全自动油条生产线的制作方法
1.本发明涉及食品机械技术领域,具体的,涉及全自动油条生产线。
背景技术:
2.油条,又称馃子,是一种古老的汉族面食,长条形中空的油炸食品,口感松脆有韧劲,中国传统的早点之一。目前,油条的生产加工方法主要采用手工或半手工半机械化加工,进而导致油条的加工过程需要耗费大量的人力,并且工人的劳动强度大,生产效率低下,品质得不到保证,需要对油条的生产加工方法进行改进。
技术实现要素:
3.本发明提出全自动油条生产线,解决了相关技术中油条生产效率低的问题。
4.本发明的技术方案如下:
5.全自动油条生产线叠面机构,包括,
6.机架,
7.下输送带,循环输送设置在所述机架上,
8.抹水头,设置在所述机架上,位于所述下输送带上方,
9.通水管,设置在所述机架上,通向所述抹水头。
10.作为进一步的技术方案,还包括,
11.抹油轮,转动设置在所述机架上,位于所述抹水头一侧,
12.通油管,设置在所述机架上,位于所述通水管一侧,且其出口端位于所述抹油轮上方,
13.还包括,
14.传动齿轮,转动设置在所述机架上,位于所述下输送带侧面且与所述下输送带摩擦抵接,
15.传送带,套设在所述传动齿轮和所述抹油轮上。
16.作为进一步的技术方案,还包括,
17.升降架,升降设置在所述机架上,位于所述下输送带上方,
18.上输送带,循环输送设置在所述升降架上,其输送方向与所述下输送带的输送方向同向,其中,所述升降架的两端为摆动端,摆动后靠近或远离所述下输送带,
19.抹水盒,设置在所述机架上,位于所述上输送带上方,所述通水管进口端与所述抹水盒连通,
20.抹油盒,设置在所述机架上,位于所述抹水盒一侧,所述通油管进口端与所述抹油盒连通,
21.蠕动泵,有两个,分别设置在所述通水管和所述通油管上。
22.作为进一步的技术方案,还包括,
23.主动链轮一,
24.从动链轮一,有两个,均转动设置在所述下输送带的传动轴上,分别用于传动和带动所述下输送带循环输送,
25.从动链轮二,转动设置在所述上输送带的传动轴上,位于所述从动链轮一上方,用于带动所述上输送带循环输送,
26.链条一,有两个,一个套设在所述主动链轮一和一个所述从动链轮一上,另一个套设在所述从动链轮二和另一个所述从动链轮一上。
27.作为进一步的技术方案,还提出全自动油条生产线,包括全自动油条生产线叠面机构,还包括,
28.入面输送带,循环输送设置在所述机架上,
29.撒粉装置一和撒粉装置二,分别设置在入面输送带的输入端和输出端,
30.打薄输送带,循环输送设置在所述机架上,位于所述入面输送带的下方且与所述入面输送带的输送方向同向,
31.散粉装置三,设置在所述打薄输送带的输入端,位于所述撒粉装置二下方,
32.横向轧擀装置一、纵向轧擀装置一和横向轧擀装置二,沿所述打薄输送带的输送方向依次排列,
33.散粉装置四,设置在所述纵向轧擀装置一和横向轧擀装置二之间,
34.纵轧输送带,循环输送设置在所述机架上,位于所述打薄输送带的一侧且与所述打薄输送带的输送方向同向,
35.纵向轧擀装置二,位于所述纵轧输送带上,
36.撒粉装置五,设置在横向轧擀装置二和纵向轧擀装置二之间,位于所述纵轧输送带上,
37.切条输送带,循环输送设置在所述机架上,位于所述纵轧输送带的一侧且与所述纵轧输送带输送方向同向,
38.横向轧擀装置三,位于所述纵轧输送带输出端且所述切条输送带输入端伸入所述横向轧擀装置三内,
39.切条装置,位于所述切条输送带上,
40.切断输送带,循环输送设置在所述机架上,所述全自动油条生产线叠面机构位于所述切条装置和所述切断装置之间,且所述切断输送带与所述切条输送带输送方向同向,
41.切断装置,位于所述切断输送带上。
42.作为进一步的技术方案,所述横向轧擀装置一包括,
43.罩体一,设置在所述机架上,位于所述入面输送带的一侧且罩在所述打薄输送带外,
44.横向轧辊一,转动且竖向移动设置在所述罩体一内,所述轧辊一的轴向垂直于所述打薄输送带的输送方向,
45.横向轧辊二,转动设置在所述罩体一内,所述横向轧辊一移动后靠近或远离所述轧辊二,所述横向轧辊一和所述横向轧辊二用于共同作用对面团进行轧擀,
46.刮刀一和刮刀二,均设置在所述罩体一内,且所述刮刀一和所述刮刀二分别与所述横向轧辊一和所述横向轧辊二的表面抵接,
47.所述纵向轧擀装置一包括,
48.罩体二,设置在所述机架上,位于所述罩体一的一侧,
49.纵向轧辊一,转动且纵向移动设置在所述罩体二内,所述纵向轧辊一的轴向平行于所述打薄输送带的输送方向,所述纵向轧辊一用于对面团进行纵向轧擀,
50.所述横向轧擀装置二包括,
51.罩体三,设置在所述机架上,位于所述罩体二的一侧,
52.打薄辊,转动且竖向移动设置在所述罩体三内,所述打薄辊的轴向垂直于所述打薄输送带的输送方向,
53.横向轧辊三,转动设置在所述罩体三内,所述打薄辊移动后靠近或远离所述横向轧辊三,所述横向轧辊三和所述打薄辊用于共同作用对所述面团进行横向轧擀。
54.作为进一步的技术方案,所述纵向轧擀装置二包括,
55.罩体四,设置在所述机架上,位于所述罩体三的一侧且罩在所述纵轧输送带外,
56.升降移动件,升降设置在所述罩体四内,
57.纵向轧辊二,转动且纵向移动设置在所述升降移动件上,所述纵向轧辊二的轴向平行于所述纵轧输送带的输送方向,且所述纵向轧辊二移动后靠近或远离所述纵轧输送带,
58.所述横向轧擀装置三包括,
59.罩体五,设置在所述机架上,位于所述纵轧输送带一侧且所述切条输送带输入端穿过输送罩体五内,
60.横向轧辊四,转动且横向移动设置在所述罩体五内,所述横向轧辊四的转动轴向垂直于所述切条输送带的输送方向,
61.横向轧辊五,转动设置在所述罩体五内,位于所述横向轧辊四下方,所述横向轧辊四移动后靠近或远离所述横向轧辊五,
62.刮刀三和刮刀四,均摆动设置在所述罩体五内,分别与所述横向轧辊四和横向轧辊五的辊面抵接,
63.拉簧一,一端作用于所述刮刀三,另一端作用于所述刮刀四,用于提供所述刮刀三和刮刀四贴贴紧辊面的力。
64.作为进一步的技术方案,所述横向轧擀装置三还包括,
65.摆动板,摆动设置在所述切条输送带上,位于所述罩体五内,
66.拉簧二,一端作用于所述摆动板,一端作用于所述罩体五,用于提供所述摆动板远离所述切条输送带的力,
67.主动链轮二,设置在所述横向轧辊五端部跟随转动,
68.从动链轮三,设置在所述横向轧辊四端部带动所述横向轧辊四转动,
69.从动链轮四,转动设置在所述罩体五内,位于所述从动链轮三的一侧,
70.从动链轮五,转动设置在所述摆动板上,位于所述主动链轮二的下方,
71.链条二,套设在所述主动链轮二、所述从动链轮三、所述从动链轮四和所述从动链轮五上。
72.作为进一步的技术方案,所述切条装置,包括,
73.轧印轮,转动设置在所述机架上,位于所述切条输送带上方,具有环形凹槽,所述环形凹槽用于在面团上划出切痕,
74.扫粉轮,转动设置在所述机架上,位于所述轧印轮一侧,
75.扫粉刷,设置在所述扫粉轮上,
76.罩体六,设置在所述机架上,位于所述扫粉轮一侧且罩在所述切条输送带外,
77.切条轮,转动设置在所述罩体六内,
78.环形刀片,设置在所述切条轮上,用于将面团切成条,
79.抹油毛刷和抹油海绵,均设置在所述罩体六内,且均与所述环形刀片接触,用于向所述环形刀片上抹油。
80.作为进一步的技术方案,所述切断装置,包括,
81.罩体七,设置在所述机架上,位于所述罩体六一侧且罩在所述切断输送带外,
82.切刀,升降设置在所述罩体七内,用于将面团进行切断。
83.本发明的工作原理及有益效果为:
84.本发明中,为了使油条中间黏连,不炸开,发明人在叠面时加设了抹水工序,相比于现有技术中油条进行叠面时,此种设计可以使油条油炸时,其头部更加蓬松,不易炸开。其具体设计为,在叠面机构的下输送带上方位置安装一个抹水头,然后用通水管连接到抹水头上,其中,抹水头可以选用软毛笔头,所以,当下输送带进行面团的输送时,面团会经过抹水头,可以利用控制器实现抹水头的间歇性抹水,进而实现在面团的指定位置进行抹水,从而保证油条油炸时粘连不炸开,也可以避免因抹水过多而导致的油条下锅后的溅射情况,使油条炸出的效果更好。
85.此外,全自动的生产线省去了大量人工操作的部分,降低了工人劳动强度,提高了生产效率,以此种生产线制作出来的油条品质可以得到保证,不仅油条的重量,长度,外形符合要求,而且在油条进行炸制时更容易起发,中间连接好,不会炸开,确保了成品率,外形美观,安全卫生,口感好。
附图说明
86.下面结合附图和具体实施方式对本发明作进一步详细的说明。
87.图1为本发明中全自动油条生产线示意图;
88.图2为本发明中全自动油条生产线局部a放大结构示意图;
89.图3为本发明中全自动油条生产线局部b放大结构示意图;
90.图4为本发明中全自动油条生产线局部c放大结构示意图;
91.图5为本发明中全自动油条生产线叠面机构剖视结构示意图;
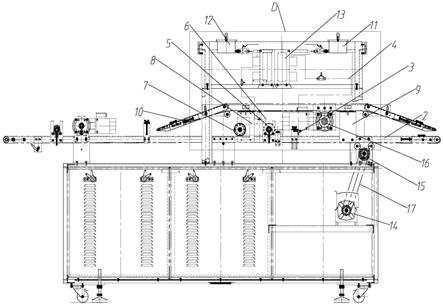
92.图6为本发明中全自动油条生产线叠面机构局部d放大结构示意图;
93.图7为本发明中全自动油条生产线部分剖视结构示意图;
94.图8为图7中局部e放大结构示意图;
95.图9为图7中局部f放大结构示意图;
96.图10为图7中局部g放大结构示意图;
97.图11为图7中局部h放大结构示意图。
98.图中:1-机架,2-下输送带,3-抹水头,4-通水管,5-抹油轮,6-通油管,7-传动齿轮,8-传送带,9-升降架,10-上输送带,11-抹水盒,12-抹油盒,13-蠕动泵,14-主动链轮一,15-从动链轮一,16-从动链轮二,17-链条一,18-入面输送带,19-打薄输送带,20-纵轧输送
带,21-切条输送带,22-切断输送带,23-罩体一,24-横向轧辊一,25-横向轧辊二,27-刮刀一,28-刮刀二,29-罩体二,30-纵向轧辊一,31-罩体三,32-打薄辊,33-横向轧辊三,34-罩体四,35-升降移动件,36-纵向轧辊二,37-罩体五,38-横向轧辊四,39-横向轧辊五,40-刮刀三,41-刮刀四,42-拉簧一,43-摆动板,44-拉簧二,45-主动链轮二,46-从动链轮三,47-从动链轮四,48-从动链轮五,49-链条二,50-轧印轮,51-扫粉轮,52-扫粉刷,53-罩体六,54-切条轮,55-环形刀片,56-抹油毛刷,57-抹油海绵,58-罩体七,59-切刀。
具体实施方式
99.下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都涉及本发明保护的范围。
100.如图1~图11所示,本实施例提出了全自动油条生产线叠面机构,其特征在于,包括,
101.机架1,
102.下输送带2,循环输送设置在机架1上,
103.抹水头3,设置在机架1上,位于下输送带2上方,
104.通水管4,设置在机架1上,通向抹水头3。
105.本实施例中,为了使油条中间黏连,不炸开,发明人在叠面时加设了抹水工序,相比于现有技术中油条进行叠面时,此种设计可以使油条油炸时,其头部更加蓬松,不易炸开。其具体设计为,在叠面机构的下输送带2上方位置安装一个抹水头3,然后用通水管4连接到抹水头3上,其中,抹水头3可以选用软毛笔头,所以,当下输送带2进行面团的输送时,面团会经过抹水头3,可以利用控制器实现抹水头3的间歇性抹水,进而实现在面团的指定位置进行抹水,从而保证油条油炸时粘连不炸开,也可以避免因抹水过多而导致的油条下锅后的溅射情况,使油条炸出的效果更好。
106.进一步,还包括,
107.抹油轮5,转动设置在机架1上,位于抹水头3一侧,
108.通油管6,设置在机架1上,位于通水管4一侧,且其出口端位于抹油轮5上方,
109.还包括,
110.传动齿轮7,转动设置在机架1上,位于下输送带2侧面且与下输送带2摩擦抵接,
111.传送带8,套设在传动齿轮7和抹油轮5上。
112.如图1、图5和图7所示,本实施例中,发明人还设计了抹油工序,可以使油条炸制的时候更易起发,炸出的效果更佳,其具体设计为在下输送带2上方、抹水头3的一旁安装一个可以转动的滚轮即抹油轮5,即在抹水工序完成后再进行抹油,抹油轮5与下输送带2之间的高度可以进行调节,来适用于不同厚度的面团,然后再安装一个通油管6,将通油管6的出口端安置在抹油轮5的上方,发明人还按安装了一个传动齿轮7,用传送带8将传动齿轮7和抹油轮5连接起来,传动齿轮7与下输送带2摩擦抵接,所以传动齿轮7可以在下输送带2的带动下进行转动,进而通过传送带8带动抹油轮5进行转动,此种设计可以很好的保持抹油轮5和下输送带2的同步性。当面团经过抹油轮5时,通油管6向抹油轮5上滴下油滴,抹油轮5在传
动齿轮7的带动转动下即可对面团进行抹油,此种方式使抹油更加均匀,使油条炸制的时候更易起发,炸出的效果更佳。
113.进一步,还包括,
114.升降架9,升降设置在机架1上,位于下输送带2上方,
115.上输送带10,循环输送设置在升降架9上,其输送方向与下输送带2的输送方向同向,其中,升降架9的两端为摆动端,摆动后靠近或远离下输送带2,
116.抹水盒11,设置在机架1上,位于上输送带10上方,通水管4进口端与抹水盒11连通,
117.抹油盒12,设置在机架1上,位于抹水盒11一侧,通油管6进口端与抹油盒12连通,
118.蠕动泵13,有两个,分别设置在通水管4和通油管6上。
119.如图1、图5和图7所示,本实施例中,为了对油条进行叠面,发明人设计了两个输送带即上输送带10和下输送带2进行面团的上下分层,然后分别从上输送带10和下输送带2输送出后再进行叠面。其中,发明人将叠面机构的上输送带10设计为可升降的形式,此种设计可以更好的适用于不同规格面团的输送,同时上输送带10的进面端和出面端也能调整上下的角度,使上下层更好的重叠。其中,上输送带10的进面端和出面端角度的调整通过升降架9的两端摆动来实现,即将升降架9的两端设计为可摆动式,可以通过锁紧螺栓进行升降架9两端的摆动调节,进而实现上输送带10进面端和出面端的角度的调整,升降架9的升降同理,即通过锁紧螺栓调节升降架9的升降。其中,该全自动油条生产线有两种工艺,一种是用于制作冷藏的油条,另一种则是用于制作现炸的油条,设计上输送带10可以升降是为了调整上下输送带2的间隔距离来适用于两种工艺中不同规格的面团,而设计上输送带10进面端和出面端的角度可调则是防止上下输送带2距离过远,上层面重力作用下被拉薄,而导致的叠面不均匀的情况,保证不同工艺下的叠面效果。
120.当只有上输送带10的升降而不调整两端的角度时,会出现上下输送带2距离过远,位于上输送带10的面团在重力作用下被拉薄,进而导致的叠面不均匀,当只调整上输送带10的角度而不进行上输送带10的升降时,会出现面团在上输送带10的输入端处抬起部分过高,易出现面团囤积在一起,甚至面团断裂的问题,因此发明人设计了升降和角度调节共同作用来保证两种工艺中不同规格的油条的叠面均匀性。
121.发明人还设计了抹水盒11和抹油盒12,分别用来供水和供油。还设计了两个蠕动泵13,分别夹住通水管4和通油管6,通过挤压来实现水和油的流动,采用蠕动泵13进行加水和加油,不仅无污染还具有高精度,可精准控制每次的加水量和加油量。
122.进一步,还包括,
123.主动链轮一14,
124.从动链轮一15,有两个,均转动设置在下输送带2的传动轴上,分别用于传动和带动下输送带2循环输送,
125.从动链轮二16,转动设置在上输送带10的传动轴上,位于从动链轮一15上方,用于带动上输送带10循环输送,
126.链条一17,有两个,一个套设在主动链轮一14和一个从动链轮一15上,另一个套设在从动链轮二16和另一个从动链轮一15上。
127.如图1、图5和图7所示,本实施例中,为了解决上输送带10和下输送带2驱动的人为
调控的问题,发明人采用链轮、链条一17来带动上输送带10和下输送带2的输送,具体设计为在机架1上安装一个驱动电机,然后于驱动电机上安装一个链轮即主动链轮一14,操控驱动电机即可实现主动链轮一14的开启和关闭,然后在下输送带2的传动轴上安装两个链轮即传动链轮一,再用链条一17将主动链轮一14和其中一个从动链轮一15连接,所以主动链轮一14即可带动其中一个从动链轮一15转动,进而实现下输送带2的输送运动,然后再于上输送带10的传动轴上安装一个链轮即从动链轮二16,再用链条一17连接从动链轮二16和另一个从动链轮一15,下输送带2传动轴的转动可以带动该从动链轮一15转动,然后再通过链条一17带动从动链轮二16转动,进而实现上输送带10的输送运动。综上,此种设计很好的实现了上输送带10和下输送带2的同步运作,使面团的重叠效果跟好,使油条的成品效果更佳。
128.进一步,还提出全自动油条生产线,包括全自动油条生产线叠面机构,还包括,
129.入面输送带18,循环输送设置在所述机架1上,
130.撒粉装置一和撒粉装置二,分别设置在入面输送带18的输入端和输出端,
131.打薄输送带19,循环输送设置在所述机架1上,位于所述入面输送带18的下方且与所述入面输送带18的输送方向同向,
132.散粉装置三,设置在所述打薄输送带19的输入端,位于所述撒粉装置二下方,
133.横向轧擀装置一、纵向轧擀装置一和横向轧擀装置二,沿所述打薄输送带19的输送方向依次排列,
134.散粉装置四,设置在所述纵向轧擀装置一和横向轧擀装置二之间,
135.纵轧输送带20,循环输送设置在所述机架1上,位于所述打薄输送带19的一侧且与所述打薄输送带19的输送方向同向,
136.纵向轧擀装置二,位于所述纵轧输送带20上,
137.撒粉装置五,设置在横向轧擀装置二和纵向轧擀装置二之间,位于所述纵轧输送带20上,
138.切条输送带21,循环输送设置在所述机架1上,位于所述纵轧输送带20的一侧且与所述纵轧输送带20输送方向同向,
139.横向轧擀装置三,位于所述纵轧输送带20输出端且所述切条输送带21输入端伸入所述横向轧擀装置三内,
140.切条装置,位于所述切条输送带21上,
141.切断输送带22,循环输送设置在所述机架1上,所述全自动油条生产线叠面机构位于所述切条装置和所述切断装置之间,且所述切断输送带22与所述切条输送带21输送方向同向,
142.切断装置,位于所述切断输送带22上。
143.如图1所示,本实施例中,为了解决面团的持续进给,发明人采用输送带对面团进行持续输送,其中,共设计安装了五个输送带,即入面输送带18、打薄输送带19、纵轧输送带20、切条输送带21和切断输送带22,将入面输送带18、打薄输送带19、纵轧输送带20、切条输送带21和切断输送带22依次排列放置,分别对应入面、打薄、纵轧、切条和切断五个工序,其中,打薄输送带19上有横向轧擀装置一、纵向轧擀装置一和横向轧擀装置二进行打薄工作,纵轧输送带20上有纵向轧擀装置二进行纵轧工作,纵轧输送带20与切条输送带21的过渡位
置安装了横向轧擀装置三,对面团进行再一次的轧擀的同时还将面团从纵轧输送带20输送到切条输送带21上,保持面团进给的持续性,切条输送带21上则安装有切条装置进行切条工作,之后是全自动油条生产线叠面机构,完成切条后的叠面工作,再之后即是切断装置,完成最后的切断分段工作,然后油条输送进行现炸或冷冻,整条生产线至此完成。
144.另外,发明人还设计安装了散粉装置用来向面团上撒粉,以保证冻胚油条的质量,其中,共设有五个撒粉装置,散粉装置一在入面输送带18的输入端,用来给输送的面团进行第一次散粉,散粉装置二在入面输送带18的输出端,用来给面团进行第二次撒粉,使面团在进入横向轧擀装置一后不粘连轧辊,撒粉装置三安装在打薄输送带19的输入端,面团从入面输送带18输送到打薄输送带19时,由于打薄输送带19的输入端在入面输送带18输出端的下方,所以面团会有一段悬在入面输送带18和打薄输送带19之间,即撒粉装置三是朝向面团的背面的,背面为面团接触入面输送带18的面,因此撒粉装置三可以对面团的背面进行撒粉,有效减少了面团粘连输送带的情况,散粉装置四安装在纵向轧擀装置一和横向轧擀装置二之间,用来补充面团上的面粉,使面团不粘连进而能很好的进给,撒粉装置五安装在横向轧擀装置二和纵向轧擀装置二之间,与撒粉装置四作用相同,用来补充面团上的面粉,使面团不粘连并能很好的进给。
145.综上,此种设计保证了面团在各工序上有序、持续进给的同时还能调节各输送带的输送速度,满足各个工序的实际输送速率要求,此外,还可以调节整体的输送速率,适应现炸和冷冻两种工艺模式的输送需求。
146.进一步,横向轧擀装置一包括,
147.罩体一23,设置在机架1上,位于入面输送带18的一侧且罩在打薄输送带19外,
148.横向轧辊一24,转动且竖向移动设置在罩体一23内,轧辊一的轴向垂直于打薄输送带19的输送方向,
149.横向轧辊二25,转动设置在罩体一23内,横向轧辊一24移动后靠近或远离轧辊二,横向轧辊一24和横向轧辊二25用于共同作用对面团进行轧擀,
150.刮刀一27和刮刀二28,均设置在罩体一23内,且刮刀一27和刮刀二28分别与横向轧辊一24和横向轧辊二25的表面抵接,
151.纵向轧擀装置一包括,
152.罩体二29,设置在机架1上,位于罩体一23的一侧,
153.纵向轧辊一30,转动且纵向移动设置在罩体二29内,纵向轧辊一30的轴向平行于打薄输送带19的输送方向,纵向轧辊一30用于对面团进行纵向轧擀,
154.横向轧擀装置二包括,
155.罩体三31,设置在机架1上,位于罩体二29的一侧,
156.打薄辊32,转动且竖向移动设置在罩体三31内,打薄辊32的轴向垂直于打薄输送带19的输送方向,
157.横向轧辊三33,转动设置在罩体三31内,打薄辊32移动后靠近或远离横向轧辊三33,横向轧辊三33和打薄辊32用于共同作用对面团进行横向轧擀。
158.如图7~图9所示,本实施例中,发明人将打薄输送带19上的打薄工序设计为由横向轧擀装置一、纵向轧擀装置一和横向轧擀装置二共三部分组成,此种设计先对面团进行初次的横轧和纵轧,然后再进入横向轧擀装置二进行打薄,相比于现有技术,此种设计先进
行横轧和纵轧可以使面团各部分薄厚趋于均匀,也使面团更便于之后的打薄,使打薄出来的效果更佳。其中,横向轧擀装置一的具体设计为在罩体一23内安装两个轧辊,即横向轧辊一24和横向轧辊二25,当面团从入面输送带18输送至打薄输送带19上后,会先进入罩体一23内,即面团从横向轧辊一24和横向轧辊二25之间穿过实现初次横轧,然后在打薄输送带19的带动下,进入罩体二29内,罩体二29内安装有一个纵向移动的轧辊即纵向轧辊一30,该纵向轧辊一30可以往复纵向移动,其中,可以将纵向轧辊一30安装在一个支架上,再用气缸带动支架实现往复纵向移动,其他的纵向移动可同样采用此种方式实现运动,所以当面团经过罩体二29时,会在纵向轧辊一30的往复运动中进行持续轧擀,使面团整体薄厚均匀,之后会在打薄输送带19的带动下进入罩体三31内,进行打薄,罩体三31内安装有打薄辊32和一个轧辊即横向轧辊三33,当面团在打薄输送带19的带动下从打薄辊32和横向轧辊三33之间通过后,打薄辊32和横向轧辊三33共同转动、挤压即可实现面团的打薄。此种设计一方面可以使面团被擀轧的更加均匀,另一方面可以使最后成型的油条质感更佳。另外发明人还在横向轧擀装置一、纵向轧擀装置一和横向轧擀装置二上各加设了丝杠结构,在丝杠结构上安装手轮,通过手动摇动手轮来实现装置内轧辊的升降调节,即横向轧辊一24、纵向轧辊一30和打薄辊32均可通过丝杠结构实现升降调节,以适用于不同规格的油条。
159.此外,发明人还在设计了横向轧擀装置一中安装了两个刮刀即刮刀一27和刮刀二28,分别与横向轧辊一24和横向轧辊二25的表面边缘位置抵接,用来剔除面团多余的部分,可以使之后成型的油条大小规格相似或一致,增加油条的质感。还利用丝杆丝母将横向轧辊一24和打薄辊32设计为可上下升降的形式,即可以认为调节轧辊之间的间隙,从而调整轧出的面团的薄厚程度,以适用于不同规格的油条的制作。
160.进一步,纵向轧擀装置二包括,
161.罩体四34,设置在机架1上,位于罩体三31的一侧且罩在纵轧输送带20外,
162.升降移动件35,升降设置在罩体四34内,
163.纵向轧辊二36,转动且纵向移动设置在升降移动件35上,纵向轧辊二36的轴向平行于纵轧输送带20的输送方向,且纵向轧辊二36移动后靠近或远离纵轧输送带20,
164.横向轧擀装置三包括,
165.罩体五37,设置在机架1上,位于纵轧输送带20一侧且切条输送带21输入端穿过输送罩体五37内,
166.横向轧辊四38,转动且横向移动设置在罩体五37内,横向轧辊四38的转动轴向垂直于切条输送带21的输送方向,
167.横向轧辊五39,转动设置在罩体五37内,位于横向轧辊四38下方,横向轧辊四38移动后靠近或远离横向轧辊五39,
168.刮刀三40和刮刀四41,均摆动设置在罩体五37内,分别与横向轧辊四38和横向轧辊五39的辊面抵接,
169.拉簧一42,一端作用于刮刀三40,另一端作用于刮刀四41,用于提供刮刀三40和刮刀四41贴贴紧辊面的力。
170.如图7、图10所示,本实施例中,发明人将纵轧输送带20上的纵轧工序设计为由纵向轧擀装置二实现,纵向轧擀装置二与纵向轧擀装置一同理,其具体为在纵轧输送带20上安装一个罩子即罩体四34,然后在罩体四34中安装一个纵向轧辊二36,该纵向轧辊二36可
以往复纵向移动,往复纵向移动的实现方式与纵向轧辊一30相同,所以当面团经过罩体四34时,会在纵向轧辊二36的往复运动中进行持续轧擀,使面团整体薄厚均匀,此外还设计了升降移动件35,该升降移动件35采用丝杆丝母实现人为调节升降,发明人将纵向轧辊二36安装在升降移动件35上,即可实现人为调整纵向轧辊二36与切条输送带21之间的距离,更好的适用于不同规格面团的轧擀。
171.发明人还设计了横向轧擀装置三在纵向轧擀装置二之后,即对面团进行再一次的横向轧擀,横向轧擀装置三安装在纵轧输送带20的输出端,且承接到切条输送带21的输入端,即切条输送带21的输入端伸入到横向轧擀装置三内部,其中,横向轧擀装置三的具体设计为,安装一个罩体即罩体五37在机架1上,该罩体五37一侧覆盖住纵轧输送带20的输出端,使面团可以从纵轧输送带20上顺利输送到罩体五37内,另一侧则覆盖住切条输送带21的输入端,切条输送带21的输入端位于纵轧输送带20的输出端的下方,所以面团在罩体五37内进行轧擀后可以顺势滑落到切断输送带22上。安装上罩体五37后在罩体五37内安装两个轧辊,即横向轧辊四38和横向轧辊五39,当面团从纵轧输送带20输送至罩体五37内部后,面团会滑落至横向轧辊五39的辊面上,然后在横向轧辊五39的带动下通过横向轧辊五39与横向轧辊四38之间的间隙,进行轧擀,之后就会顺势落到切条输送带21上,继续向前输送。
172.此外发明人还加设了两个刮刀即刮刀三40和刮刀四41,利用一个拉簧即拉簧一42分别拉住刮刀三40和刮刀四41,来实现刮刀三40和刮刀四41分别与横向轧辊四38和横向轧辊五39的表面边缘位置抵接,与刮刀一27和刮刀二28的作用相同,用来剔除面团多余的部分,可以使之后成型的油条大小规格相似或一致,增加油条的质感。还利用丝杆丝母将横向轧辊四38设计为可横向移动的形式,即可以人为调节横向轧辊四38和横向轧辊五39之间的距离,以适用于不同规格的油条的轧擀制作。
173.进一步,横向轧擀装置三还包括,
174.摆动板43,摆动设置在切条输送带21上,位于罩体五37内,
175.拉簧二44,一端作用于摆动板43,一端作用于罩体五37,用于提供摆动板43远离切条输送带21的力,
176.主动链轮二45,设置在横向轧辊五39端部跟随转动,
177.从动链轮三46,设置在横向轧辊四38端部带动横向轧辊四38转动,
178.从动链轮四47,转动设置在罩体五37内,位于从动链轮三46的一侧,
179.从动链轮五48,转动设置在摆动板43上,位于主动链轮二45的下方,
180.链条二49,套设在主动链轮二45、从动链轮三46、从动链轮四47和从动链轮五48上。
181.如图7、图10所示,本实施例中,发明人采用链轮链条二49来带动横向轧辊四38和横向轧辊五39转动,具体设计为用电机来带动横向轧辊五39转动,然后在横向轧辊五39的端部安装一个链轮即主动链轮二45,该主动链轮二45会跟随横向轧辊五39转动,然后在横向轧辊四38的端部安装另一个链轮即从动链轮三46,用来带动横向轧辊四38转动,再于主动链轮二45的上下方各安装一个链轮,即从动链轮四47和从动链轮五48,再用一根链条二49将主动链轮二45、从动链轮三46、从动链轮四47和从动链轮五48依次连接上,其中,从动链轮三46、从动链轮四47和从动链轮五48处的包角均大于180
°
,提高链轮传动的承载能力,此外,从动链轮五48可以跟随摆动板43摆动,因为横向轧辊四38横向移动带动从动链轮三
46移动后,链条二49会出现松弛或张紧,从动链轮五48则可以通过自身的摆动调节链条二49的涨紧度,其具体设计为安装一个摆动板43在切断输送带22输入端的侧边上,从动链轮五48则安装在该摆动板43的端部位置,然后再用一个拉簧即拉簧二44拉住该摆动件,所以当从动链轮三46移动后,从动链轮五48会在拉簧二44的作用下移动,进而顺应从动链轮三46的移动,保证了整体的传动的稳定性。
182.进一步,切条装置,包括,
183.轧印轮50,转动设置在机架1上,位于切条输送带21上方,具有环形凹槽,环形凹槽用于在面团上划出切痕,
184.扫粉轮51,转动设置在机架1上,位于轧印轮50一侧,
185.扫粉刷52,设置在扫粉轮51上,
186.罩体六53,设置在机架1上,位于扫粉轮51一侧且罩在切条输送带21外,
187.切条轮54,转动设置在罩体六53内,
188.环形刀片55,设置在切条轮54上,用于将面团切成条,
189.抹油毛刷56和抹油海绵57,均设置在罩体六53内,且均与环形刀片55接触,用于向环形刀片55上抹油。
190.如图1、图4所示,本实施例中,发明人将切条输送带21上的切条工序设计为由切条装置实现,切条装置主要由轧印轮50、扫粉轮51和切条轮54组成,具体设计为将轧印轮50、扫粉轮51和切条轮54依次安装在机架1上,即面团会依次通过轧印轮50、扫粉轮51和切条轮54。其中,轧印轮50上开设了多条环形凹槽,所以当面团经过轧印轮50后会被划出切痕,便于后续切条轮54的切条成型,扫粉轮51上则安装了扫粉刷52,此种设计主要是将撒在面团上的面粉清扫均匀,便于之后的切条工作,切条轮54上则安装了环形刀片55,环形刀片55的位置与轧印轮50上的环形凹槽位置相对应,所以当面团经过切条轮54后,环形刀片55就会顺着之前的切痕进行切条,完成面团的切条工作。另外还加设了弹簧在切条轮54的端部用来顶住切条轮54,防止出现过度挤压破坏面团的情况。综上,此种设计有效的降低了切条的跑偏率,且使油条成型的形状更加规整。
191.此外,发明人还设计了抹油毛刷56和抹油海绵57,其中,抹油毛刷56用来向环形刀片55上抹油,使环形刀片55切条时不与面团粘连,抹油海绵57则用来储存多余的油,并且对切刀59的刀刃面进行持续的涂抹,进一步降低环形刀片55与面团的粘连概率。
192.进一步,切断装置,包括,
193.罩体七58,设置在机架1上,位于罩体六53一侧且罩在切断输送带22外,
194.切刀59,升降设置在罩体七58内,用于将面团进行切断。
195.如图1~图4所示,本实施例中,发明人将切断输送带22上的切断工序设计为由切断装置实现,具体设计为,安装一个罩体即罩体七58,然后在罩体七58内安装一个间隙运动的切刀59,所以当切条完成后的面团顺着切断输送带22经过切刀59后就会被切成段状,之后再油炸或冷藏,油条即制作完成,此外,发明人还采用了高性能的光电传感器,用来控制监测各个工序和调控各个输送带的输送速度,此全自动油条生产线有两种工艺,一种用于制作冷藏的油条,另一种则是用于制作现炸的油条,通过调整各个输送带的输送速度以及各个工序的运作的速度或轧擀的间隙即可实现两种工艺之间的切换,使此全自动油条生产线具备更好的实用性。此外,各个轧面机构之间还安装有传感器,自动检测,精确控制面量
的输送轧延。经过轧延和抹水抹油的面带经过切条装置,叠面机构经切断输送带22在切断装置处定长,伸缩摆盘,或者直接接入冷冻隧道。通过上述技术方案,省去了大量人工操作的部分,降低了工人劳动强度,提高了生产效率。
196.此外,发明人在切断装置之后还设计了伸缩输送和接盘输送,其中,切断输送带22采用双输送带,定长切断,伸缩输送带自动跟随切断输送带22的速度调节,将切成段的油条送到接盘中或直接接入冷冻隧道,进行现炸或制作成冻胚油条。
197.以上仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1