一种均匀挤丝设备的制作方法
1.本实用新型涉及米粉制造技术领域,尤其公开了一种均匀挤丝设备。
背景技术:
2.米粉丝是人们日常生活过程中常见的食品之一,在米粉丝的制造过程中,需要先将米粉粉末料蒸熟形成米粉凝胶料,然后再将米粉凝胶料挤丝形成米粉丝。
3.由于米粉凝胶料的流动性较差,在米粉凝胶料挤丝成米粉丝的过程中,米粉丝常常会发生挤丝粗细不均匀,甚至会发生挤丝断断续续,导致米粉丝挤丝不良;挤丝形成的多个米粉丝粗细不均匀也会导致后续的包装处理差异非常大。挤丝后的米粉丝的外表面会见风结膜,结膜后的米粉丝能够降低米粉丝之间的粘连,易松丝,挤出的米粉丝不均匀会导致结膜不稳定。米粉丝不均匀会导致后续米粉处理工序的繁琐,导致米粉丝制造效率低下,加工成本增加。
技术实现要素:
4.为了克服现有技术中存在的缺点和不足,本实用新型的目的在于提供一种均匀挤丝设备,借助调节单元的设置,使得挤丝筒内的米粉凝胶料可以借助快速移动填充满挤丝板长度方向所在的区域,进而使得米粉凝胶料能够经由挤丝板均匀挤丝,降低因挤丝不均匀而导致后续处理成本增加,提升米粉的挤丝均匀性。
5.为实现上述目的,本实用新型的一种均匀挤丝设备,包括送料单元及与送料单元连通的挤丝单元,送料单元用于将米粉凝胶料输送至挤丝单元,挤丝单元用于将米粉凝胶料挤丝形成米粉丝;挤丝单元包括挤丝筒、安装设置在挤丝筒上的挤丝板、安装设置在挤丝筒内的调节单元,送料单元输送至挤丝筒内的米粉凝胶料沿第一方向移动至挤丝板,调节单元用于驱动挤丝筒内的米粉凝胶料沿第二方向移动,米粉凝胶料沿第一方向的移动方向与米粉凝胶料沿第二方向的移动方向形成夹角设置;送料单元包括与挤丝筒连通的送料筒、转动设置在送料筒内的第二轴体、用于驱动第二轴体转动的第二驱动件、设置在第二轴体外侧的送料叶片,送料叶片围绕第二轴体的中心轴线并沿第二轴体的长度方向螺旋延伸设置;送料筒与挤丝筒的中部连通,送料筒与挤丝筒的连通处位于两组挤丝叶片之间。
6.其中,调节单元具有转动设置在挤丝筒内的第一轴体、用于驱动第一轴体转动的第一驱动件、设置在第一轴体外侧的挤丝叶片,挤丝叶片围绕第一轴体的中心轴线并沿第一轴体的长度方向螺旋延伸设置,挤丝叶片用于对挤丝筒内的米粉凝胶料施加沿挤丝板长度方向的作用力。
7.其中,挤丝叶片的数量为两个,两组挤丝叶片的螺旋方向相反,送料单元与挤丝筒的连通处位于两组挤丝叶片之间。
8.其中,挤丝筒形成有与送料单元连通的容料腔、与容料腔连通的均压腔,均压腔位于容料腔的下方,第一轴体及挤丝叶片均位于容料腔内,挤丝板用于遮盖均压腔远离容料腔一端的开口,容料腔的宽度大于均压腔的宽度;挤丝叶片驱动容料腔内的米粉凝胶料进
入均压腔内并均匀填充均压腔,均压腔内的米粉凝胶料经由挤丝板形成米粉丝排出。
9.其中,容料腔呈圆柱状,均压腔的宽度小于容料腔的半径。
10.其中,送料筒与挤丝筒垂直设置,送料筒远离挤丝筒的一端设有进料孔,米粉凝胶料经由进料孔进入送料筒内,送料叶片将进料孔进入的米粉凝胶料输送入挤丝筒内。
11.其中,挤丝板设有多个挤丝孔,多个挤丝孔共线设置,多个挤丝孔沿挤丝筒的长度方向排列设置,米粉凝胶料经由挤丝板的多个挤丝孔分别形成多个米粉丝挤出。
12.其中,挤丝板的所有挤丝孔形成多个挤丝区,每一挤丝区均具有多个挤丝孔,多个挤丝区沿挤丝板的长度方向等间距设置,每一挤丝区的所有挤丝孔等间距设置,任意相邻两个挤丝区之间的距离大于同一挤丝区中相邻两个挤丝孔之间的距离。
13.本实用新型的有益效果:在均匀挤丝设备的使用过程中,借助调节单元的设置,使得挤丝筒内的米粉凝胶料可以借助快速移动填充满挤丝板长度方向所在的区域,使得沿挤丝板长度方向不同区域对应的米粉凝胶料之间的压力大致均匀,进而使得米粉凝胶料能够经由挤丝板均匀挤丝,降低因挤丝不均匀而导致后续处理成本增加,提升米粉的挤丝均匀性。
附图说明
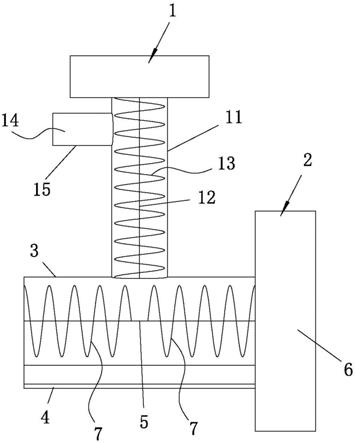
14.图1为本实用新型的俯视图;
15.图2为本实用新型的主视图。
16.附图标记包括:
17.1—送料单元
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2—挤丝单元
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3—挤丝筒
18.4—挤丝板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
5—第一轴体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6—第一驱动件
19.7—挤丝叶片
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8—容料腔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
9—均压腔
20.11—送料筒
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12—第二轴体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
13—送料叶片
21.14—进料孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
15—进料管。
具体实施方式
22.为了便于本领域技术人员的理解,下面结合实施例及附图对本实用新型作进一步的说明,实施方式提及的内容并非对本实用新型的限定。
23.请参阅图1至图2所示,本实用新型的一种均匀挤丝设备,包括送料单元1及与送料单元1连通的挤丝单元2,送料单元1用于将米粉凝胶料自动输送至挤丝单元2,挤丝单元2用于将送料单元1所输送的米粉凝胶料挤丝形成米粉丝。实际使用时,送料单元1用于对米粉凝胶料加压并将加压后的米粉凝胶料输送至挤丝单元2内,本实施例中,送料单元1主要借助对米粉凝胶料的挤压实现对米粉凝胶料的加压处理,挤丝单元2将送料单元1加压后的米粉凝胶料挤丝形成米粉丝自动输出。
24.挤丝单元2包括挤丝筒3、设置在挤丝筒3上的挤丝板4、安装设置在挤丝筒3内的调节单元,送料单元1输送至挤丝筒3内的米粉凝胶料沿第一方向移动至挤丝板4,调节单元用于驱动挤丝筒3内的米粉凝胶料沿第二方向移动,米粉凝胶料沿第一方向的移动方向与米粉凝胶料沿第二方向的移动方向形成夹角设置,即米粉凝胶料沿第一方向的移动方向与米粉凝胶料沿第二方向的移动方向非平行设置,例如,米粉凝胶料沿第一方向的移动方向为x
轴方向,米粉凝胶料沿第二方向的移动方向为y轴方向。
25.实际使用时,送料单元1驱动米粉凝胶料沿垂直挤丝板4的方向移动,借助调节单元的设置,利用调节单元对米粉凝胶料沿挤丝板4长度方向施加作用力,使得挤丝筒3内的米粉凝胶料可以借助调节单元快速移动填充满挤丝板4长度方向所在的区域,使得沿挤丝板4长度方向不同区域的米粉凝胶料之间的压力大致相等,降低米粉凝胶料沿挤丝板4长度方向之间的压力差,保证米粉凝胶料沿挤丝板4的长度方向的不同区域挤丝成均匀的米粉丝,提升米粉的挤丝均匀性,同时降低因挤丝不均匀而导致后续处理成本的增加。
26.调节单元包括转动设置在挤丝筒3内的第一轴体5、用于驱动第一轴体5转动的第一驱动件6、设置在第一轴体5外侧的挤丝叶片7,挤丝筒3大致为中空体,第一驱动件6包括固定安装在挤丝筒3上的承载体、安装在承载体上的驱动电机及传动组件,驱动电机经由传动组件驱动第一轴体5转动,根据实际需要,传动组件可以为齿轮传动、带传动或链传动等,当然,传动组件可以配置有减速器。
27.挤丝叶片7为螺旋叶片,挤丝叶片7围绕第一轴体5的中心轴线并沿第一轴体5的长度方向螺旋延伸设置,挤丝叶片7驱动挤丝筒3内的米粉凝胶料沿挤丝板4的长度方向移动并使得米粉凝胶料经由挤丝板4形成米粉丝挤出。当然,根据实际需要,螺旋叶片为连续式,即此时挤丝叶片7为首尾相连的整体式螺旋叶片。同时,螺旋叶片也可以为断续式,即此时挤丝叶片7为彼此间隔设置的多个断片组合而成的螺旋叶片。
28.在均匀挤丝设备的使用过程中,送料单元1将米粉凝胶料加压持续输入挤丝筒3内,当米粉凝胶料进入挤丝筒3内之后,借助挤丝叶片7的设置,使得挤丝筒3内的米粉凝胶料能够沿挤丝板4的长度方向快速移动,借助挤丝板4的长度方向的米粉凝胶料之间的压力差,使得挤丝筒3内的米粉凝胶料可以借助快速移动填充满挤丝板4所在的区域,从而使得沿挤丝板4长度方向不同区域的米粉凝胶料的压力大致相等,进而使得米粉凝胶料能够经由挤丝板4均匀挤丝。
29.优选地,挤丝叶片7的数量为两组,两组挤丝叶片7沿第一轴体5的长度方向排列设置,两组挤丝叶片7的螺旋方向相反,即第一组挤丝叶片7顺时针螺旋设置,第二组挤丝叶片7逆时针螺旋设置,送料单元1与挤丝筒3的连通处位于两组挤丝叶片7之间。
30.当然,根据实际需要,挤丝筒3可以为中空的柱形圆盘,此时挤丝板4为圆形平板,第一轴体5的数量为多个,每一第一轴体5均配置有一个挤丝叶片7,多个第一轴体5围绕挤丝筒3的中心轴线呈环形阵列,送料单元1与挤丝筒3的连通处位于挤丝筒3的中心轴线位置。
31.当送料单元1将米粉凝胶体输入挤丝筒3内之后,多个第一轴体5的挤丝叶片7将米粉凝胶料沿挤丝板4的径向方向移动,借助米粉凝胶料沿挤丝板4径向方向的压力差,使得米粉凝胶料快速填充满挤丝板4所在的平面,保证挤丝板4各个区域挤出的米粉丝均匀排出。
32.挤丝筒3形成有与送料单元1连通的容料腔8、与容料腔8连通的均压腔9,均压腔9位于容料腔8的下方,第一轴体5及挤丝叶片7均位于容料腔8内,挤丝板4用于遮盖均压腔9远离容料腔8一端的开口,容料腔8的宽度大于均压腔9的宽度。挤丝叶片7驱动容料腔8内的米粉凝胶料进入均压腔9内并快速填充满均压腔9,使得均压腔9内的米粉凝胶料各个部位的压力大致相等,均压腔9内的米粉凝胶料经由挤丝板4形成米粉丝排出。
33.借助容料腔8与均压腔9的尺寸构造及位置构造的配置,一方面借助米粉凝胶料自身的重力作用使得容料腔8内的米粉凝胶料自动向下流动至均压腔9内,另一方面使得容料腔8内物料可以充分填充满均压腔9,充分挤压排出均压腔9内的气体,进一步辅助提升挤丝板4挤出的米粉丝的粗细均匀性及连续性。
34.优选地,容料腔8呈圆柱状,便于转动第一轴体5及挤丝叶片7顺畅驱动容料腔8内的米粉凝胶料移动,借助容料腔8的圆柱弧形侧壁,使得米粉凝胶料快速充分地从容料腔8内排出并填充满均压腔9,避免米粉凝胶料积压在挤丝筒4内的边角处。均压腔9的宽度小于容料腔8的半径,进一步保证均压腔9内的米粉凝胶料压实填满,保证米粉丝挤丝的均匀性。
35.送料单元1包括与挤丝筒3连通的送料筒11、转动设置在送料筒11内的第二轴体12、用于驱动第二轴体12转动的第二驱动件、设置在第二轴体12外侧的送料叶片13,送料筒11大致为中空的圆柱状,送料叶片13围绕第二轴体12的中心轴线并沿第二轴体12的长度方向螺旋延伸设置;送料筒11与挤丝筒3的中部连通,送料筒11与挤丝筒3的连通处位于两组挤丝叶片7之间。同理,送料叶片13可以为连续式或断续式。
36.在均匀挤丝设备的实际使用过程中,送料筒11内的米粉凝胶料被送料叶片13自动输送至挤丝筒3的中部内,借助第一轴体5带动两组挤丝叶片7的转动,两个挤丝叶片7将进入挤丝筒3中部的米粉凝胶料快速沿挤丝板4的长度方向移动,避免米粉凝胶料在挤丝筒3中部受到强力挤压而导致挤丝板4长度方向的米粉凝胶料存在较大压力差。
37.当米粉凝胶料沿挤丝板4的长度方向输送之后,借助米粉凝胶料不同区域之间的压力差,使得米粉凝胶料借助自身的流动型快速补充填满,使得沿挤丝板4长度方向各个区域的米粉凝胶料之间的压力均匀,进而保证挤丝板4挤丝后的米粉丝分布均匀,提升挤丝良率及挤丝品质的稳定性。
38.送料筒11与挤丝筒3垂直设置,送料筒11与挤丝筒3大致排列成t型,送料筒11远离挤丝筒3的一端设有进料孔14,米粉凝胶料经由进料孔14进入送料筒11内,送料叶片13将进料孔14进入的米粉凝胶料输送入挤丝筒3内。
39.当外界的米粉凝胶料经由进料孔14进入送料筒11内之后,第二驱动件驱动第二轴体12转动,第二轴体12带动送料叶片13转动,进而将进料孔14进入的米粉凝胶料连续快速地输入至挤丝筒3的中部内,提升米粉凝胶料的输送效率。当然,根据实际需要,送料筒11的数量可以为两个,两个送料筒11平行设置,每一送料筒11对应与一个第二轴体12、一个送料叶片13及一个第二驱动件。
40.优选地,送料筒11远离挤丝筒3的一端配置有进料管15,进料孔14贯穿进料管15并与送料筒11连通,实际使用时,进料管15远离挤丝筒3的一端与外界的米粉凝胶料的供应设备连通,供应设备将米粉凝胶料自动输入进料管15的进料孔14内,实现米粉凝胶料的自动输送。
41.挤丝板4上设置有多个挤丝孔,挤丝板4大致为矩形平板,挤丝孔沿挤丝板4的厚度方向贯穿挤丝板4,多个挤丝孔共线设置,多个挤丝孔沿挤丝筒3的长度方向排列设置,米粉凝胶料经由挤丝板4的多个挤丝孔分别形成多个米粉丝挤出。
42.实际使用时,挤丝叶片7驱动容料腔8内的米粉凝胶料使得米粉凝胶料进入均压腔9内并经由挤丝板4的挤丝孔形成米粉丝挤出,使得均压腔9内的米粉凝胶料经由挤丝板4上的多个挤丝孔分别均匀挤丝成多个米粉丝排出。
43.挤丝板4的所有挤丝孔形成多个挤丝区,每一挤丝区均具有多个挤丝孔,多个挤丝区沿挤丝板4的长度方向等间距设置,每一挤丝区的所有挤丝孔等间距设置,任意相邻两个挤丝区之间的距离大于同一挤丝区中相邻两个挤丝孔之间的距离。
44.实际使用时,每一挤丝区挤出的米粉条形成一份,多个挤丝区挤出的米粉条形成多份,借助不同挤丝区的挤丝孔排出的米粉条均匀的特性,仅需对挤丝区挤出的米粉条的长度进行限定,即可实现对米粉条的自动计算重力,取消现有技术中的称重工序,降低生产加工成本。
45.以上内容仅为本实用新型的较佳实施例,对于本领域的普通技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本实用新型的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1