人造甲片的制作方法及磁模装置与流程
1.本发明涉及制造装置领域,尤其涉及一种人造甲片的制作方法及磁模装置。
2.
背景技术:
3.人造甲片是指通过人造工艺制得的穿戴甲片,由于其具有款式丰富,穿戴方便,穿戴后持久时间长,深受广大美甲爱好者喜欢。猫眼效果是一种美甲中最新流行的款式,猫眼效果是指在美甲上制作出像猫眼一样凝聚一些光线的效果,不同角度能变换不同光影。猫眼效果所涂饰的猫眼甲油是含有磁性颜料的甲油。涂完未固化前,美甲师使用磁块改变甲油中磁性颜料的排列方向,从而形成猫眼的效果。通常磁铁放什么角度,猫眼光泽就是什么角度。
4.然而,猫眼效果由于操作比较复杂,相关技术中只能通过美甲师按设计摆放磁铁制得,不能实现需求大批量生产的人造甲片行业。
5.因此,有必要提供一种新的人造甲片的制作方法及磁模装置解决上述问题。
6.
技术实现要素:
7.本发明需要解决的技术问题是提供一种生产效率高、标准化效果好的人造甲片的制作方法及磁模装置。
8.为解决上述技术问题,本发明提供了一种磁模装置,包括支架、支撑于所述支架上的磁性模具、支撑于所述支架并间隔设置于所述磁性模具上方的甲片夹具、安装于所述支架并与所述磁性模具连接以驱动所述磁性模具运动的磁模介入模组、以及与所述磁性模具配合并间隔设置于所述磁性模具上方的预固化模组;所述磁性模具包括具有收容空间的磁铁固定件、安装于所述收容空间内的磁铁以及磁场运动件;所述磁铁固定件支撑于所述支架,所述磁场运动件将所述磁铁支撑于所述收容空间内并用于驱动所述磁铁移动和/或转动,以产生变化的磁场;所述甲片夹具包括附着器件和夹具;所述附着器件支撑于所述支架并间隔设置于所述磁性模具上方,所述夹具支撑于所述附着器件上用以支撑待加工的人造甲片,所述附着器件将所述人造甲片吸附至紧贴于所述夹具;所述磁模介入模组包括运动模块和定位模块;所述运动模块安装于所述支架并与所述磁性模具连接,用以驱动所述磁性模具水平移动、升降及旋转;所述定位模块包括两个,两个所述定位模块分别安装于所述支架并位于所述磁性模具的两对两侧,用以对所述磁性模具定位;所述预固化模组为热定形模组、光固化定形模组、辐射固化定形模组中的任意一种,用于预固化所述人造甲片上形成的磁性图案。
9.优选的,所述磁场运动件包括安装于所述磁铁固定件的电机、安装于所述磁铁下
方的气动转子以及连接所述电机的输出轴与所述气动转子的皮带,所述电机通过所述皮带带动所述气动转子转动,以驱动所述磁铁移动,产生变化的磁场。
10.优选的,所述夹具为通过电脑雕刻制成的配件。
11.优选的,所述预固化模组为光固化定形模组,其包括操作台、由所述操作台延伸至所述甲片夹具上方的光固化器、分别安装于所述操作台控制器、与所述控制器连接的驱动电源器以及冷却器,所述光固化器与所述驱动电源器连接。
12.优选的,所述光固化器为led uv固化器或汞灯光固化器。
13.优选的,所述磁铁固定件固定所述磁铁并使所述磁铁呈具有弧度的形状。
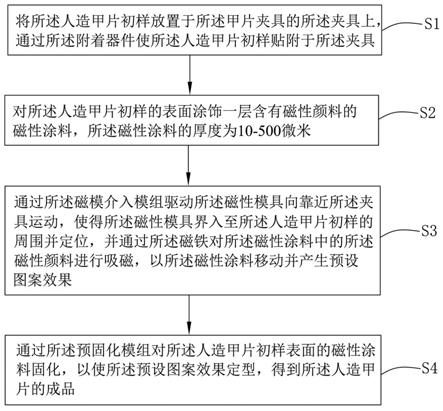
14.本发明不提供一种人造甲片的制作方法,提供本发明上述磁模装置以及待加工的人造甲片初样,该方法包括如下步骤:步骤s1、将所述人造甲片初样放置于所述甲片夹具的所述夹具上,通过所述附着器件使所述人造甲片初样贴附于所述夹具;步骤s2、对所述人造甲片初样的表面涂饰一层含有磁性颜料的磁性涂料,所述磁性涂料的厚度为10
‑
500微米;步骤s3、通过所述磁模介入模组驱动所述磁性模具向靠近所述夹具运动,使得所述磁性模具界入至所述人造甲片初样的周围并定位,并通过所述磁铁对所述磁性涂料中的所述磁性颜料进行吸磁,以所述磁性涂料移动并产生预设图案效果;其中,所述磁性模具向靠近所述夹具运动的界入速度为0.1
‑
5米/秒,所述吸磁的时间为0.01
‑
60秒;步骤s4、通过所述预固化模组对所述人造甲片初样表面的磁性涂料固化,以使所述预设图案效果定型,得到所述人造甲片的成品。
15.优选的,磁性涂料的厚度为50微米。
16.优选的,该方法还包括:通过所述磁铁对所述磁性涂料中的所述磁性颜料进行吸磁时,同时通过所述磁场运动件驱动所述磁铁按预设规则移动以实现预设要求的磁场变化,使所述磁性涂料产生所述预设图案效果。
17.优选的,所述界入速度为1米/秒,所述吸磁时间为1秒。
18.相较于现有技术,本发明的人造甲片的制作方法及磁模装置,通过甲片夹具支撑待加工的人造甲片初样,在人造甲片初样上涂饰含有磁性颜料的磁性涂料后,利用磁模介入模组驱动所述磁性模具移动、升降、旋转运动,从而使磁场逐步界入到人造甲片初样的周围,再配合利用磁性模具为磁铁提供运动模式,从而产生磁场的变化,通过磁铁的吸磁作用改变磁性颜料的排列方向,使得人造甲片初样上磁性涂料通过预设要求的磁场变化形成预设图案效果,再利用预固化模组对磁性涂料固化,从而使得预设图案效果定型,实现标准化生产具有预设图案效果的人造甲片,有效的提高了生产效率。
19.附图说明
20.图1为本发明磁模装置的结构示意图;图2为本发明磁模装置的夹具的结构示意图;图3为本发明人造甲片的制作方法的流程框图;图4为本发明人造甲片的制作方法制作的带猫眼效果的人造甲片示意图。
21.具体实施方式
22.下面将结合附图和实施方式对本发明作进一步说明。
23.请参图1
‑
2所示,本发明提供了一种用于制造人造甲片的磁模装置100,包括支架1、磁性模具2、甲片夹具3、磁模介入模组4以及预固化模组5。
24.所述磁性模具2支撑于所述支架1,其为根据需求按一定规律结构放置磁铁的模具,针对人造甲片的排布而布列磁铁。
25.具体的,所述磁性模具2包括具有收容空间的磁铁固定件21、安装于所述收容空间内的磁铁22以及磁场运动件23。
26.所述磁铁固定件21支撑于所述支架1,所述磁场运动件23将所述磁铁22支撑于所述收容空间内并用于驱动所述磁铁22移动和/或转动,从而产生变化的磁场。
27.人造甲片为了生产方面,一般是设计为左右两排甲片,中间以骨梁连接,甲片按大小排布,因此磁铁固定件21会针对人造甲片的排布而设计,能有效把磁铁22固定在其上,磁铁固定件21是起固定磁铁22的作用,更优的,磁铁固定件21固定磁铁时提供相关弧度造型,即,所述磁铁固定件21固定所述磁铁22并使所述磁铁22呈具有弧度的形状。
28.本实施方式中,所述磁铁22为钕铁硼、铁钴合金、铁镍合金、铁氧体、橡胶磁、稀土磁、电磁铁中的任意一种。磁铁22会有不同的形状、尺寸和充磁方向,主要按成形图案的需求设计而定,主要起提供磁场的作用,在磁场作用下会对人造甲片上的磁性涂层中磁性颜料排列方向作出改变。
29.磁铁固定件21是能把磁铁22固定的物质,其制作材料包括树脂、金属、木等。本实施方式中,优选不导磁的不锈钢、铝及其合金、铜、塑料中的任意一种,这几类材料相对磁性立体效果突出明显。
30.磁场运动器件23是一类带运动的机器结构件,将所述磁铁22支撑于所述收容空间内并用于驱动所述磁铁22移动以产生磁场变化。本实施方式中,所述磁场运动件23包括安装于所述磁铁固定件21的电机(图未示)、安装于所述磁铁22下方的气动转子(图未示)以及连接所述电机的输出轴与所述气动转子的皮带(图未示),所述电机通过所述皮带带动所述气动转子转动,以驱动所述磁铁22移动和/或转动,从而实现产生变化的磁场的目的。由于人造甲片上的甲油图案效果在设计时必须出现多变的磁场,或磁场方向不断切换,因此磁场运动器件23的作用是提供一个运动模式,从而产生磁场的变化。
31.所述甲片夹具3支撑于所述支架1并间隔设置于所述磁性模具2上方,其包括附着器件31和夹具32。
32.所述附着器件31支撑于所述支架1并间隔设置于所述磁性模具2上方,所述夹具32支撑于所述附着器件32上用以支撑待加工的人造甲片(图未示),所述附着器件31将所述人造甲片吸附至紧贴于所述夹具32。
33.甲片夹具3是对整排的待加工的人造甲片提供一个支撑的治具,人造甲片一般为左右两排,中间以骨梁连接,人造甲片按大小排布,由于考虑后工序的分切,一般这些人造甲片虽然受骨梁连接,但相对连接点比较小,所以整条人造甲片会容易变形,因为必须使用甲片夹具3。
34.夹具32通常是金属配件,通过电脑雕刻制成。
35.附着器件31是指能让人造甲片附着的器类,让人造甲片比较紧贴夹具32,从而为制图案效果(如猫眼效果)时更标准,更锐利。附着器件31可以由夹片、真空发生器、空气压机、抽气泵、管导、阀门等组成,因实现将人造甲片紧贴夹具的附着器件31较多,也是机械结构中很容易实现的,在此不具体描述,只要实现上述效果的机械结构均可行。
36.所述磁模介入模组4安装于所述支架1并与所述磁性模具2连接以驱动所述磁性模具2运动,其包括运动模块41和定位模块42。
37.所述运动模块41安装于所述支架1并与所述磁性模具2连接,用以驱动所述磁性模具2移动、升降及旋转,把磁性模具2界入到指定位置,根据结构情况,作出相关运动动作。这些动作的实现可以由uvw平台、升高器、气缸、导轨、滑块、电机、驱动器、机械手组成,其为现有机械结构容易实现的功能,在此不详细描述,只要能实现上述动作功能即可。
38.运动模块41实现使磁性模具2的磁铁22产生的磁场逐步界入或者从其它方位界入到人造甲片的周围。再配合利用磁性模具2为磁铁22提供运动模式,从而产生磁场的变化,通过磁铁22的吸磁作用改变人造甲片上的磁性颜料的排列方向,使得人造甲片上磁性颜料甲油通过预设的磁场变化形成预设的效果图案。
39.所述定位模块42包括两个,两个所述定位模块42分别安装于所述支架1并位于所述磁性模具2的两对两侧,用以对所述磁性模具2定位。所述定位模块42包括主要作用是让磁性模具2界入时准确停留在设定的位置,因为在复杂的磁场中,不同位置会有不同磁效果,同时人造甲片是紧密排列,偏位对图案效果(如猫眼效果)影响较大,为保证产品的一致性,这就必须有非常好的定位装置,这是定位模块42起的作用。定位模块可为物理定位模块、电眼定位模块,视觉系统定位模块中的任意一种。本实施方式中,优选定位模块可为物理定位模块,磁性模具2在运动模块42的作用下,以硬接触方式停在指定位置,从而实现对位。
40.所述预固化模组5与所述磁性模具2配合并间隔设置于所述磁性模具2上方。预固化模组5主要针对人造由片上已产生的设计效果(如猫眼效果)图案后,进行预固化,确保效果的锐利、标准、清晰。预固化的原理是人造甲片上的磁性颜料受磁场改变了排列方向后,当给予一定的固化条件,由于磁性颜料的涂料会失去流动性,从而磁性颜料的排列方向将不再因磁场的改变而改变,猫眼效果即被有效锁定。从而批量制作出预设效果的人造甲片,如图4所示。
41.所述预固化模组5为热定形模组、光固化定形模组、辐射固化定形模组中的任意一种,用于预固化所述人造甲片上形成的磁性图案。本实施方式中,优选所述预固化模组5为光固化定形模组,其包括操作台51、由所述操作台51延伸至所述甲片夹具3上方的光固化器52、分别安装于所述操作台51控制器53、与所述控制器53连接的驱动电源器54以及冷却器55,所述光固化器52与所述驱动电源器54连接。
42.本实施方式中,所述光固化器为led uv固化器或汞灯光固化器。操作台51可安装于支架1,也可与支架1间隔设置,动电源器54是对光固化器52提供能源的器件,冷却器55是对光固化器52提供散热保护的器件,控制器53是对固化器提供控制操作的器件。
43.若使用热定形模组,主要是热风定形器,优选该热风定形器能提供一定温度的热风,从而对涂饰有磁性涂层的人造甲片进行吹热风,加速猫眼图案的定形。
44.请结合图3所示,本发明还提供一种人造甲片的制作方法,提供本发明上述磁模装置100以及待加工的人造甲片初样,该方法包括如下步骤:步骤s1、将所述人造甲片初样放置于所述甲片夹具3的所述夹具32上,通过所述附着器件31使所述人造甲片初样贴附于所述夹具32,从而为制预设图案效果时更标准,更锐利。
45.步骤s2、对所述人造甲片初样的表面涂饰一层含有磁性颜料的磁性涂料,所述磁性涂料的厚度为10
‑
500微米。
46.需要说明的是,步骤s1、s2可交换顺序,对本方法在实质上是相同的。
47.本步骤中,涂饰的磁性涂料可以是满版涂,也可以是局部图案的涂饰,涂饰包括喷涂,喷绘,印刷,而印刷又包括丝网印刷,移印,凸印,这里尤其指喷涂与移印,效果更好。因为涂饰的磁性涂料厚度比较厚,达到50微米以上,有助于立体效果感明显。因此,本实施方式中,优选磁性涂料的厚度为50微米。
48.磁性涂料为现有技术中的磁性涂料,磁性涂料的一般由如下组份组:磁性颜料,树脂,稀释剂,助剂,着色剂。其中磁性颜料起导磁作用,树脂起包裹颜料,并附着在底材上的作用,树脂的类型包括水性树脂、uv树脂、溶剂型树脂、反应油性树脂,稀释剂主要是调整粘度,助剂是一些流平、消泡、稳定类助剂,提供涂料的涂饰效果,着色剂的加入,是为了丰富颜色,固化剂是起交联固化作用。
49.比如,甲油胶,属于磁性涂料的一种,其优选的一种uv树脂,其比较常用的配比是:磁性颜料:3%,led uv光固化树脂:80%,uv稀释剂:16%,助剂选用流平剂:1%,着色剂一般不使用。磁性颜料包括粒径为3
‑
200um的具有导磁功能的效应颜料,效应颜料为具有光学效果的片状颜料,包括有光学镀膜颜料、珠光颜料、铝颜料、玻璃片颜料、金属箔颜料、金属或其氧化物的颜料。导磁功能的效应颜料是效应颜料含有导磁物质,使效应颜料具有导磁的功能,其中导磁物质包括铁磁性物质,顺磁性物质,导磁物质通过真空镀膜、化学镀膜、化学包复、复合涂布、化金制片等工艺复合到效应颜料中。
50.步骤s3、通过所述磁模介入模组4驱动所述磁性模具2向靠近所述夹具32运动,使得所述磁性模具2界入至所述人造甲片初样的周围并定位,并通过所述磁铁对所述磁性涂料中的所述磁性颜料进行吸磁,以所述磁性涂料移动并产生预设图案效果。其中,所述磁性模具向靠近所述夹具运动的界入速度为0.1
‑
5米/秒,所述吸磁的时间为0.01
‑
60秒。
51.磁性模具2是按预设图案特制的模具,磁性模具2界入后,会对人造甲片初样上的磁性涂料中的磁性颜料产生磁吸作用,从而使磁性涂料产生动感效果,这个产生过程也称吸磁过程。其中,吸磁,指的是磁性涂料中的磁性颜料在磁场的作用下,沿磁场作出的排列方向改变的现象。
52.为了更准确更好的获得预设图案效果,本步骤中,通过所述磁铁22对所述磁性涂料中的所述磁性颜料进行吸磁时,同时通过所述磁场运动件23驱动所述磁铁22按预设规则移动以实现预设要求的磁场变化,使所述磁性涂料产生所述预设图案效果。
53.本实施方式中,以预设图案效果为猫眼效果为例,优选所述界入速度为1米/秒,所述吸磁时间为1秒。
54.步骤s4、通过所述预固化模组5对所述人造甲片初样表面的磁性涂料固化,以使所述预设图案效果定型,得到所述人造甲片的成品,如图4所示。
55.本实施方式中,优选用光固化定形模组,采用uv固化方式,即光固化器52为uv灯,照射的能量是1
‑
30w,实现预设图案效果定型。
56.更优的,该方法还包括步骤s5、人造甲片初样经步骤s4处理后被送至全固化装置中,实现全固化效果,得到所述人造甲片。全固化一般指能量高的固化器,包括红外固化,uv固化,电子束固化,自交联固化,其中本实施方式中特指uv固化,或热固化,uv固化一般采用两支汞灯,1100w~3000w/每支,热固化,指加热到60度以上的固化。
57.经下按本发明的人造甲片的制作方法提供如下实施例:实施例一优选led uv猫眼涂料方案,其磁性涂料配方如下:(例t19
‑
0039/500 led uv磁性涂料)采用的涂饰方式:移印,该工艺能让人造甲片制作出银白晶石猫眼的效果。
58.其工艺流程:先把人造甲片初样放置在夹具上,然后对人造甲片初样进行移印,把t19
‑
0039/500 led uv磁性涂料油墨,涂饰在人造甲片初样上,然后,磁性模具通过磁模界入系统界入到人造甲片初样周围,对每一个人造甲片初样进行吸磁,改变磁性涂料中的磁性颜料的排列方向制得猫眼效果,并在500w led uv预固化器下预固化,进行磁定型,最终人造甲片初样被送至5000 w led uv全固化器中全固化,得到具有银白晶石猫眼效果的人造甲片。
59.磁性模具使用广东铂铭瑞智能科技有限公司生产的jm002指甲专用磁性模具,和其生产的m1
‑
500预固化器、uv全固化器采用恒鑫丝网印刷设备有限公司生产hy
‑
100 uv固化器。
60.喷涂方式是喷枪喷涂,喷枪使用岩田w
‑
71喷枪。磁性模具装配在本发明的磁性装置中,此工艺生产效率是300
‑
500根/小时,制作完成后,再进行一次罩光油处理。
61.实施例二优选热固化猫眼涂料方案,其磁性涂料配方如下:(例t19
‑
0039/g40溶剂型磁性涂料)
采用的涂饰方式:喷涂,该工艺能让人造甲片制作出玉石黄般的晶石猫眼的效果。
62.其工艺流程:先对人造甲片初样进行的涂饰t19
‑
0039/g40溶剂型磁性涂料,涂饰采用喷涂方式,然后放置在甲片夹具上,磁性模具通过磁模界入系统,界入到人造甲片初样周围,对每一个人造甲片初样进行吸磁,改变磁性涂料中磁性颜料的排列方向制得猫眼效果,并在500w 热风预固化器下预固化,进行磁定型。最终甲片被送至10000 w 热能烘箱中实现全固化效果。
63.磁性模具使用广东铂铭瑞智能科技有限公司生产的jm004指甲专用磁性模具,和其生产的m2
‑
500预固化器、常州市优博yb
‑
100 10000 w 热能烘箱。
64.喷涂方式是喷枪喷涂,喷枪使用岩田w
‑
71喷枪。磁性模具装配在本发明的磁性装置中,此工艺生产效率是200
‑
500根/小时,制作完成后,再进行一次罩光油处理。
65.相较于现有技术,本发明的人造甲片的制作方法及磁模装置,通过甲片夹具支撑待加工的人造甲片初样,在人造甲片初样上涂饰含有磁性颜料的磁性涂料后,利用磁模介入模组驱动所述磁性模具移动、升降、旋转运动,从而使磁场逐步界入到人造甲片初样的周围,再配合利用磁性模具为磁铁提供运动模式,从而产生磁场的变化,通过磁铁的吸磁作用改变磁性颜料的排列方向,使得人造甲片初样上磁性涂料通过预设要求的磁场变化形成预设图案效果,再利用预固化模组对磁性涂料固化,从而使得预设图案效果定型,实现标准化生产具有预设图案效果的人造甲片,有效的提高了生产效率。
66.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1