一种饼干和面加工系统的制作方法
1.本实用新型涉及饼干加工领域,特别涉及一种饼干和面加工系统。
背景技术:
2.饼干加工需要将先饼干粉、糖浆、油等物料混合和成面团,再进行后续的加工,目前在生产中常用和面机制作面团,用粉料输送装置将饼干粉等粉状物料输送至和面机内,用液体输送装置将糖浆、油等物料输送至和面机内。目前比较常见的粉状物料输送方法,有通过在管道形成负压进行输送,例如名称为一种烘培食品用甜味剂上料装置和烘培食品用和面系统,公开号为cn209420763u的中国专利,其中公开的烘培食品用甜味剂上料装置包括甜味剂储存仓、负压真空机,以及顺次通过管道连接的定量出料装置、磨粉机和气料分离器,其中定量出料装置包括称重模块,粉料需要经过磨粉、气料分离等其他工序才会运送到最终的和面机内,其中进行负压输送的管道的起始段设置有三通结构,三通的其中一个端口连通称重装置的出料口,其中一个端口连通大气用于引入形成负压所需的气体,最后一个端口朝向物料输送的方向,由于采用这样的结构负压并不能覆盖物料送储料仓至称重模块的运输段,且仅通过重力输送难以精确控制进入称重装置的物料量,因此还需要通过额外的物料输送装置将储存仓中的物料转移的称重装置中,在上述专利中是采用螺旋出料机将粉料从储料仓转移到称重装置内,这会在一定程度上增加了设备的复杂度,增加了物料输送的成本。
技术实现要素:
3.本实用新型的目的是针对现有技术负压输送不能覆盖物料送储料仓至称重模块的运输段,还需要通过额外的物料输送装置将储存仓中的物料转移的称重装置中的问题,提供一种饼干和面加工系统。
4.本实用新型的上述技术目的是通过以下技术方案得以实现的:
5.一种饼干和面加工系统,包括至少一个粉料上料装置、至少一个液体上料装置以及和面机,所述粉料上料装置的出料口与和面机的粉料进口连通,所述液体上料装置的出料口与和面机的液体进口连通,粉料上料装置包括储料罐、负压装置、称重装置和输送管,称重装置包括称重仓,所述称重仓上开设有称重仓出料口、称重仓出气口和称重仓进料口,称重仓除称重仓出料口、称重仓出气口和称重仓进料口外密封,称重仓出料口位于称重仓的底部,所述输送管上依次设置管道进气口、管道进料口、补气口和管道出料口,补气口靠近管道进料口设置,储料罐的出料口位于管道进料口的上方,储料罐的出料口与管道进料口连接,管道出料口与称重仓进料口连通,称重仓出料口与和面机的粉料进口连接,称重仓出气口与负压装置的进气口连通,管道进气口和补气口分别与大气连通,粉料进口位于和面机的顶部。
6.较佳的,所述液体上料装置包括储液罐和输液管,储液罐的出液口与输液管的进液口连通,输液管的出液口与和面机的液体进口连通,输液管上设置有抽取液体的供给泵
以及控制输液管通断的供液控制阀。
7.较佳的,储液罐上设置有回流口,输液管上开设有泄压口,所述泄压口位于供给泵与供液控制阀之间,泄压口与回流口通过泄压回流管连通,所述泄压回流管上设置有泄压阀。
8.较佳的,管道进料口处设置有漏斗形的进料嘴,所述管道进料口通过进料嘴与储料罐连接, 所述补气口处设置有调控补气口开口大小的单向阀,所述输送管上设置有控制输送管通断的供粉控制阀。
9.较佳的,所述储料罐包括罐体和固定设置在罐体内的至少两个直径不等的套管,直径较大的套管套设在直径较小的套管外,各所述套管与罐体同轴,套管顶部与罐体顶壁之间留有缝隙,各套管顶部与罐体顶壁间的距离d相等,套管底部与罐体的底壁之间留有缝隙,储料罐的进料口位于罐体的顶壁上,储料罐的进料口在套管轴向的投影全部落入直径最小的套管在其轴向的投影内,罐体的底壁上设置有出料口。
10.较佳的,罐体罐壁与相邻套管筒壁的间距a、相邻套管筒壁的间距b以及直径最小的套管的内径c均相等,套管顶部与罐体顶壁间的距离d在800mm
‑
1000mm之间,直径最大的套管与罐体罐壁之间、相邻的两个套管之间,均通过支撑筋板连接,所述支撑筋板设置有多个且均沿罐体的径向设置,所述支撑筋板沿罐体的轴向设置一层或多层,每层支撑筋板的数量相同且在罐体轴向的投影重合,处于同一层的各支撑筋板以罐体轴线为中心呈辐射状分布。
11.较佳的,所述储料罐包括罐体和卸料器,卸料器设置在罐体的下方,所述卸料器包括外壳、两个转动连接在外壳内的拨料转子和驱动拨料转子转动的驱动器,所述外壳顶部设置有进料口,外壳底部设置有出料口,外壳的进料口与罐体的出料口连接,外壳的出料口为储料罐的出料口;两个拨料转子并排设置,所述拨料转子包括转轴和固接在转轴上的拨料叶片,拨料叶片设置有多个且以转轴为中心呈辐射状分布,两个转轴间的空间构成卸料通道的进料口位于卸料通道的正上方;当两个拨料转子上的拨料叶片彼此相对且处于同一平面时,封闭两个转轴之间的卸料通道;两个转轴均水平设置且等高,两个拨料转子相同且关于两个转轴之间的竖直平面彼此镜像对称。
12.较佳的,所述拨料叶片为矩形板状,所述外壳为矩形壳;外壳侧壁与拨料叶片之间为间隙配合;当两个拨料转子位于两个转轴之间的拨料叶片彼此相对且处于同一平面内时,两个相对的拨料叶片间为间隙配合。
13.较佳的,所述驱动器为调速电机。
14.较佳的,两个拨料转子由两个驱动器分别驱动。
15.本实用新型具有以下有益效果:
16.本实用新型的饼干和面加工系统包括粉料上料装置、液体上料装置以及和面机,粉料上料装置的出料口与和面机的粉料进口连通,粉料上料装置包括储料罐、负压装置、称重装置和输送管,称重装置的称重仓上开设有称重仓出料口、称重仓出气口和称重仓进料口,称重仓出料口位于称重仓的底部,粉料进口位于和面机顶部,称重仓出料口与和面机的粉料进口连接,输送管上依次设置管道进气口、管道进料口、补气口和管道出料口,补气口靠近管道进料口设置,储料罐的出料口位于管道进料口的上方,储料罐的出料口与管道进料口连接,管道出料口与称重仓进料口连通,称重仓出气口与负压装置的进气口连通,管道
进气口和补气口分别与大气连通,采用本实用新型的结构粉料从储料罐进入输送管依靠的是重力,粉料在输送管中移动并进入称重装置依靠的是负压装置,粉料从称重装置进入和面机依靠的是重力,这样粉料从储料罐输送至和面机只需要负压装置这一种动力装置,不需要再为粉料从储料罐转移至称重装置设置额外的动力装置,能够有效减少动力装置的数量,有助于降低设备成本、减少能源消耗。此外,将称重仓出料口与和面机的粉料进口直接连接,使粉料在从称重装置转移到和面机内的过程中不会出现粉料损失,称重装置的称量量与和面机的实际接收量基本一致,可以使粉料配比更为准确,有助于减少粉料残存在输送管内造成的面时粉料不稳定的情况,从而减少产品因粉料配比不稳定而出现产品间的差异,有助于产品质量控制。而设置补气口,使负压装置可以从补气口引入气体,能够在负压装置需要停止抽吸、残余粉料在重力的作用下落入三通交汇处并堆积形成粉料塞时,在粉料塞与管道出料口之间的输送管内形成负压,逐步带走与负压环境相接的粉料,直至瓦解粉料塞,从而解决在负压装置重启时,由于粉料塞的堵塞难以抽吸到足够的空气,从而使粉料输送被阻断的问题;此外,补气口还可以增加输送管的进气量,有利于粉料输送顺畅进行。
附图说明
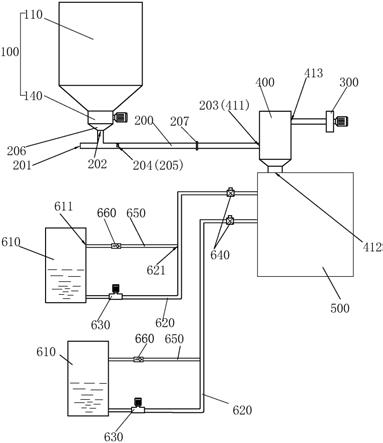
17.图1是本实用新型饼干和面加工系统的结构示意图;
18.图2是本实用新型储料罐的纵剖示意图;
19.图3是本实用新型储料罐的横截面的示意图;
20.图4是本实用新型储料罐的卸料器的结构示意图;
21.图5是图4中a
‑
a处的剖视图;
22.图6为卸料器中当两个拨料转子的拨料叶片相对时的配合结构示意图。
23.附图标记说明,100、储料罐;110、罐体;120、套管;130、支撑筋板;140、卸料器;141、外壳;1411、连接法兰;142、拨料转子;1421、转轴;1422、拨料叶片;143、驱动器;200、输送管;201、管道进气口;202、管道进料口;203、管道出料口;204、补气口;205、单向阀;206、进料嘴;207、供粉控制阀;300、负压装置;400、称重装置;411、称重仓进料口;412、称重仓出料口;413、称重仓出气口;500、和面机;610、储液罐;611、回流口;620、输液管;621、泄压口;630、供给泵;640、供液控制阀;650、泄压回流管;660、泄压阀。
具体实施方式
24.以下结合附图对本实用新型作进一步详细说明。其中相同的零部件用相同的附图标记表示。
25.一种饼干和面加工系统,如图1所示,包括粉料上料装置、液体上料装置以及和面机500,和面机上设置有粉料进口和液体进口,粉料上料装置的出料口与和面机500的粉料进口连通,所述液体上料装置的出料口与和面机500的液体进口连通,其中粉料进口位于和面机500的顶部。粉料进口和液体进口的数量与粉料上料装置和液体上料装置的数量相适配,粉料上料装置和液体上料装置的数量可以根据实际生产所需用料的种类设置,在本实施例中,设置一个提供饼干粉的粉料上料装置、一个用于提供糖浆的液体上料装置以及一个用于提供油的液体上料装置,和面机上对应设置一个粉料进口、一个用于接收糖浆的液
体进口以及一个用于接收油的液体进口,用于接收糖浆的液体进口与提供糖浆的液体上料装置的出料口连通,用于接收油的液体进口与提供油的液体上料装置的出料口连通。
26.粉料上料装置包括储料罐100、负压装置300和称重装置400。其中称重装置400包括称重仓,所述称重仓上开设有称重仓出料口412、称重仓出气口413和称重仓进料口411,称重仓除称重仓出料口412、称重仓出气口413和称重仓进料口411外密封,称重仓出料口412位于称重仓的底部。称重装置的称重部分可以采用任意可以进行粉料称重的称重装置的称重部分。称重装置400与储料罐100之间通过输送管200连通,为了保证负压装置能够抽吸到足够的空气,输送管200设置管道进气口201、管道进料口202和管道出料口203,其中管道进气口201与大气连通,管道进料口202位于管道进气口201与管道出料口203之间,管道进料口202与储料罐100的出料口连通,管道出料口203与称重仓进料口413连通,称重仓出气口413与负压装置300的进气口通过管道连通。储料罐100位于管道进料口202的上方,且储料罐100的出料口与管道进料口202直接连接,使粉料能够在重力作用下直接从储料罐100掉落到管道进料口202内;需要说明的是,由于输料管上的管道进气口201、管道进料口202和管道出料口203形成了相当于三通的结构,管道进料口202朝上与储料罐100连通且储料罐上若设置关闭罐体的装置一般也会与三通交汇处有一定距离,因此当称重装置400称量出足够的粉料、负压装置需要停止抽吸时,即使储料罐关闭,也会有一定的残余粉料在重力的作用下落入三通交汇处,但由于负压抽吸暂停,气体不再进入输送管道,粉料非常容易在交汇处堆积,形成相对较为密实、空气难以穿透的粉料塞,在负压装置重启时,若粉料塞阻碍负压装置的抽吸,使负压装置抽吸不到足够的空气形成强有力的负压环境,就会使粉料输送被阻断;为了避免上述情况的发生,本实用新型在输送管200上开设补气口204,补气口204位于管道进料口与管道出料口之间,且补气口204靠近管道进料口202设置,这样当由管道进气口201进入的空气与粉料汇合处粉料堆积形成粉料塞时,负压装置300可以从补气口204引入气体,在粉料塞与管道出料口203之间的输送管200内形成负压,逐步带走与负压环境相接的粉料,直至瓦解粉料塞,使管道进气口201重新与负压装置300相通,从而避免了停机重启时发生物料阻塞,此外,补气口204还可以增加输送管200的进气量,有利于粉料输送顺畅进行。称重装置400位于和面机500的上方,称重出料口412与和面机500的粉料进口连接并连通,使称重装置内称量的物料能够在重力作用下直接掉落进和面机500。负压装置300抽气在输送管和称重仓中形成负压输送环境,粉料在重力作用下从储料罐100中落入输送管200内,粉料在负压装置300抽吸形成的气流的作用下沿输送管200进入称重仓,粉料和空气在称重仓中分离,粉料在称重后从称重仓出料口412直接落入和面机500,空气从管道进气口201和补气口204进入输送管200并从称重仓出气口413进入负压装置300形成负压输送所需的气流。采用本实用新型的结构,粉料从储料罐100进入输送管200依靠的是重力,粉料在输送管200中移动并进入称重装置400依靠的是负压装置300,粉料从称重装置400进入和面机500依靠的是重力,这样粉料从储料罐100输送至和面机500只需要负压装置这一种动力装置,不需要再为粉料从储料罐100转移至称重装置400设置额外的动力装置,能够有效减少动力装置的数量,有助于降低设备成本、减少能源消耗。此外,将称重仓出料口412与和面机的粉料进口直接连接,使粉料在从称重装置400转移到和面机500内的过程中不会出现粉料损失,称重装置400的称量量与和面机500的实际接收量基本一致,可以使粉料配比更为准确,有助于减少粉料残存在输送管内造成的面时粉料不稳定的情况,从而减少产品
因粉料配比不稳定而出现产品间的差异,有助于产品质量控制。
27.如图1所示,补气口204处最好设置单向阀205,用于调控补气口204开口大小,这样便于在实际生产中使用者根据实际的粉料种类、粒径大小、负压装置300的抽吸能力,调节补气口204的大小以实现较好的补气效果。为了便于物料输送、管道进料口最好朝上开设,且在管道进料口202处设置漏斗形的进料嘴206,进料嘴206的大开口端与储料罐100的出料口连接,小开口端与管道进料口202连接,从而便于储料罐100中的物料进入输送管200。为防止负压装置停止工作时,输送管中仍存在负压使得物料不能及时停止输送,造成输送管内物料存积,优选在输送管200上设置控制输送管200通断的供粉控制阀207,当负压装置停止工作时及时关闭输送管中的物料通路,另外还可以防止大气中的不良物质进入到输送管路中由管道出料口进入到下到工序中,减少对食品的污染。
28.储料罐100可以采用市面上任意可以用于粉料储存的储料罐100。以下提供一种储料罐100的优选结构:如图2和图3所示,储料罐100包括罐体110和固定设置在罐体110内的套管120。罐体110的顶部设置有进料口,罐体110的底部设置有出料口。套管120设置两个以上,本实施例中设置了两个套管120,各套管120的直径不等,其中直径较大的套管120套设在直径较小的套管120外,所有套管120均与罐体110同轴,套管120将罐体110内的区域分割成一层一层的环状区域。套管120顶部与罐体110顶壁之间留有缝隙,使罐体110的进料口能够与每一层套管120内的空间连通,套管120底部与罐体110底壁之间留有缝隙,使罐体110的出料口能够与每一层套管120内的空间连通。储料罐100的进料口在套管120轴向的投影全部落入直径最小的套管120在其轴向的投影内,使从进料口进入的物料优先落入直径最小的套管120也就是最内层套管内。在物料注入储料罐100的过程中,物料先进入到直径最小的套管120内,当其被注满后,物料再溢出到其外圈直径相对较大的套管120内,依次类推,当直径最大的套管120注满后物料溢出到罐体110与直径最大的套管120之间,使物料一层一层向外逐步填满整个罐体110,这样可以减少物料中大颗粒向外滚落的程度,增加物料的均匀性。将各套管120顶部与罐体110顶壁间的距离设置成等距离d,这样物料在套管120的约束下,只有在直径最小的套管120注满后,才会在d的高度范围内形成一个较小的物料堆,且随着后期所需注满的套管120增大,物料堆会逐渐变得平缓,从而减少了物料中颗粒较大的部分从大的物料堆上滚下的现象,从而大大减轻了粉料的离析,使储料罐100中大颗粒和小颗粒的物料混合相对均匀,从而使本实用新型的粉状物料上料装置所上的物料颗粒混合的比较均匀,尤其适合类似饼干粉这样其中颗粒大小不均的粉料的上料。
29.为了保证物料能够有足够的空间溢流到最外层区域,套管120顶部与罐体110顶壁间的距离d最好设置在800mm
‑
1000mm之间。优选设置罐体110罐壁与相邻的套管120筒壁之间的间距a,等于相邻的两个套管120筒壁的间距b,等于直径最小的套管120的内径c,罐体110内每一层区域的宽度都是相同的,有助于使物料进入各层区域时的状态比较接近,各层区域内物料的均匀程度相似,从而使罐体110内物料整体的均匀程度较好。罐体110可以为圆形、矩形等任意的罐结构,但需要套管120的横截面形状与罐体110的横截面形状相同,其中优选圆形,这样套管120壁和罐壁上都没有尖锐折角,便于便于物料向外均匀的溢出。
30.直径最大的套管120与罐体110罐壁之间通过支撑筋板130连接,相邻的两个套管120之间也通过支撑筋板130连接,使各个套管120上下悬空的设置在罐体110内。支撑筋板130设置有多个且均沿罐体110的径向设置,支撑筋板130沿罐体110的轴向设置一层或多
层,在本实施例中设置上、中、下三层支撑筋板130,以保证各个套管120的稳定。每层支撑筋板130的数量相同板,各个层的支撑筋板130在罐体110轴向的投影彼此重合,以尽量减小支撑筋板130对下料的阻碍。为了使储料罐100的重心稳定、物料分布均匀,处于同一层的各支撑筋板130最好以罐体110轴线为中心呈辐射状分布,在本实施例中每一层均设置了四个支撑筋板130。
31.罐体110的底壁最好设置为锥形结构,罐体110的出料口位于锥形的顶点处,这样便于物料向其出料口集中。各个套管120的底部是平齐的,这样在出料时罐体110内各个区域内的物料可以同步下落,各个区域内的物料混合在一起出料,有助于下料均匀。
32.优选储料罐100还包括卸料器140,如图1所示,卸料器140设置在罐体110的下方。如图4和图5所示,卸料器140包括外壳141、设置在外壳141内的拨料转子142以及驱动拨料转子142转动的驱动器143。外壳141顶部设置有进料口1412,外壳141底部设置有出料口1413。在外壳内设有两个拨料转子142,两个拨料转子142并排设置,每个拨料转子142均包括转轴1421和拨料叶片1422,拨料叶片1422固定设置在转轴1421的外圆周上,转轴1421上设置有多个拨料叶片1422且以转轴1421为中心呈辐射状分布。如图5所示,两个转轴1421的两端分别连接在外壳141的前侧壁和后侧壁上,外壳141的前、后侧壁以及两个转轴1421之间的区域构成卸料通道144,外壳141的进料口位于卸料通道144的上方,最好是正上方,进料口可以大于两转轴间的距离也可小于等于两转轴间的距离。两个拨料转子142的规格可以相同、也可以不同,外壳141可以是任意形状,拨料叶片1422可以是矩形、三角形、梯形或者不规则的形状等任意形状,只要当两个拨料转子142的位于卸料通道144内的拨料叶片1422位于同一平面时,这两个拨料叶片1422所组合的形状与卸料通道144的形状相适配,使拨料叶片1422能够封闭卸料通道144即可。比如,当拨料叶片为矩形时,外壳为矩形,拨料叶片的长度等于外壳内侧前后侧壁的距离或略小于二者间的距离,使两个拨料转子的两拨料叶片相对时组合成的矩形与两轴的轴线组成的平面与外壳相交得到的徒有矩形平面大小一致并且拨料转子能够活动即可。再比如,如图6所示,一个拨料转子的拨料叶片自由端的端面是外凸的弧形,另一个拨料转子的拨料叶片的自由端的端面是内凹的弧形,二者的长度相等弧度相同,当二者相对时,也就是处于同一平面时,二者组合成一个矩形与矩形壳体的前后侧壁相配合封闭出料通道。外壳141左右两侧侧壁与相邻拨料转子142之间的距离最好设置的尽可能小,可以降低物料从卸料通道144之外的区域通过的可能性,有助于避免或减少卸料通道144封闭时物料从卸料器140中流出。
33.在使用时,两个拨料转子142同步相向转动,且两个转轴1421之间的拨料叶片1422从上往下,也就是从进料口向出料口转动,这样在两个拨料转子142转动时,位于卸料通道144内的两个拨料叶片1422会在处于同一平面、不在同一平面之间的两种状态间切换,当卸料通道144内的两个拨料叶片1422处于同一平面时,卸料通道144被封闭,当卸料通道144内的两个拨料叶片1422不在同一平面时,拨料叶片1422将不再封闭卸料通道144,使物料可以从两个拨料叶片1422之间的通道中穿过,这样拨料转子142的持续转动就能使卸料通道144呈现“开门”、“关门”的周期性变化状态,当“开门”时物料排出,当“关门”时物料会被拨料叶片1422托住使卸料器140关闭。相比于传统的单转子卸料器,本卸料器的两拨料转子142在外壳的进料口处由外向内转动,使物料被拨料转子142拨向卸料器140中间,解决了其物料被转子拨向卸料器140的外壳141壁,容易造成物料与外壳141挤压,增大转子转动阻力,当
外壳141内物料较多时,容易造成阻塞的技术问题。此外,卸料器140在下料时,位于外壳进料口侧的两个拨料转子142相向转动且将物料从两侧向中间集中,在物料随拨料叶片1422移位时,物料可以向上挤占外壳141上部或卸料器140上方罐体110内的空间,不会发生物料与外壳141侧壁之间的挤压,因此不易发生阻塞。另外,当拨料叶片1422处于打开状态时,物料可以直接从外壳141的进料口1412下落,使物料出料顺畅,且物料直接下落可以减小对拨料叶片1422和转轴1421的压力,从而可以适配容积更大的罐体110。
34.两个拨料转子142的结构最好是完全相同的,这样一方面便于加工和安装,另一方面有利于两个拨料转子142受力均衡。外壳141最好设置为矩形壳,矩形壳便于加工,也便于拨料转子142的安装。拨料叶片1422最好为矩形片状,一方面是由于矩形形状简单、便于加工;另一面是因为当叶片为矩形时,封闭卸料通道144的两个拨料叶片1422相接处为直线,且相比于其他形状的叶片,相接处直线最短,更加便于保证安装精度。在本实施例结构中,两个拨料转子142规格相同,外壳141为矩形体,拨料叶片1422为矩形板状,拨料叶片1422的宽度方向沿转轴1421径向设置,拨料叶片1422的长度方向与转轴1421轴线平行,转轴1421水平设置且转动连接在外壳141内,两个拨料转子142的轴间距h1为拨料叶片1422宽度的二倍,两个拨料转子142之间最好为间隙配合,以避免两个拨料转子142的拨料叶片1422之间发生碰撞,如图5所示,外壳141左右侧壁之间的距离h2为拨料转子142直径的二倍,外壳141前、后、左、右侧壁与拨料叶片1422之间最好为间隙配合,以避免拨料叶片1422与外壳141发生碰撞。转轴1421上优选设置四个以上的拨料叶片1422,这样能够保证无论拨料转子142转动何种角度,在外壳141左(右)侧壁与左(右)侧转轴1421之间都始终有至少一个拨料叶片1422处于水平姿态或者自由端向上倾斜的姿态,这样落在外壳141左(右)侧壁与左(右)侧转轴1421之间的物料能够被向上倾斜或水平姿态的拨料叶片1422托住,物料会在重力作用下停留在拨料叶片1422上或者向转轴1421的方向移动,这样即使进料口1412的水平投影超出了卸料通道144的范围,也可以减少或者避免物料从卸料通道144外的区域下落,有助于增大进料口、提高卸料效率;当转轴1421设置四个拨料叶片1422时,外壳141侧壁与相邻转轴1421之间会存在只有一个水平拨料叶片1422的情况,由于拨料叶片1422处于水平状态时,其上物料成堆时,物料有种可能会沿着物料堆的坡面从拨料叶片1422的自由端掉落,因此叶片设置五个以上会更好。此外,由于转轴1421上的拨料叶片1422越多,卸料通道144“开门”开到最大程度时,物料可通过的区域会越窄,因此拨料叶片1422设置的越少,“开门”时物料下落的越畅快、卸料效率越高。综合上述情况,转轴1421上最好设置五个拨料叶片1422。外壳141的顶部可以设置为无顶敞开的形式,顶部敞口为外壳141的进料口,这样的结构便于加工,也便于拨料转子142的安装,这样的进料口1412范围大,使拨料叶片1422与物料能够更快、更充分的接触,有助于提高下料效率;此外,这样的进料口还能够避免物料与外壳141顶壁发生挤压,有助于减小拨料转子142转动阻力。需要特别说明的是,当采用进料口水平投影超出卸料通道144范围的结构时,尤其当采用上述外壳141顶部敞口为外壳141的进料口的结构时,如图3所示,配合罐体110的锥形结构的底壁,这样从进入进料口的物料会在锥形结构的斜面的导向下向中间聚拢,有助于物料向卸料通道144处集中,从而有助于避免或减少物料从卸料通道144的外的区域穿过。外壳141的底部可以设为无底敞开的形式,底部敞口为外壳141的出料口,这样外壳的结构简单,对物料下料的阻碍少,便于下料。为了便于卸料器140与其上方的罐体110和下方接料的设备进行连接,可以在外壳141顶部
和底部的边缘均固定设置连接法兰1411,以便于卸料器140通过螺栓与其他设备连接。
35.为了方便控制下料量,驱动器143优选调速电机,最好两个拨料转子142由两个驱动器143分别驱动,这样可以单独且精确的控制两个拨料转子142的转动速度,在一个转子或驱动器143出现问题时,另一个拨料转子142与对应驱动器143还能够发挥作用。当然也可以通过链条传动机构或齿轮传动机构等传动机构使两个拨料转子142连动,再由一个驱动器143进行驱动。
36.提供糖浆和提供油的液体上料装置可以采用相同的液体上料装置,也可以采用不同的液体上料装置,液体上料装置可以采用市面上任意的液体上料装置,只要能够进行相应的液体物料上料即可。在本实施例中,提供糖浆和提供油的液体上料装置相同,液体上料装置包括储液罐610和输液管620,其中储液罐610的出液口与输液管620的进液口,输液管620的出液口与和面机500的液体进口连通。输液管620上设置有供给泵630,通过供给泵630将储液罐610中的液体抽送到和面机500内。输液管620上还设置供液控制阀640,用于控制输液管620的通断。优选在储液罐和输液管的出口端之间设置一条用于泄压的回路,本实施例中在储液罐610上设置回流口611,在输液管620上开设泄压口621,泄压口621位于供给泵630与供液控制阀640之间,泄压口621与回流口611通过泄压回流管650连通,泄压回流管650上设置有泄压阀660,正常输送时泄压阀关闭,当液体供应量达标、供液控制阀640关闭时,打开泄压阀,输液管620中因供给泵630作用压力较高的液体可以通过泄压回流管650回到储液罐610内,避免输液管620内压力过大,有助于保护输液管620。
37.本具体实施例仅仅是对本实用新型的解释,其并不是对本实用新型的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1