全自动头带双呼吸阀海绵条折叠口罩生产线的制作方法
1.本发明涉及折叠口罩生产设备技术领域,具体涉及一种全自动头带双呼吸阀海绵条折叠口罩生产线。
背景技术:
2.为解决全球口罩供应不再短缺,公司的全自动头带双呼吸阀海绵条折叠口罩生产线应运而生,生产线集自动上料、自动上内置鼻梁条、焊接头带、对折、封边焊接、成型套切和废料收集于一体,实现了成品输出完全在一台设备上自动化生产的模式,提高了生产效率,降低了对人工的依赖。
技术实现要素:
3.本发明的目的在于克服上述现有技术的不足之处,提供了一种全自动折叠口罩生产线(头带双呼吸阀海绵条),本设备改变了现有工艺速度慢的不足之处,该设备是一套应用于口罩相关加工生产线的辅助配套机器,完善口罩的生产流程。
4.本发明的目的是通过以下技术方案实现的:
5.全自动头带双呼吸阀海绵条折叠口罩生产线,包括:上料架部分、主机部分。
6.其中,主机部分,包括:鼻梁条工位、花纹焊接工位、头带焊接工位、呼吸阀焊接工位、海绵条工位、材料对折工位、封口焊边工位、切割工位、下料工位。
7.鼻梁条工位,包括:送料装置、推料装置。
8.花纹焊接工位,包括:超声波装置、安装座、花辊。
9.头带焊接工位,包括:滑台电机、头带焊接装置、头带带切割装置。
10.呼吸阀焊接工位,包括:呼吸阀冲孔装置、呼吸阀焊接装置
11.海绵条工位,包括:海绵条拉料装置、海绵条粘接装置
12.材料对折工位,包括:主传动辊装置一、对折装置。
13.封口焊边工位,包括:滑台、封口装置、超声波装置一。
14.切割工位,包括:刀座、主传动辊装置。
15.下料工位,包括:传送带装置、收集废料装置。
16.其他部件包括:喷墨装置、手轮、铝台板、主轴、机座、钢管、链轮、链条、脚杯、脚轮、料轴、导向轴、导向架、料卷、操作屏、轴承座、主轴电机。
17.所述的上料架部分由钢管焊接而成。
18.鼻梁条工位上,所述的送料装置、推料装置固定连接在铝台板上,完成自动上鼻梁条的动作。
19.花纹焊接工位上,所述的超声波固定在铝台板上,花辊安装在安装座上,安装座与铝台板连接,花辊通过链轮、链条与主轴连接,实现同步运动。超声波与花辊配合工作完成口罩花纹的焊接。
20.头带焊接工位上,所述的滑台带动取头带装置完成头带的焊接。
21.材料对折工位上,所述的主传动辊装置、对折装置与铝板固定连接,主传动辊装置通过链轮、链条与主轴连接,实现同步运动,进而完成材料对折动作。
22.封口焊边工位上,所述的滑台与铝板固定连接,封口装置及超声波装置固定在滑台上,封口装置与超声波装置配合完成口罩封口动作,
23.切割工位上,所述的刀座及主传动装置二与铝板固定连接,两套装置通过链轮链条与主轴连接,实现同步运动,进而完成口罩切割成型动作。
24.下料工位上,所述的传送带装置与铝板固定连接,通过电机驱动完成成品下料动作。
25.所述的收集废料装置与机座固定连接,通过电机驱动完成废料收集动作。
26.与现有技术相比,本发明的有益效果是:
27.本发明克服了现有市场上对头带折叠口罩的全自动化需求,并且对工人要求高,效率低的难题,通过本发明的设计,实现了头带折叠口罩生产的自动化,工作效率更高,新手易操作。
附图说明
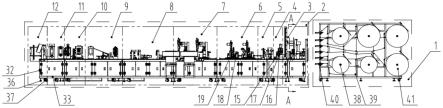
28.图1是全自动折叠口罩生产线立体图;
29.图2是全自动折叠口罩生产线主视图;
30.图3是全自动折叠口罩生产线俯视图;
31.图4是全自动折叠口罩生产线剖视图;
32.图5是鼻梁条工位主视图;
33.图6是鼻梁条工位俯视图;
34.图7是花纹焊接工位示意图;
35.图8是封口焊接工位示意图;
36.图9是切割工位示意图。
37.1.上料架部分
ꢀꢀ
2.主机部分
ꢀꢀ
3.鼻梁条工位
ꢀꢀ
4.花纹焊接工位
ꢀꢀ
5.喷墨装置
ꢀꢀ
6.头带焊接工位
ꢀꢀ
7.呼吸阀焊接工位
ꢀꢀ
8.海绵条粘接工位
ꢀꢀ
9.材料对折工位
ꢀꢀ
10.封口焊边工位
ꢀꢀ
11.切割工位
ꢀꢀ
12.下料工位
ꢀꢀ
13.鼻梁条送料装置
ꢀꢀ
14.鼻梁条推料装置
ꢀꢀ
15.超声波装置
ꢀꢀ
16.安装座
ꢀꢀ
17.花辊
ꢀꢀ
18.头带焊接装置
ꢀꢀ
19.头带切割装置
ꢀꢀ
20.主传动辊装置一
ꢀꢀ
21.对折装置
ꢀꢀ
22.滑台
ꢀꢀ
23.封口装置
ꢀꢀ
24.手轮
ꢀꢀ
25.超声波装置一
ꢀꢀ
26.主传动辊装置二
ꢀꢀ
27.刀座
ꢀꢀ
28.传送带装置
ꢀꢀ
29.收集废料装置
ꢀꢀ
30.铝台板
ꢀꢀ
31.主轴
ꢀꢀ
32.机座
ꢀꢀ
33.钢管
ꢀꢀ
34.链轮
ꢀꢀ
35.链条
ꢀꢀ
36.脚杯
ꢀꢀ
37.脚轮
ꢀꢀ
38.料轴
ꢀꢀ
39.导向轴
ꢀꢀ
40. 导向架
ꢀꢀ
41.料卷
ꢀꢀ
42.操作屏
ꢀꢀ
43.轴承座
ꢀꢀ
44.主轴电机
ꢀꢀ
45.滑台电机
ꢀꢀ
46.取头带装置
ꢀꢀ
47.呼吸阀冲孔装置
ꢀꢀ
48.呼吸阀焊接装置
ꢀꢀ
49.海绵条拉料装置
ꢀꢀ
50.海绵条粘接装置
ꢀꢀ
51.鼻梁条送料装置
ꢀꢀ
52.鼻梁条
ꢀꢀ
53.切刀装置
ꢀꢀ
54.鼻梁条推料装置。
具体实施方式
38.为能进一步了解本发明的内容、特点以及功效,兹例举以下实施例,并配合附图详细说明如下。需要说明的是,本实施例是描述性的,不是限定性的,不能由此限定本发明的保护范围。
39.全自动头带双呼吸阀海绵条折叠口罩生产线,包括:上料架部分1、主机部分2。
40.主机部分2,包括:鼻梁条工位3、花纹焊接工位4、头带焊接工位6、材料对折工位7、呼吸阀焊接工位8、海绵条粘接工位9、封口焊边工位10、切割工位11、下料工位12。
41.鼻梁条工位3,包括:鼻梁条送料装置13、鼻梁条推料装置14;
42.花纹焊接工位4,包括:超声波装置15、安装座16、花辊17;
43.呼吸阀焊接工位,包括:呼吸阀冲孔装置47、呼吸阀焊接装置48;
44.海绵条粘接工位,包括;海绵条拉料装置49、海绵条粘接装置50;
45.头带焊接工位6:滑台电机45、头带焊接装置18、头带切割装置19;
46.材料对折工位7:主传动辊装置一20、对折装置21;
47.封口焊边工位8:滑台22、手轮24、封口装置23、超声波装置1 25。
48.切割工位9:刀座27、主传动辊装置二26;
49.下料工位10:传送带装置28、收集废料装置29。
50.其他部件包括:喷墨装置5、手轮24、铝台板30、主轴31、机座32、钢管33、链轮34、链条35、脚杯36、脚轮37、料轴38、导向轴39、导向架40、料卷41、操作屏42、轴承座43、主轴电机44。
51.所述的上料架部分1与主机部分2顺序放置,互相间距大约400mm;
52.所述的上料架部分1由钢管33焊接而成,底部与脚杯36及脚轮37连接;
53.所述的料轴38、导向轴39、导向架40与钢管33固定连接,料卷41与料轴38连接;
54.所述的铝台板30与机座32固定连接,机座32由钢管33焊接而成;
55.鼻梁条工位3上,由鼻梁条送料装置13及鼻梁条推料装置14组装,两套装置固定连接在铝台板30 上;
56.花纹焊接工位4,包括:超声波装置15、安装座16、花辊17;
57.所述的超声波装置15固定在铝台板30上;
58.所述的花辊17安装在安装座16上;
59.所述的安装座16与铝台板30连接;
60.所述的花辊17通过链轮34、链条35与主轴31连接,实现同步运动;
61.头带焊接工位5上,头带焊接装置18、头带切割装置19与机座32固定连接,头带焊完成头带的焊接;
62.所述的呼吸阀焊接工位7,呼吸阀冲孔装置47和呼吸阀焊接装置与铝台板30连接;
63.所述的海绵条工位7,海绵条粘接装置50与铝台板30连接,海绵条拉料装置49与海绵条粘接装置50连接
64.所述的主传动辊装置一20与对折装置21两套装置与铝台板30固定连接;
65.所述的主传动辊装置一20通过链轮34、链条35与主轴31连接,实现同步运动;
66.所述的滑台22与铝台板30固定连接;
67.所述的封口装置23及超声波装置一25固定在滑台22上;
68.所述的刀座27及主传动装置2 26与铝台板30固定连接;
69.所述的传送带装置28与铝台板30固定连接;
70.所述的收集废料装置29与机座32固定连接;
71.所述的主轴31通过轴承座43与机座32连接,主轴电机44驱动主轴31旋转;
72.所述的操作屏42与机座32固定连接。
73.工作过程:
74.将料卷41放置在上料架部分1,鼻梁条送料装置51将鼻梁条52送到指定位置,切刀装置53将鼻梁条切断,切断后的鼻梁条52通过鼻梁条推料装置54完成自动上鼻梁条的动作;
75.通过超声波装置15高频振荡信号,通过换能器55转换成高频机械振荡传递到超声波焊头56与花辊 17配合而传播到口罩材料上,产生能量,使3-6层口罩材料粘合在一起,完成口罩花纹焊接;
76.头带焊接工位6,取头带装置46通过滑台电机45带动取头带装置46在滑台上移动,将头带拉至指定位置,头带切割装置19对头带进行切割,切割后头带焊接装置18完成头带的焊接;
77.材料对折工位9的主传动辊装置一20通过链轮34、链条35与主轴31连接,实现同步运动,将材料送入主传动辊装置一20,材料通过主传动辊装置一进入对折装置21,完成材料对折工位;
78.封口焊边工位10的材料经过对折工位9后进入封口焊边工位,换能器57转换成高频机械振荡传递到超声波焊头58与封口焊接模59配合而传播到口罩材料上,产生能量,完成口罩封口动作;
79.切割工位11的刀座27及主传动装置2 26通过链轮34、链条35与主轴31连接,实现同步运动,刀辊60和刀粘辊61配合滚切,进而完成口罩切割成型;
80.下料工位12通过电机44驱动完成成品的下料动作。
81.人工通过操作屏42可对设备进行操作及相关参数设置。
82.整个生产线口罩生产过程无需人工参与,自动化程度高,全部自动化完成,无需熟练高技能操作者。
83.整台设备一键式驱动,提高了工作效率,可自动完成3-6层折叠口罩的自动化生产工作。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1