个接料斗固定连接,所述弧形板的中部开设有落料孔,所述弧形板活动贯穿入料斗,所述安装板的两侧均活动插接有圆杆,所述圆杆的一端固定连接有靠近倒y形架中部的球体,所述圆杆的另一端活动插接在侧长槽的内侧,所述圆杆的外侧套设有第二弹簧,所述第二弹簧的两端分别与球体和倒y形架的侧壁贴合,所述安装板下部的两侧均固定连接有弧形块,两个所述弧形块的内侧均固定安装有直管,所述倒y形架的两侧均设置有软管,两个所述软管的上端分别与两个接料斗的内部连通,两个所述软管的底端分别与两个直管的上端连通;
11.所述安装座的后侧设置有清洁机构,所述清洁机构包括冖形管,所述冖形管固定安装在安装座的上方,所述冖形管的两端分别延伸至两个成型盘的一侧,所述冖形管两侧的内部均开设有气道,所述冖形管中部的两侧均开设有连通孔,所述冖形管的两端均开设有吹气孔且均固定连接有毛刷,所述冖形管远离成型盘的一侧设置有y形弯管,所述底架的上端固定安装有气源,所述y形弯管的底端与气源连通,所述y形弯管上侧的两端分别贴合在冖形管的侧壁,所述安装座的两侧均活动插接有拨杆,两个所述拨杆分别与y形弯管上侧两端的侧壁固定连接,两个所述y形弯管的另一端分别延伸至两个挤压柱上的中定位块的一侧,所述y形弯管的外侧套设有与y形弯管和安装座贴合的第三弹簧,所述中定位块通过推动拨杆带动y形弯管移动。
12.在一个优选的实施方式中,所述导向滑块和推动块的截面均为椭圆形,且所述导向滑块和推动块的长轴相互平行。
13.在一个优选的实施方式中,所述挤压柱的上端通过螺纹连接有端盖,所述端盖的上端开设有透气孔。
14.在一个优选的实施方式中,所述倒y形架中部的两侧均开设有限位孔,两个所述软管分别从两个限位孔的内部穿过。
15.在一个优选的实施方式中,所述顶板和接料斗均为弧形,所述顶板和接料斗均可与入料斗的底端贴合。
16.本发明的技术效果和优点:
17.1、本发明通过两个成型盘的转动,既实现了面团定量和间歇下料的目的,还通过成型盘和挤压柱的挤压实现了对面团成型的目的,同时通过弧形推块的移动能够使成型后的薯片产生松动而不至于粘连,与此同时,利用中定位块推动拨杆使y形弯管左移和右移,从而可以对成型槽的侧壁和涂料海绵的表面进行清理;
18.2、本设备能够交替生产六种颜色的薯片,可将六种薯片装在一个袋子内,从而更具吸引力。
附图说明
19.图1为本发明整体结构示意图的第一侧位图。
20.图2为本发明整体结构示意图的第二侧位图。
21.图3为本发明的侧视图。
22.图4为本发明的局部结构示意图。
23.图5为本发明安装座的结构示意图。
24.图6为本发明成型盘的结构示意图。
25.图7为本发明挤压柱的结构示意图。
26.图8为本发明挤压柱的剖视图。
27.图9为本发明图3中a
‑
a处的剖视图。
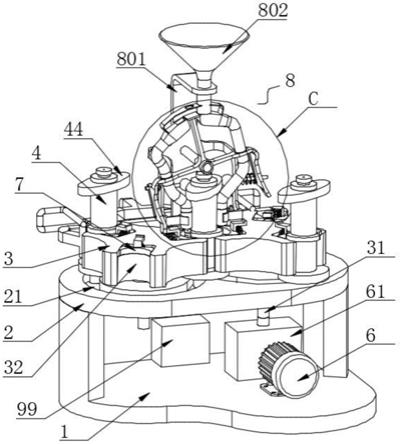
28.图10为本发明图1中c处的局部放大图。
29.图11为本发明图9中d处的局部放大图。
30.图12为本发明图9中e处的局部放大图。
31.图13为本发明定量落料机构的结构示意图。
32.图14为本发明定量落料机构的局部结构示意图。
33.图15为本发明图3中b
‑
b处的剖视图。
34.图16为本发明图15中f处的局部放大图。
35.图17为本发明冖形管的结构示意图。
36.附图标记为:
37.1底架、2安装座、21“8”字形导向槽、22落料口、3成型盘、31连接轴、32成型槽、33凹槽、4挤压柱、41中定位块、42下定位块、43导向滑块、44推动块、45通孔、46隔板、47端盖、48透气孔、5短轴、51直齿轮、 6驱动电机、61减速器、7弧形推块、71上块、72第一弹簧、8定量落料机构、801安装板、802入料斗、803固定轴、804倒y形架、805侧长槽、806 推动部、807限位孔、808顶板、809接料斗、810接料口、811弧形板、812 落料孔、813球体、814圆杆、815第二弹簧、816弧形块、817直管、818软管、9清洁机构、91冖形管、92气道、93毛刷、94吹气孔、95连通孔、96y 形弯管、97拨杆、98第三弹簧、99气源、100涂料海绵、200面团。
具体实施方式
38.现在将参考附图更全面地描述示例实施方式。然而,示例实施方式能够以多种形式实施,且不应被理解为限于在此阐述的范例;相反,提供这些示例实施方式使得本公开的描述将更加全面和完整,并将示例实施方式的构思全面地传达给本领域的技术人员。附图仅为本公开的示意性图解,并非一定是按比例绘制。图中相同的附图标记表示相同或类似的部分,因而将省略对它们的重复描述。
39.此外,所描述的特征、结构或特性可以以任何合适的方式结合在一个或更多示例实施方式中。在下面的描述中,提供许多具体细节从而给出对本公开的示例实施方式的充分理解。然而,本领域技术人员将意识到,可以实践本公开的技术方案而省略所述特定细节
中的一个或更多,或者可以采用其它的方法、组元、步骤等。在其它情况下,不详细示出或描述公知结构、方法、实现或者操作以避免喧宾夺主而使得本公开的各方面变得模糊。
40.本发明提供了一种食品加工设备,包括底架1,所述底架1的上方固定安装有安装座2,所述安装座2的上表面开设有“8”字形导向槽21,所述“8”字形导向槽21的两侧均开设有落料口22,所述安装座2上方的两侧均设置有成型盘3,所述成型盘3的底端固定安装有连接轴31,两个所述成型盘3分别位于“8”字形导向槽21两侧的中部并通过连接轴31与安装座2转动连接,所述成型盘3的圆周方向均匀开设有三个成型槽32,两个所述成型盘3上的成型槽32一一对应,三个所述成型槽32的上端均开设有凹槽33,所述成型盘3的内部设置有电热丝;
41.两个所述成型盘3上共设置有三个挤压柱4,每个所述挤压柱4与两个成型盘3上的两个成型槽32对应,所述挤压柱4的中部和底部分别固定连接有中定位块41和下定位块42,所述下定位块42的底端与安装座2的上表面贴合,所述中定位块41的底端与成型盘3的上表面贴合,所述挤压柱4位于中定位块41和下定位块42之间的部分位于成型槽32的内侧,所述下定位块42 的底部固定连接有导向滑块43,所述导向滑块43在“8”字形导向槽21的内部滑动,所述挤压柱4的上端固定连接有推动块44,所述挤压柱4位于中定位块41和下定位块42之间的侧壁开设有若干个通孔45,所述挤压柱4的中部一体成型有隔板46,所述隔板46将挤压柱4的内部一分为二,所述挤压柱 4位于中定位块41和下定位块42之间的外侧套设有两块弧形的涂料海绵100;
42.所述安装座2底端的两侧均转动连接有位于两个连接轴31之间的短轴5,两个所述短轴5和两个连接轴31的外侧均固定连接有直齿轮51,四个所述直齿轮51两两啮合传动,所述底架1的上端固定安装有驱动电机6和减速器61,所述驱动电机6的输出轴与减速器61的输入轴传动连接,所述减速器61的输出轴与一个连接轴31传动连接;
43.所述凹槽33的内部设置有弧形推块7,所述弧形推块7的上端固定连接有上块71,所述弧形推块7靠近成型盘3中部的一侧设置有第一弹簧72,所述第一弹簧72的两端分别与凹槽33和弧形推块7的端壁固定连接;
44.所述安装座2中部的上方设置有定量落料机构8,所述定量落料机构8包括安装板801,所述安装板801的底端与安装座2的上端固定连接,所述安装板801的上端固定安装有入料斗802,所述安装板801的中部固定连接有固定轴803,所述固定轴803的端部转动连接有倒y形架804,所述倒y形架804 两侧的侧壁均开设有侧长槽805,所述倒y形架804两侧的底端均设置有推动部806,所述推动部806通过推动上块71带动弧形推块7移动,所述倒y形架804的上端固定连接有顶板808,所述顶板808位于入料斗802的底端,所述顶板808的两侧均固定连接有接料斗809,所述接料斗809的上端开设有接料口810,所述倒y形架804的上方设置有弧形板811,所述弧形板811的两端分别与两个接料斗809固定连接,所述弧形板811的中部开设有落料孔812,所述弧形板811活动贯穿入料斗802,所述安装板801的两侧均活动插接有圆杆814,所述圆杆814的一端固定连接有靠近倒y形架804中部的球体813,所述圆杆814的另一端活动插接在侧长槽805的内侧,所述圆杆814的外侧套设有第二弹簧815,所述第二弹簧815的两端分别与球体813和倒y形架 804的侧壁贴合,所述安装板801下部的两侧均固定连接有弧形块816,两个所述弧形块816的内侧均固定安装有直管817,所述倒y形架804的两侧均设置有软管818,两个所述软管818的上端分别与两个接料斗809的内部连
通,两个所述软管818的底端分别与两个直管817的上端连通;
45.所述安装座2的后侧设置有清洁机构9,所述清洁机构9包括冖形管91,所述冖形管91固定安装在安装座2的上方,所述冖形管91的两端分别延伸至两个成型盘3的一侧,所述冖形管91两侧的内部均开设有气道92,所述冖形管91中部的两侧均开设有连通孔95,所述冖形管91的两端均开设有吹气孔94且均固定连接有毛刷93,所述冖形管91远离成型盘3的一侧设置有y 形弯管96,所述底架1的上端固定安装有气源99,所述y形弯管96的底端与气源99连通,所述y形弯管96上侧的两端分别贴合在冖形管91的侧壁,所述安装座2的两侧均活动插接有拨杆97,两个所述拨杆97分别与y形弯管 96上侧两端的侧壁固定连接,两个所述y形弯管96的另一端分别延伸至两个挤压柱4上的中定位块41的一侧,所述y形弯管96的外侧套设有与y形弯管96和安装座2贴合的第三弹簧98,所述中定位块41通过推动拨杆97带动 y形弯管96移动。
46.所述导向滑块43和推动块44的截面均为椭圆形,且所述导向滑块43和推动块44的长轴相互平行。
47.所述挤压柱4的上端通过螺纹连接有端盖47,所述端盖47的上端开设有透气孔48。
48.所述倒y形架804中部的两侧均开设有限位孔807,两个所述软管818分别从两个限位孔807的内部穿过。
49.所述顶板808和接料斗809均为弧形,所述顶板808和接料斗809均可与入料斗802的底端贴合。
50.如图1
‑
17所示的,实施方式具体为:在三个挤压柱4的内部加入液体食用色素,由于隔板46将挤压柱4的内部一分为二,故而一个挤压柱4的内部可以加入两种颜色的色素,三个挤压柱4则一共可以加入六种不同颜色的色素,六种色素从通孔45流出分别浸湿六块涂料海绵100,在初始状态下(未工作状态时挤压柱4不位于安装座2中部),落料孔812与入料斗802接通,顶板808将入料斗802的底部挡住,接料口810与入料斗802错开,入料斗 802的内部放置面团200,面团200下落,此时,弧形板811与入料斗802底部之间只有一个面团200,
51.在使用时,启动驱动电机6,驱动电机6通过减速器61带动连接轴31进而使一个成型盘3转动起来,而通过四个直齿轮51的啮合传动,使另外的一个成型盘3也转动起来,并且两个成型盘3的转向是相反的,使左侧(图15) 的成型盘3逆时针转动,则右侧的成型盘3为顺时针转动,
52.在两个成型盘3在转动的过程中,当成型槽32转动到安装座2的中部位置时,两个成型盘3上的两个成型槽32正好处于正对的位置,并且在两个成型盘3转动的过程中,还可以带动挤压柱4一起转动,导向滑块43在“8”字形导向槽21的内部滑动,挤压柱4位于成型槽32内侧的位置,成型盘3 转动时,挤压柱4会随着成型盘3一起转动,当位于左侧的挤压柱4被成型盘3带动到安装座2的中部位置时,由于导向滑块43为椭圆形,能够起到导向的作用,使得导向滑块43会从左侧的“8”字形导向槽21越过中部进入右侧的“8”字形导向槽21,挤压柱4就会跟随着右侧的成型盘3一起转动,同理,当位于右侧的挤压柱4被成型槽32带动到安装座2的中部位置时,导向滑块43会从右侧的“8”字形导向槽21越过中部进入左侧的“8”字形导向槽21,挤压柱4就会跟随着左侧的成型盘3一起转动,也即是左侧的挤压柱 4移动到中部时会进入右侧,而右侧的挤压柱4移动到中部会进入左侧,
53.一个挤压柱4与两个成型盘3上能够正对的两个成型槽32对应,并且在转动的过程中,这个挤压柱4是始终能够交替进入这两个成型槽32的内部而不会进入其他的成型槽32的内部,不仅如此,隔板46将挤压柱4的内部一分为二,在转动的过程中,位于隔板46一侧的通孔45和涂料海绵100是始终与一个成型槽32的侧壁相对的,位于隔板46另一侧的通孔45和涂料海绵 100是始终与另一个成型槽32的侧壁相对的,
54.在两个成型盘3转动的过程中,当两个成型槽32在安装座2的中部相对时,一个位于左侧的挤压柱4移动到了两个成型槽32的中部,并将要从左侧的成型槽32进入右侧的成型槽32,此时,推动块44的端部则会推动右侧的球体813,右侧的球体813挤压第二弹簧815,从而可以达到挤压倒y形架804 侧壁使倒y形架804发生转动的目的,圆杆814在侧长槽805的内部滑动,此时倒y形架804是逆时针转动的,倒y形架804的右侧向上转动,左侧向下转动,并且此时,顶板808、接料斗809和弧形板811逆时针转动,落料孔 812与入料斗802错开,顶板808将入料斗802的底部打开,右侧的接料口 810与入料斗802的底部接通,倒y形架804右侧底部的推动部806推动上块 71,上块71带动弧形推块7向远离成型盘3的方向移动,
55.两个成型盘3继续转动,位于中部的挤压柱4转动到了右侧并与球体813 脱离后,由于第二弹簧815弹力的作用,倒y形架804恢复原来的位置,落料孔812与入料斗802接通,顶板808将入料斗802的底部挡住,接料口810 与入料斗802错开,并且推动部806与脱离上块71,在第一弹簧72弹力的作用下,弧形推块7恢复原来的位置;
56.当一个位于右侧的挤压柱4要进入左侧时,同理,推动块44推动的是左侧的球体813,左侧的接料口810与入料斗802接通,右侧的推动部806推动右侧的上块71;
57.在两个成型盘3转动的过程中,当左侧的挤压柱4转动到拨杆97的位置时,中定位块41可以通过向左推动拨杆97使y形弯管96左移,左侧的第三弹簧98被压缩,右侧的第三弹簧98被拉伸,y形弯管96左移使y形弯管96 右侧的端部与冖形管91右侧的连通孔95接通,从而气源99产生的气体可以从y形弯管96和右侧的气道92吹出,从而可以清理右侧的成型槽32上的碎屑,此时,左侧的毛刷93可以对挤压柱4外侧的涂料海绵100进行清理,当中定位块41与拨杆97脱离后,y形弯管96恢复原来的位置,当右侧的挤压柱4转动到拨杆97的位置时同理;
58.具体工作过程为:
59.(1)成型盘3转动时,位于左侧的一个挤压柱4移动到了安装座2的中部,并推动球体813,倒y形架804逆时针转动,落料孔812与入料斗802错开,顶板808将入料斗802的底部打开,右侧的接料口810与入料斗802的底部接通,位于入料斗802底部的一个面团200进入接料斗809的内部并顺着软管818和直管817落入到右侧的挤压柱4和成型槽32之间的位置,推动部806推动左侧的上块71带动弧形推块7移动;
60.(2)成型盘3继续转动,位于中部的挤压柱4转动到了右侧并与球体813 脱离后,倒y形架804恢复原来的位置,落料孔812与入料斗802接通,顶板808将入料斗802的底部挡住,接料口810与入料斗802错开,弧形推块7 恢复原来的位置;
61.(3)成型盘3继续转动,此时,右侧挤压柱4与成型槽32之间的面团 200被挤压柱4和成型槽32挤压成片状,并且成型盘3内部的电热丝对面团 200进行初步的加热,在此过程中,挤压柱4内部的色素通过涂料海绵100浸染面团200,并且在电热丝加热的情况下,能够加快色素的渗透,在挤压柱4 转动到拨杆97的位置时,中定位块41推动拨杆97右移,气体从
左侧的气道 92吹出,对左侧的成型槽32的侧壁进行清理,右侧的毛刷93对挤压柱4外侧的涂料海绵100进行清理,在中定位块41与拨杆97脱离后,y形弯管96 恢复原来的位置;
62.(4)成型盘3继续转动,此时位于右侧的一个挤压柱4移动到了安装座 2的中部,将要进入左侧,其过程与(1)~(3)同理;
63.(5)而后成型盘3继续转动,当从左侧移动到右侧的挤压柱4再一次移动到了安装座2的中部时,其后续动作与(4)相同,挤压柱4进入到了左侧,不同的是右侧的成型槽32内部则存在已经压好的薯片,在成型盘3继续转动下,成型槽32转动到了落料口22的位置,然后落下;
64.(6)而后成型盘3继续转动,当从右侧移动到左侧的挤压柱4再一次移动到了安装座2的中部时,其过程与(5)同理;
65.后续的过程即是重复(4)~(6)的过程,该过程可以连续加工六种不同颜色的薯片;
66.在上述过程中,推动部806推动上块71带动弧形推块7移动,在弧形推块7移动时,挤压柱4实际与成型槽32已经脱离一部分,弧形推块7的移动可以推动成型槽32内部已经成型有薯片,使其不再与成型槽32的侧壁发生粘连,使其在经过落料口22时能够顺利落下,落下的薯片需要再进入下一工位进和地干燥;
67.即通过两个成型盘3的转动,既实现了面团200定量和间歇下料的目的,还通过成型盘3和挤压柱4的挤压实现了对面团200成型的目的,同时通过弧形推块7的移动能够使成型后的薯片产生松动而不至于粘连,与此同时,利用中定位块41推动拨杆97使y形弯管96左移和右移,从而可以对成型槽 32的侧壁和涂料海绵100的表面进行清理,本设备能够交替生产六种颜色的薯片,可将六种薯片装在一个袋子内,从而更具吸引力。
68.最后应说明的几点是:首先,在本申请的描述中,需要说明的是,除非另有规定和限定,术语“安装”、“相连”、“连接”应做广义理解,可以是机械连接或电连接,也可以是两个元件内部的连通,可以是直接相连,“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变,则相对位置关系可能发生改变;
69.其次:本发明公开实施例附图中,只涉及到与本公开实施例涉及到的结构,其他结构可参考通常设计,在不冲突情况下,本发明同一实施例及不同实施例可以相互组合;
70.最后:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1