一种内衣模杯的制作方法
1.本实用新型涉及内衣模杯技术领域,更具体地说是一种内衣模杯。
背景技术:
2.目前市面上的模杯,其杯体结构大都由里层布料、夹层海绵及外层布料依次顺序复合而成,其中里层布料当中有印点压花图案,有些具有保健按摩功能,针对于人体乳房穴位点。但是现有技术里层布料上没有直接印点压花图案的,全部是在模杯里层缝制一层印花布料,印花布料与夹层海绵复合后,印点压花图案位置或多或少会出现偏差而变形,穿着效果和视觉效果都不理想。然而直接将里层布料和夹层海绵复合之后再去印点压花,则由于夹层海绵弹性比较高,上模和下模一压合,夹层海绵受到挤压变形,印点压花上去之后,且不说印不到对应点上,完成之后也会随着夹层海绵的弹性复位,印点压花图案则随之变形。
技术实现要素:
3.本实用新型的目的在于克服现有技术以上缺陷,提供一种内衣模杯,将夹层海绵一分为二,先让薄的海绵与里层布料复合之后去印点压花,由于薄的海绵挤压变形能够变弱,继而克服印点压花图案变形的缺陷,最后再复合上厚的海绵与外层布料,保证模杯弹性的需求,从而完成模杯生产工艺,使其里层立体印点压花图形不变形,从而提升穿着效果和视觉效果。
4.为了达到以上目的,本实用新型是通过以下技术方案实现的:一种内衣模杯,包括一杯体,其特征在于,所述杯体由里层布料、里层海绵、外层海绵及外层布料依次顺序复合而成,其中所述里层海绵的厚度薄于所述外层海绵的厚度,所述里层布料的裸露表面上印点压花有若干个点状布局形成图案的负离子远红外涂点。
5.本实用新型将杯体的夹层海绵一分为二,先让薄的海绵与里层布料复合之后去印点压花,由于薄的海绵挤压变形能够变弱,继而克服印点压花图案变形的缺陷,最后再复合上厚的海绵与外层布料,保证模杯弹性的需求,从而完成模杯生产工艺,使其里层立体印点压花图形不变形,从而提升穿着效果和视觉效果。
6.本实用新型负离子远红外涂点由远红外粉体、托玛琳粉体和负离子粉体按一定比例勾兑的硅胶点。负离子远红外涂点能改善身体血液循环,中和汗液产生的酸性物质,抑菌除臭,消炎止痒等诸多效果。
7.作为优选,所述里层海绵的厚度范围在2mm到4mm,所述外层海绵的厚度范围在8mm到12mm。里层海绵的厚度选择比较关键,即不能太厚,弹性足,使模压时印点压花变形;又不能太薄,高温模压时熔完完全粘结到里层布料上,失去其与外层海绵复合的效应。另外外层海绵的厚度选择主要满足模杯的弹性需求。
8.作为优选,所述里层布料和里层海绵之间涂覆有黏胶层,所述里层海绵和外层海绵之间也涂覆有黏胶层,所述外层海绵和外层布料之间也涂覆有黏胶层,杯体为由里层布
料、黏胶层、里层海绵、黏胶层、外层海绵、黏胶层、及外层布料经高温模压技术而成的多层结构。采用高温模压技术,是目前市面上采用最多的工艺方法,成本低廉。
9.有益效果:本实用新型将杯体的夹层海绵一分为二,先让薄的海绵与里层布料复合之后去印点压花,由于薄的海绵挤压变形能够变弱,继而克服印点压花图案变形的缺陷,最后再复合上厚的海绵与外层布料,保证模杯弹性的需求,从而完成模杯生产工艺,使其里层立体印点压花图形不变形,从而提升穿着效果和视觉效果。
附图说明
10.图1为本实用新型的结构示意图;
11.图2为图1的仰视图;
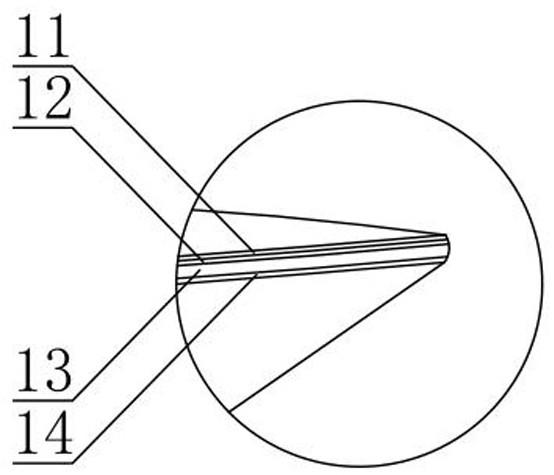
12.图3为图2中a部分的结构放大图。
13.图中:1
‑
杯体,2
‑
负离子远红外涂点,11
‑
里层布料,12
‑
里层海绵,13
‑
外层海绵,14
‑
外层布料。
具体实施方式
14.为了使本实用新型的技术手段、创作特征与达成目的易于明白理解,以下结合具体实施例进一步阐述本实用新型。
15.实施例1:如图1、图2和图3所示,一种内衣模杯,包括一杯体1,杯体1由里层布料11、里层海绵12、外层海绵13及外层布料14依次顺序复合而成,其中里层海绵12的厚度薄于外层海绵13的厚度,里层布料11的裸露表面上印点压花有若干个点状布局形成图案的负离子远红外涂点2。
16.里层布料11和里层海绵12之间涂覆有黏胶层,里层海绵12和外层海绵13之间也涂覆有黏胶层,外层海绵13和外层布料14之间也涂覆有黏胶层,杯体1为由里层布料11、黏胶层、里层海绵12、黏胶层、外层海绵13、黏胶层、及外层布料14经高温模压技术而成的多层结构。
17.里层海绵12的厚度范围在2mm,外层海绵13的厚度范围在8mm。
18.实施例2:里层海绵12的厚度范围在3mm,外层海绵13的厚度范围在10mm。
19.其余同实施例1。
20.实施例3:里层海绵12的厚度范围在4mm,外层海绵13的厚度范围在12mm。
21.其余同实施例1。
22.一种内衣模杯里层立体印点压花图形不变形压模工艺,包括以下步骤:
23.(1)裁片准备:裁剪出大小一致的里层布料、里层海绵、外层海绵及外层布料;在上述一次复合工作前,将上模和下模改造一下,上模和下模中布置有一对对称布置的模杯孔,即一副内衣模杯左右一起模压成型。
24.再增加两者之间的定位结构,在上模中增加一对对称布置的定位针,在下模中增加一对对称布置的定位孔,两定位针与定位孔一一对应配合。
25.(2)一次复合:采用高温模压技术,其中上模温度控制在165℃到175℃,下模温度控制在190℃到200℃,模压时间控制在175s到185s;先在里层布料和里层海绵之间涂覆黏胶层,将里层布料和里层海绵进行模压复合形成复合内层,再外层海绵和外层布料之间也
涂覆黏胶层,将外层海绵和外层布料进行模压复合形成复合外层。
26.(3)印点压花:将复合内层进行印点压花,在复合内层的里层布料裸露表面上印点压花有若干个点状布局形成图案的负离子远红外涂点。
27.(4)二次复合:采用高温模压技术,其中上模温度控制在165℃到175℃,下模温度控制在190℃到200℃,模压时间控制在175s到185s,将复合内层的里层海绵和复合外层的外层海绵之间涂覆黏胶层,然后进行贴合后进行模压复合形成成品模杯。
技术特征:
1.一种内衣模杯,包括一杯体,其特征在于,所述杯体由里层布料、里层海绵、外层海绵及外层布料依次顺序复合而成,其中所述里层海绵的厚度薄于所述外层海绵的厚度,所述里层布料的裸露表面上印点压花有若干个点状布局形成图案的负离子远红外涂点。2.根据权利要求1所述的内衣模杯,其特征在于,所述里层海绵的厚度范围在2mm到4mm,所述外层海绵的厚度范围在8mm到12mm。3.根据权利要求1或2所述的内衣模杯,其特征在于,所述里层布料和里层海绵之间涂覆有黏胶层,所述里层海绵和外层海绵之间也涂覆有黏胶层,所述外层海绵和外层布料之间也涂覆有黏胶层,杯体为由里层布料、黏胶层、里层海绵、黏胶层、外层海绵、黏胶层、及外层布料经高温模压技术而成的多层结构。
技术总结
本实用新型公开了一种内衣模杯,包括一杯体,所述杯体由里层布料、里层海绵、外层海绵及外层布料依次顺序复合而成,其中所述里层海绵的厚度薄于所述外层海绵的厚度,所述里层布料的裸露表面上印点压花有若干个点状布局形成图案的负离子远红外涂点。本实用新型将杯体的夹层海绵一分为二,先让薄的海绵与里层布料复合之后去印点压花,由于薄的海绵挤压变形能够变弱,继而克服印点压花图案变形的缺陷,最后再复合上厚的海绵与外层布料,保证模杯弹性的需求,从而完成模杯生产工艺,使其里层立体印点压花图形不变形,从而提升穿着效果和视觉效果。果。果。
技术研发人员:何巧英
受保护的技术使用者:浙江爱美莱纤体服饰有限公司
技术研发日:2021.01.13
技术公布日:2021/11/5
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1