一种肉食品斩拌机智能生产线的制作方法
1.本实用新型涉及食品生产领域,特别是涉及到一种肉食品斩拌机智能生产线。
背景技术:
2.肉食食品行业普遍为单机独立使用,每个单机之间靠人工进行计量称重、物料转运等。其中淀粉料、原料肉、冰水还是靠老一套的人工称重后依靠体力手动添加的方式生产,浪费人力、浪费生产场地,不具备大规模自动化生产的能力。
技术实现要素:
3.针对现有技术中的缺陷与不足,本实用新型提出一种肉食品斩拌机智能生产线。本实用新型的目是通过以下技术方案来实现:
4.本实用新型提出一种肉食品斩拌机智能生产线,包括原料肉配料设备、加粉料设备、加色液设备及混料设备,所述原料肉配料设备、加粉料设备、加色液设备分别连接混料设备,所述原料肉配料设备、加粉料设备、加色液设备、混料设备分别连接plc控制器以控制所述原料肉配料设备、加粉料设备、加色液设备、混料设备启动/停止;
5.所述原料肉配料设备用于将预设量的肉料输送至混料设备,所述肉料为切割或者绞肉后的肉料;
6.所述加粉料设备用于将预设量的粉料输送至混料设备;
7.所述加色液设备用于将预设量的香精和/或色素和/或冰水输送至混料设备;
8.所述混料设备用于将原料肉配料设备、加粉料设备、加色液设备输送的物料进行斩拌混合。
9.作为上述技术方案的优选,所述原料肉配料设备包括原料肉料仓,所述原料肉料仓通过输送装置连接原料肉暂存仓,所述原料肉暂存仓连接原料肉称重传感器,所述原料肉暂存仓底部出料口通过物料输送机构连接混料设备,所述plc控制器连接原料肉称重传感器、输送装置及物料输送机构;
10.当原料肉称重传感器检测到原料肉暂存仓内的物料达到预设的重量时,所述plc控制器控制输送装置停止输送物料,并根据命令控制所述物料输送机构将原料肉暂存仓内的物料输送至混料设备。
11.作为上述技术方案的优选,所述加粉料设备包括自动加淀粉或大豆蛋白粉设备,所述自动加淀粉或大豆蛋白粉设备包括粉料料仓,所述粉料料仓通过输送装置连接粉料暂存仓,所述粉料暂存仓连接粉料称重传感器,所述粉料暂存仓底部出料口通过物料输送机构连接混料设备,所述plc控制器连接粉料称重传感器、输送装置及物料输送机构;
12.当粉料称重传感器检测到粉料暂存仓内的物料达到预设的重量时,所述plc控制器控制输送装置停止输送物料,并根据命令控制所述物料输送机构将粉料暂存仓内的物料输送至混料设备。
13.作为上述技术方案的优选,所述加色液设备包括色液料仓,所述色液料仓通过第
一输送装置连接色液缓存仓,所述色液缓存仓连接色液称重传感器,所述色液缓存仓底部出料口通过第二输送装置连接冰水缓存仓,所述冰水缓存仓连接冰水称重传感器,所述冰水缓存仓底部出料口通过物料输送机构连接混料设备,所述plc控制器连接色液称重传感器、冰水称重传感器、输送装置及物料输送机构;
14.当色液称重传感器检测到色液缓存仓内的物料达到预设的重量时,所述plc控制器控制第一输送装置停止输送物料,此时第二输送装置启动色液进入冰水缓存仓;
15.所述冰水缓存仓连接冰水进水阀门,当冰水称重传感器检测到冰水缓存仓内的输送的冰水达到预设的重量时,所述冰水进水阀门停止,所述物料输送机构启动物料进入混料设备。
16.作为上述技术方案的优选,所述加粉料设备还包括香辛料自动配料设备,所述香辛料自动配料设备包括至少一香辛料料仓,所述香辛料料仓通过输送装置连接称重小料仓,所述称重小料仓连接香辛料称重传感器,所述称重小料仓底部设置有阀门,所述阀门指向香辛料缓存仓,所述香辛料缓存仓通过物料输送机构连接混料设备,所述plc控制器连接香辛料称重传感器、输送装置、阀门及物料输送机构;
17.当粉料称重传感器检测到称重小料仓内的物料达到预设的重量时,所述plc控制器控制输送装置停止输送物料,控制阀门启动使称重小料仓内的物料进入香辛料缓存仓,并根据命令控制所述物料输送机构输送将香辛料暂存仓内的物料输送至混料设备。
18.作为上述技术方案的优选,所述混料设备为斩拌机。
19.作为上述技术方案的优选,所述物料输送机构为阀门,当阀门启动时位于高位的物料通过管路输送至位于低位的混料设备。
20.作为上述技术方案的优选,所述物料输送机构为正压或负压输送设备,当正压或负压输送设备启动时,粉料暂存仓、香辛料缓存仓内的物料通过正压或负压输送至混料设备内。
21.作为上述技术方案的优选,所述输送装置为螺旋输送设备。
22.作为上述技术方案的优选,所述第一输送机构为柱塞泵,所述第二输送装置为阀门,当阀门启动时位于高位的物料落入位于低位的冰水缓存仓。
23.本实用新型提出一种肉食品斩拌机智能生产线,通过pcl控制器控制各设备进行联机运行,实现肉食的自动化配料,减少劳动力、提高生产效率。
附图说明
24.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
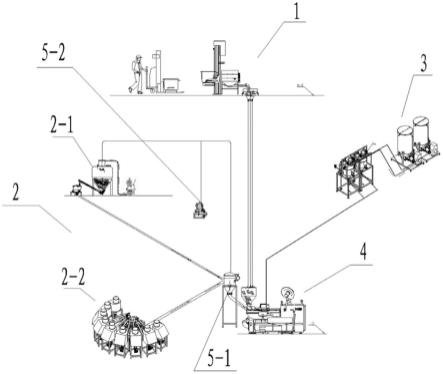
25.图1为本实施例提供的肉食品斩拌机智能生产线结构示意图;
26.图2为本实施例提供的原料肉配料设备结构示意图;
27.图3为本实施例提供的自动加淀粉或大豆蛋白粉设备结构示意图;
28.图4为本实施例提供的加色液设备包结构示意图;
29.图5为本实施例提供的香辛料自动配料设备组合状态结构示意图;
30.图6为本实施例提供的香辛料自动配料设备单个香辛料料仓工作状态结构示意图。
具体实施方式
31.下面结合附图对本实用新型做进一步的描述,但本实用新型的保护范围不局限于以下所述。
32.本实用新型提出的一种肉食品斩拌机智能生产线,具体为肉食自动配料加工系统,肉食品斩拌机配料生产线,包括原料肉配料设备1、加粉料设备2、加色液设备3及混料设备4,所述原料肉配料设备、加粉料设备、加色液设备分别连接混料设备,所述原料肉配料设备、加粉料设备、加色液设备、混料设备分别连接plc控制器以控制所述原料肉配料设备、加粉料设备、加色液设备、混料设备启动/停止,
33.所述原料肉配料设备用于将预设量的肉料输送至混料设备,所述肉料为切割或者绞肉后的肉料;
34.所述加粉料设备用于将预设量的粉料输送至混料设备;
35.所述加色液设备用于将预设量的香精和/或色素和/或冰水输送至混料设备;
36.所述混料设备用于将料肉配料设备、加粉料设备、加色液设备输送的物料进行斩拌混合,上述混料设备为斩拌机,物料进入斩拌机的料仓内进行混料。
37.所述原料肉配料设备1包括原料肉料仓1-1,所述原料肉料仓通过螺旋输送设备1-2连接原料肉暂存仓1-3,所述原料肉暂存仓连接原料肉称重传感器1-4,所述原料肉暂存仓底部出料口通过物料输送机构连接混料设备4,所述plc控制器连接原料肉称重传感器、螺旋输送设备及物料输送机构;
38.当原料肉称重传感器检测到原料肉暂存仓内的物料达到预设的重量时,所述plc控制器控制螺旋输送设备停止输送物料,并根据命令控制所述物料输送机构将原料肉暂存仓内的物料输送至混料设备,所述物料输送机构包括阀门1-5及与混料设备连接的管路,当阀门启动时位于二层的物料通过管路输送至位于低位的混料设备。
39.所述加粉料设备包括自动加淀粉或大豆蛋白粉设备2-1,所述自动加淀粉或大豆蛋白粉设备包括粉料料仓2-1-1,所述粉料料仓通过螺旋输送设备2-1-2连接粉料暂存仓2-1-3,所述粉料暂存仓连接粉料称重传感器2-1-4,所述粉料暂存仓底部出料口具有阀门2-1-5,所述阀门2-1-5通过物料输送机构连接混料设备,所述plc控制器连接粉料称重传感器、螺旋输送设备及物料输送机构;
40.当粉料称重传感器检测到粉料暂存仓内的物料达到预设的重量时,所述plc控制器控制螺旋输送设备停止输送物料,并根据命令控制所述物料输送机构输送将粉料暂存仓内的物料输送至混料设备;
41.所述加粉料设备还包括香辛料自动配料设备2-2,所述香辛料自动配料设备包括至少一香辛料料仓2-2-1,所述香辛料料仓2-2-1可以多个,包括糖、盐、味精、胡椒粉、其他食品添加剂等料仓,所述香辛料料仓2-2-1通过螺旋输送设备2-2-2连接称重小料仓2-2-3,所述称重小料仓连接香辛料称重传感器2-2-4,所述称重小料仓底部设置有阀门2-2-5,所述阀门指向香辛料缓存仓2-2-6,以将各糖、盐、味精、胡椒粉、其他食品添加剂等粉料汇集到香辛料缓存仓,所述香辛料缓存仓通过物料输送机构连接混料设备,所述plc控制器连接
香辛料称重传感器、螺旋输送设备、阀门及物料输送机构;
42.当粉料称重传感器检测到称重小料仓内的物料达到预设的重量时,所述plc控制器控制螺旋输送设备停止输送物料,控制阀门启动使称重小料仓内的物料进入香辛料缓存仓,并根据命令控制所述物料输送机构输送将香辛料暂存仓内的物料输送至混料设备;
43.所述加粉料设备的物料输送机构为正压或负压输送设备5,当正压或负压输送设备启动时,粉料暂存仓内的物料通过正压或负压输送至混料设备内,所述正压或负压输送设备5包括正负压料仓5-1及罗茨负机5-2,所述罗茨负机连接正负压料仓,以使正负压料仓内形成正负压。
44.所述加色液设备包括色液料仓3-1,所述色液料仓通过柱塞泵及第一阀门3-2连接色液缓存仓3-4,所述色液缓存仓连接色液称重传感器3-3,所述色液缓存仓底部出料口通过第二阀门连接冰水缓存仓3-6,所述冰水缓存仓连接冰水称重传感器3-6,所述冰水缓存仓底部出料口通过第三阀门3-8连接混料设备,所述plc控制器连接色液称重传感器、冰水称重传感器及阀门;
45.当色液称重传感器检测到色液缓存仓内的物料达到预设的重量时,所述plc控制器控制柱塞泵及第一阀门3-2停止输送物料,此时第二阀门启动色液落入冰水缓存仓;
46.所述冰水缓存仓连接冰水进水阀门,当冰水称重传感器检测到冰水缓存仓内的输送的冰水达到预设的重量时,所述冰水进水阀门停止,所述第三阀门启动物料落入位于地位的混料设备。
47.本实用新型提出一种肉食品斩拌机智能生产线,通过pcl控制器控制各设备进行联机运行,实现肉食的自动化配料,减少劳动力、提高生产效率。
48.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1