一种面皮一体机的制作方法
1.本技术涉及食品加工技术领域,尤其是涉及一种面皮一体机。
背景技术:
2.面皮由麦胶蛋白质和麦谷蛋白质组成,将面粉加入适量水搅匀上劲,形成面团,稍后用清水反复搓洗,把面团中的活粉和其它杂质全部洗掉,余下的就是面筋。
3.在面皮生产中,通常采用和面机和洗面机对面团进行和面和清洗,用蒸面机进行面皮的蒸制,用切面机进行面皮的切制。面皮的生产过程中,各工序需要人工进行辅助操作,浪费加工时间,面皮的生产效率较低,面皮的加工质量较难控制,无法满足批量生产面皮的需求。
技术实现要素:
4.为了满足批量生产的需求,提高面皮生产的效率,降低生产成本,提高面皮的品质,本技术提供了一种面皮一体机。
5.本技术的上述申请目的是通过以下技术方案得以实现的:
6.一种面皮一体机,包括基座,所述基座上由后向前依次设有揉面装置和洗面装置, 所述揉面装置包括基座上的揉面筒,所述揉面筒内设有搅拌组件,所述揉面筒上方设有支撑臂,所述支撑臂上设有驱动搅拌组件转动的揉面电机;所述洗面装置包括洗面箱、搅拌器和搅拌电机,所述搅拌器水平设置在洗面箱内,所述搅拌电机设置在洗面箱外侧并与搅拌器连接,所述洗面箱底部设有向前延伸的面浆输出管,所述面浆输出管端部连接面浆喷嘴,所述面浆输出管上设有截止阀,所述基座前侧设有支撑架,所述支撑架上设有面浆输送装置和对面浆进行熟化成面皮的熟化装置,所述支撑架包括两竖直侧板,所述面浆输送装置包括两侧板之间可沿水平方向转动的输送带和驱动输送带转动的驱动机构,所述驱动机构包括主动辊、从动辊以及减速电机,所述主动辊与从动辊均转动连接在两个侧板之间,所述主动辊与从动辊相互平行且两者的轴线位于同一水平面内,所述减速电机与主动辊通过传动件传动连接,所述输送带套设在主动辊和从动辊的外侧面并形成环状;所述面浆喷嘴位于输送带后端上方,所述输送带前端的支撑架上设有对面皮进行分割的面皮切割装置。
7.通过采用上述技术方案,揉面装置可以实现面粉的揉团,将面团放入到洗面装置进行洗面,洗面后形成的面浆喷洒至输送带上,减速电机驱动主动辊转动,可带动输送带在主动辊和从动辊之间转动,从而带动输送带上的面浆进行向前输送。输送带承载着面浆经过熟化装置后熟化成面皮,再经过面皮切割装置将面皮切割成规定的形状,实现面皮成型的自动化。
8.优选的,所述输送带内侧下方位于主动辊与从动辊之间设有调节输送带松紧的调节辊,所述调节辊与主动辊平行,两侧板上分别设有贯通的调节槽,所述调节槽呈竖直设置的条状,所述调节辊两端转动连接轴承座,所述轴承座滑动连接在相应的调节槽内,所述轴承座上设有与相应侧板紧固连接的紧固件,所述输送带内侧上方设有多个水平的支撑辊,
多个所述支撑管与两侧板转动连接。
9.通过采用上述技术方案,调整调节辊在调节槽的位置,可以调整输送带的松紧,保证输送带转动的安全性和平稳性,设置多个支撑辊,可以保证输送带在水平方向上水平度,保证面皮厚度的一致性,提高面皮的品质。
10.优选的,所述熟化装置包括蒸汽罩、蒸汽喷管和蒸汽发生器,所述蒸汽罩罩设在面浆喷嘴前侧的输送带上方,所述蒸汽发生器设置在支撑架外侧上并通过蒸汽输出管连通蒸汽喷管,所述蒸汽喷管设置在输送带与蒸汽罩之间,所述蒸汽喷管下部设有多个朝向输送带的喷气孔,所述蒸汽喷管与输送带的传送方向垂直。
11.通过采用上述技术方案,蒸汽发生器产生的高温蒸汽通过蒸汽喷管将蒸汽喷射到输送带上的面浆,使面浆快速熟化成面皮,蒸汽罩可避免蒸汽热量快速散失,提高面皮的熟化效率。
12.优选的,所述面浆喷嘴与蒸汽罩之间设有限位刮板装置,所述限位刮板装置包括刮板架、刮板、导向杆和调节螺杆,所述刮板架呈u形,所述刮板设置在刮板架内侧,所述刮板上端两侧设有向上延伸的导向杆,所述导向杆滑动穿过刮板架上端的横杆,所述刮板架上端的横杆设有螺孔,所述螺孔螺纹连接调节螺杆,所述调节螺杆下端与刮板转动连接。
13.通过采用上述技术方案,根据对面皮厚度的要求,转动调节螺杆至合适的位置,使刮板与输送带保持规定的间隙,确保面皮厚度达到规定的标准。
14.优选的,所述熟化装置前侧设有面皮冷却装置,所述面皮冷却装置包括罩设在输送带上的冷风罩,所述冷风罩下方设有朝向输送带的开口,所述冷风罩顶部通过风管与固定在支撑架上的吹风机连通。
15.通过采用上述技术方案,吹风机将冷风通过冷风罩吹送给刚熟化的面皮,实现面皮的快速冷却,避免面皮起泡,保证面皮的平整。
16.优选的,所述冷风罩前侧的输送带上方设有面皮涂油装置,所述面皮涂油装置包括两侧板上端分别设置的支撑座,两个支撑座之间转动连接与输送带抵靠的滚刷,所述滚刷一端通过齿轮组与滚刷电机传动连接,所述滚刷上方设有油管,所述油管下侧壁设有朝向滚刷的多个漏油孔,所述油管两端与支撑座固定连接,所述油管一端封闭,另一端通过管道连接储油箱。
17.通过采用上述技术方案,储油箱内的食用油通过油管的漏油孔滴落到滚刷上,滚刷电机带动滚刷转动将食用油涂刷到面皮表面,避免面皮的黏连,防止面皮变硬、干裂。
18.优选的,所述面皮切割装置包括由后至前依次设置的面皮切条装置、面皮牵引装置和面皮切断装置;所述面皮切条装置包括两侧板之间固定连接的水平支撑板,两个所述侧板上端分别固连安装座,两个所述安装座之间设有切割压轮,所述切割压轮沿长度方向间隔设有多个圆环状的滚刀,所述切割压轮两端转动连接滑座,所述安装座内侧设有与滑座滑动连接的滑槽,所述滑座上端固定连接滑杆,所述滑杆套设压簧,所述滑杆穿过安装座顶部,两个所述滑杆顶端固定连接提拉杆。
19.通过采用上述技术方案,面皮切条装置的切割压轮在滑杆上的压簧作用下,使滚刀始终与支撑板抵靠,保证了经过滚刀的面皮被切割成条状。
20.优选的,所述面皮牵引装置包括牵引辊和压辊组件,所述牵引辊转动连接在两个侧板之间,所述牵引辊一端与减速电机通过传送件传动连接,所述压辊组件包括压辊架、压
辊、安装架、调压螺杆,所述安装架呈u形,所述压辊转动连接在压辊架上,所述压辊架两端与安装架内侧可上下滑动连接,所述压辊架上端设有支杆,所述支杆套设弹簧,所述安装架上端螺纹连接调压螺杆,所述调压螺杆下端设有容纳槽,所述弹簧嵌设在容纳槽内。
21.通过采用上述技术方案,面皮牵引装置通过将位于牵引辊和压辊之间的面皮向前牵引,保证切割压轮上的滚刀对面片的切条工作顺利完成。
22.优选的,所述面皮切断装置包括两个侧板之间固定连接水平的切板,所述切板上方设有与两个侧板连接的支撑框,所述支撑框内侧滑动连接可上下移动的切刀,所述支撑框顶部固定连接直线电机,所述直线电机的推杆与切刀顶部固定连接,所述切刀与输送带的运动方向垂直,所述切刀的刀刃朝向切板。
23.通过采用上述技术方案,面皮切断装置能够根据对面皮不同长度的规格要求,实现面皮切条后的切断,满足不同面皮长度的需求。
24.综上所述,本技术的有益技术效果为:
25.本技术的揉面装置可以将面粉进行揉团,将面团放入到洗面装置进行洗面,洗面后形成的面浆喷洒至输送带上,输送带承载着面浆经过熟化装置后熟化成面皮,再经过面皮切割装置将面皮切割成规定的形状,实现面皮成型的自动化。该一体及能够满足面皮批量生产的需求,提高面皮生产的效率,降低生产成本,提高面皮的品质,减轻了工作人员的劳动强度。
附图说明
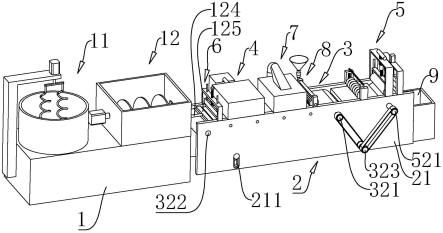
26.图1是本技术的结构示意图;
27.图2是本技术另一视角的结构示意图;
28.图3是本技术去除一侧板及蒸汽罩的结构示意图;
29.图4是本技术面皮切条装置的结构示意图;
30.图5是本技术面皮牵引装置的结构示意图;
31.图6是本技术面皮切断装置的结构示意图;
32.图7是本技术限位刮板装置的结构示意图。
33.图示,1、基座;11、揉面装置;111、揉面筒;112、搅拌组件;113、支撑臂;114、揉面电机;12、洗面装置;121、洗面箱;122、搅拌器;123、搅拌电机;124、面浆输出管;125、面浆喷嘴;126、截止阀;2、支撑架;21、侧板;211、调节槽;3、面浆输送装置;31、输送带;32、驱动机构;321、主动辊;322、从动辊;323、减速电机;324、调节辊;325、支撑辊;4、熟化装置;41、蒸汽罩;42、蒸汽喷管;43、蒸汽发生器;5、面皮切割装置;51、面皮切条装置;511、支撑板;512、安装座;5121、滑槽;513、切割压轮;5131、滚刀;514、滑杆;5141、压簧;515、提拉杆;52、面皮牵引装置;521、牵引辊;522、压辊组件;5221、压辊架;5222、支杆;5223、弹簧;5224、压辊;5225、安装架;5226、调压螺杆;53、面皮切断装置;531、切板;532、支撑框;533、切刀;534、直线电机;6、限位刮板装置;61、刮板架;62、刮板;63、导向杆;64、调节螺杆;7、面皮冷却装置;71、冷风罩;72、吹风机;8、面皮涂油装置;81、支撑座;82、滚刷;83、滚刷电机;84、油管;85、储油箱;9、收纳箱。
具体实施方式
34.以下结合附图1-7对本技术作进一步详细说明。
35.如图1、2所示,一种面皮一体机,包括基座1,基座1上由后向前依次设有揉面装置11和洗面装置12,揉面装置11包括基座1上的揉面筒111,揉面筒111上方开口,揉面筒111内设有搅拌组件112,搅拌组件112采用双螺旋状搅拌杆,揉面筒111上方设有固定在基座1上的支撑臂113,支撑臂113上设有驱动搅拌组件112转动的揉面电机114;洗面装置12包括洗面箱121、搅拌器122和搅拌电机123,搅拌器122呈螺旋状并水平设置在洗面箱121内,搅拌电机123设置在洗面箱121外侧并与搅拌器122连接。揉面装置11揉好的面放入到洗面箱121内,在洗面箱121内注入清水,搅拌电机123带动洗面箱121内的搅拌器122转动,实现洗面的自动化。
36.洗面箱121底部设有向前延伸的面浆输出管124,面浆输出管124端部连接面浆喷嘴125,面浆喷嘴125呈长条状,面浆输出管124上设有截止阀126,通过调整截止阀126可以调整单位时间内流出面浆的量。基座1前侧设有支撑架2,支撑架2上设有面浆输送装置3和对面浆进行熟化成面皮的熟化装置4,支撑架2包括两竖直侧板21,面浆输送装置3包括两侧板21之间可沿水平方向转动的输送带31和驱动输送带31转动的驱动机构32,面浆喷嘴125位于输送带31后端上方,面浆喷嘴125的长度与输送带31的宽度适配,面浆喷嘴125持续不断的将面浆喷灌到输送带31上,输送带31上的面浆经过面皮熟化装置4时,面浆被熟化成面皮,输送带31前端的支撑架2上设有对面皮进行分割的面皮切割装置5,通过面皮切割装置5,可对面皮切割成规定的尺寸,实现面皮的自动加工。
37.如图3所示,本实施例的驱动机构32包括主动辊321、从动辊322以及减速电机323,主动辊321与从动辊322相互平行且两者的轴线位于同一水平面内,主动辊321与从动辊322均转动连接在两个侧板21之间,固定在侧板21上的减速电机323与主动辊321通过传动件传动连接,输送带31套设在主动辊321和从动辊322的外侧面并形成环状;传动件可以采用链条或皮带等实现减速电机323对主动辊321的传动,从而带动输送带31的循环转动。
38.如图1、3所示,输送带31内侧下方位于主动辊321与从动辊322之间设有调节输送带31松紧的调节辊324,调节辊324与主动辊321平行,两侧板21上分别设有贯通的调节槽211,调节槽211呈竖直设置的条状,调节辊324两端转动连接轴承座,轴承座滑动连接在相应的调节槽211内,轴承座上设有与相应侧板21紧固连接的紧固件,输送带31内侧上方设有多个水平的支撑辊325,多个支撑辊325均与两侧板21转动连接,多个支撑辊325均与主动辊321相互平行,通过多个支撑辊325与输送带31内侧的滚动连接,保证了输送带31上面皮的平稳传送。
39.如图2、3所示,本实施例的熟化装置4包括蒸汽罩41、蒸汽喷管42和蒸汽发生器43,蒸汽罩41罩设在面浆喷嘴125前侧的输送带31上方,蒸汽发生器43设置在支撑架2外侧上并通过蒸汽输出管连通蒸汽喷管42,蒸汽喷管42设置在输送带31与蒸汽罩41之间,蒸汽喷管42下部设有多个朝向输送带31的喷气孔,蒸汽喷管42与输送带31的传送方向垂直。蒸汽喷管42喷出的蒸汽将输送带31上的面浆进行熟化,形成面皮。
40.如图1、7所示,为了使输送带31上的面浆厚度均匀一致,在面浆喷嘴125与蒸汽罩41之间设有限位刮板装置6,限位刮板装置6包括刮板架61、刮板62、导向杆63和调节螺杆64,刮板架61呈u形,刮板62设置在刮板架61内侧,刮板62上端两侧设有向上延伸的导向杆
63,导向杆63滑动穿过刮板架61上端的横杆,刮板架61上端的横杆上设有螺孔,螺孔螺纹连接调节螺杆64,调节螺杆64下端与刮板62转动连接。旋转调节螺杆64至合适的位置,使刮板62与输送带31上表面保持规定的间隙,确保面皮到规定的厚度,提高面皮的品质。
41.如图1、2所示,为了将熟化好的面皮尽快冷却,防止熟化的面皮起泡,在熟化装置4前侧设有面皮冷却装置7,面皮冷却装置7包括罩设在输送带31上的冷风罩71,冷风罩71下方设有朝向输送带31的开口,冷风罩71顶部通过风管与固定在支撑架上的吹风机72连通。经过熟化的面皮通过输送带31运动到冷风罩71下方,吹风机72将冷风输送到冷风罩71顶部并向输送带31上熟化的面皮吹送冷风,可以对熟化后的面皮进行快速冷却,保证面皮的平整度。
42.如图2所示,为了避免面皮切割后的黏连,防止面皮变硬、干裂,在冷风罩71前侧的输送带31上方设有面皮涂油装置8,面皮涂油装置8包括两侧板21上端分别设置的支撑座81,两个支撑座81相对设置,两个支撑座81之间转动连接与输送带31抵靠的滚刷82,滚刷82一端通过齿轮组与滚刷电机83传动连接,滚刷82上方设有油管84,油管84与滚刷82平行设置,油管84下侧壁设有朝向滚刷82的多个漏油孔,油管84两端与支撑座81固定连接,油管84一端封闭,另一端通过管道连接储油箱85。在储油箱85中注入食用油,食用油通过管道进入油管84并通过漏油孔滴落至滚刷82上,滚刷82通过与面皮的接触摩擦滚动,最终滚刷82上的食用油刷涂到面皮表面,完成对面皮的涂油。
43.如图1、4所示,本实施例的面皮切割装置5包括由后至前依次设置的面皮切条装置51、面皮牵引装置52和面皮切断装置53;面皮切条装置51包括两侧板21之间固定连接的水平支撑板511,支撑板511的上表面与输送带31水平段的上表面齐平,两个侧板21上端分别固连安装座512,两个安装座512相对设置,两个安装座512之间设有切割压轮513,切割压轮513沿长度方向间隔设有多个圆环状的滚刀5131,切割压轮513两端转动连接滑座,安装座512内侧设有与滑座滑动连接的滑槽5121,滑座上端固定连接滑杆514,滑杆514套设压簧5141,滑杆514穿过安装座512顶部,两个滑杆514顶端固定连接提拉杆515。压簧5141始终对滑座产生向下的压力,使切割压轮513上的滚刀5131始终与支撑板511相抵靠,确保对不同厚度的面皮都能够进行切割,提高对不同厚度面皮切条的适用性。
44.如图1、5所示,为了保证面皮能够顺利切成条状,必须保证在面皮切条装置51的前侧通过面皮牵引装置52对面皮进行牵引,具体的,面皮牵引装置52包括牵引辊521和压辊组件522,牵引辊521转动连接在两个侧板21之间,牵引辊521一端与减速电机323通过传送件传动连接,传动件可以采用齿轮或皮带;减速电机323分别通过传动件同时与牵引辊521和主动辊321传动连接,保证了牵引辊521和主动辊321转动的同步性,使面皮熟化以及切条工作的一致性。压辊组件522包括压辊架5221、压辊5224、安装架5225、调压螺杆5226,压辊架5221和安装架5225均呈u形,压辊5224转动连接在压辊架5221上,压辊架5221两端与安装架5225内侧可上下滑动连接,压辊架5221上端设有支杆5222,支杆5222套设弹簧5223,安装架5225上端螺纹连接调压螺杆5226,调压螺杆5226下端设有容纳槽,弹簧5223嵌设在容纳槽内,可避免弹簧5223与调压螺杆5226的脱离。通过调整调压螺杆5226在安装架5225的相对位置,可以调节弹簧5223对压辊架5221的弹力,从而调节压辊5224对牵引辊521的压力,以适应对不同厚度的面皮的牵引压力,从而保证牵引辊521转动时,能够带动位于牵引辊521和压辊5224之间的面皮向前移动,保证面皮切条工作的顺利进行。
45.具体操作时,当输送带31承载着面皮移动到输送带31的前端时,操作人员首先需要手动先向上拉动提拉杆515,使面皮能从支撑板511和切割压轮513之间的间隙通过并送入牵引辊521和压辊5224之间进行面皮牵引,释放提拉杆515后,牵引辊521和压辊5224能带动面皮向前移动,实现面皮切条装置51对面皮的自动切条和面皮切断装置53对面皮的自动切断。
46.如图1、6所示,本实施例的面皮切断装置53包括两个侧板21之间固定连接水平的切板531,切板531的上表面与支撑板511的上表面齐平,切板531上方设有与两个侧板21连接的支撑框532,支撑框532呈u形,支撑框532内侧滑动连接可上下移动的切刀533,支撑框532顶部固定连接直线电机534,直线电机534的推杆与切刀533顶部固定连接,切刀533与输送带31的运动方向垂直,切刀533的刀刃朝向切板531。通过控制直线电机534推杆向下动作的间隔时间,可以保证在需要的面条长度时,直线电机534驱动切刀533向下移动,通过切刀533与切板531的抵靠将面条切断,切断后的面皮落入切板531下方的收纳箱9中。
47.本具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1