一种用于教学实训钻孔控制电路
1.本实用新型属于教学载体技术领域,尤其涉及一种用于教学实训钻孔控制电路。
背景技术:
2.随着数控产品需求量的急剧增加,对数控钻削技术的要求也随之增长,国内深钻削主要靠麻花钻来深加工,钻孔时为了避免损坏钻头,必须频繁迸退刀,而间断次数过少和过多,都会对钻头造成损坏,且恶劣的工业环境对控制器的抗于扰性提出了更高的要求,故要求控制器能对深加工中的数据实时修改进而控制钻头的进退刀,这样才能确保深加工的稳定性、安全性,进而提高生产效率。
3.传统的打孔采用的是机械钻头控制钻孔的方式,如果采用手工生产,对多孔进行孔眼定位这个过程既浪费时间又浪费精力,而且产品的质量不高;现代数控机床技术发展的十分的迅速,上述问题可以在现代化数控机床上解决;但是一台数控机床的价格十分的昂贵,对于学校实训使用来说显得有些浪费。
技术实现要素:
4.针对现有技术存在的问题:本实用新型采用手摇脉冲发生器,实现手摇对刀,使打孔的定位更加可靠;使用步进电机带动钻头控制钻孔,使控制钻孔更加精确,电路结构简单,成本低,满足教学实训加工需求。
5.本实用新型采用的技术方案为:一种用于教学实训钻孔控制电路,包括plc控制器、步进电机驱动器、ac/dc开关电源、ka1继电器线圈、1
‑
金属传感器、2
‑
金属传感器、3
‑
金属传感器、手摇脉冲发生器、夹紧到位检测磁性开关、推出到位检测磁性开关、光电传感器、1
‑
压力传感器、2
‑
压力传感器、启动按钮、停止按钮、选择开关、ka1继电器触点、步进电机驱动器pul+输入端、步进电机驱动器dir+输入端、控制钻孔继电器线圈、ka2继电器触点、控制夹紧气缸伸出的电磁阀线圈、控制夹紧气缸释放的电磁阀线圈、控制推料气缸伸出的电磁阀线圈、1
‑
指示灯、2
‑
指示灯、3
‑
指示灯,plc控制器与步进电机驱动器电性连接,ac/dc开关电源进端通过空气开关qf1与外部220v交流供电电源连接,出端直流输出与空气开关qf2、ka1继电器线圈及急停按钮qs连接成回路;ka1继电器线圈的一对常开的触点一端与qf2空气开关的输出端连接,另一端接plc控制器的4l+,plc控制器的4m接ac/dc开关电源的0v;1
‑
金属传感器、2
‑
金属传感器、3
‑
金属传感器分别连接plc控制器的i0.2、i0.3和i0.4端子,1
‑
金属传感器进行电钻位置的负限位检测,2
‑
金属传感器进行电钻位置的正限位检测,3
‑
金属传感器进行电钻位置的零点检测;手摇脉冲发生器的a相和b相两路脉冲分别连接plc控制器的i0.0和i0.1端子,夹紧到位检测磁性开关和推出到位检测磁性开关分别连接plc控制器的i0.5和i0.6端子,光电传感器与plc控制器的i0.7端子,1
‑
压力传感器的out1和2
‑
压力传感器的out1分别连接plc控制器的i1.0和i1.1端子;1
‑
压力传感器用于初始气压的检测,检测初始气压是否满足设定要求,2
‑
压力传感器用于夹紧气压的检测,检测夹紧工件的气压是否满足设定要求;启动按钮、停止按钮、选择开关和ka1继电器触点分别连接plc控制
器的i1.2、i1.3、i1.4、i1.5端子;步进电机驱动器pul+输入端、步进电机驱动器dir+输入端分别与plc控制器的q0.0和q0.1端子连接,控制钻孔继电器线圈与plc控制器的q0.2端子连接,ka2继电器触点两对常开的触点一端与外部供电电源连接,另一端与电钻连接,由plc控制器控制控制钻孔继电器线圈得电与否;控制夹紧气缸伸出的电磁阀线圈、控制夹紧气缸释放的电磁阀线圈、控制推料气缸伸出的电磁阀线圈分别与plc控制器的q0.3、q0.4、q0.5端子连接,由plc控制器控制三个电磁阀线圈得电与否,1
‑
指示灯、2
‑
指示灯、3
‑
指示灯分别与plc控制器的q0.6、q0.7、q1.0端子连接,指示灯用于指示设备的运行状态,设备工作时1
‑
指示灯绿色常亮,回零点时2
‑
指示灯黄色常亮,控制钻孔继电器线圈时3
‑
指示灯红色常亮。
6.进一步的,ac/dc开关电源为220v交流转24v直流转换器。
7.进一步的,plc控制器型号为cpu 1215c
‑
6es7
‑
215
‑
1ag40
‑
0xb0。
8.进一步的,plc控制器还与触摸屏连接,通过触摸屏进行人机对话,对操作过程监控。
9.本实用新型的有益效果是:
10.1、使用手摇脉冲发生器,实现手摇对刀,可以使打孔的定位更加可靠。
11.2、使用步进电机带动钻头控制钻孔,使控制钻孔更加精确。
12.3、使用触摸屏进行人机对话,进行实时监控,使用方便直观。
附图说明
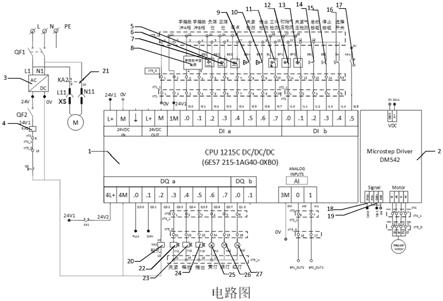
13.图1是本实用新型的用于教学实训钻孔控制电路图,1、plc控制器,2、步进电机驱动器,3、ac/dc开关电源,4、ka1继电器线圈,5、1
‑
金属传感器、6、2
‑
金属传感器、7、3
‑
金属传感器,8、手摇脉冲发生器,9、夹紧到位检测磁性开关,10、推出到位检测磁性开关,11、光电传感器,12、1
‑
压力传感器,13、2
‑
压力传感器,14、启动按钮,15、停止按钮,16、选择开关,17、ka1继电器触点,18、步进电机驱动器pul+输入端,19、步进电机驱动器dir+输入端,20、控制钻孔继电器线圈,21、ka2继电器触点,22、控制夹紧气缸伸出的电磁阀线圈,23、控制夹紧气缸释放的电磁阀线圈,24、控制推料气缸伸出的电磁阀线圈,25、1
‑
指示灯,26、2
‑
指示灯、27,3
‑
指示灯。
具体实施方式
14.下面结合附图,对本实用新型的实施例作进一步的详细说明:
15.如图1为本实用新型用于教学实训钻孔控制电路图,包括plc控制器1、步进电机驱动器2、ac/dc开关电源3、ka1继电器线圈4、1
‑
金属传感器5、2
‑
金属传感器6、3
‑
金属传感器7、手摇脉冲发生器8、夹紧到位检测磁性开关9、推出到位检测磁性开关10、光电传感器11、1
‑
压力传感器12、2
‑
压力传感器13、启动按钮14、停止按钮15、选择开关16、ka1继电器触点17、步进电机驱动器pul+输入端18、步进电机驱动器dir+输入端19、控制钻孔继电器线圈20、ka2继电器触点21、控制夹紧气缸伸出的电磁阀线圈22、控制夹紧气缸释放的电磁阀线圈23、控制推料气缸伸出的电磁阀线圈24、1
‑
指示灯25、2
‑
指示灯26、3
‑
指示灯27,plc控制器1与步进电机驱动器2电性连接,ac/dc开关电源3进端通过空气开关qf1与外部220v交流供电电源连接,出端直流输出与空气开关qf2、ka1继电器线圈4及急停按钮qs连接成回路;ka1继电器线圈4的一对常开的触点一端与qf2空气开关的输出端连接,另一端接plc控制器
1的4l+,plc控制器1的4m接ac/dc开关电源3的0v;1
‑
金属传感器、2
‑
金属传感器、3
‑
金属传感器分别连接plc控制器1的i0.2、i0.3和i0.4端子,手摇脉冲发生器8的a相和b相两路脉冲分别连接plc控制器1的i0.0和i0.1端子,夹紧到位检测磁性开关9和推出到位检测磁性开关10分别连接plc控制器1的i0.5和i0.6端子,光电传感器11与plc控制器1的i0.7端子,1
‑
压力传感器的out1和2
‑
压力传感器的out1分别连接plc控制器1的i1.0和i1.1端子,启动按钮14、停止按钮15、选择开关16和ka1继电器触点17分别连接plc控制器1的i1.2、i1.3、i1.4、i1.5端子;步进电机驱动器pul+输入端18、步进电机驱动器dir+输入端19一端与plc控制器1的q0.0和q0.1端子连接,另一端与步进电机驱动器2的pul+和dir+端子连接;控制钻孔继电器线圈20一端与ka1继电器线圈4连接,另一端与plc控制器1的q0.2端子连接,由plc控制器1控制控制钻孔继电器线圈20得电与否;ka2继电器触点21一端与外部供电电源连接,另一端与步进电机连接;控制夹紧气缸伸出的电磁阀线圈22、控制夹紧气缸释放的电磁阀线圈23、控制推料气缸伸出的电磁阀线圈24分别与plc控制器1的q0.3、q0.4、q0.5端子连接,1
‑
指示灯、2
‑
指示灯、3
‑
指示灯分别与plc控制器1的q0.6、q0.7、q1.0端子连接。
16.本实施例中,ac/dc开关电源为220v交流转24v直流转换器,型号为dr
‑
75w
‑
24v。
17.本实施例中,plc控制器型号为cpu 1215c
‑
6es7
‑
215
‑
1ag40
‑
0xb0。
18.本实施例中,步进电机驱动器型号为dm542。
19.本实用新型工作原理为:
20.触摸屏与plc控制器1之间通过太网通信,与其他外部设备之间是i/o通信,手摇脉冲发生器8将所有传感器(金属、压力、光电)、所有按钮、所有开关、所有触点信号发给plc控制器1,plc控制器1处理接收到的信号,控制电磁阀及指示灯,电磁阀再控制气缸;plc控制器1发送脉冲及方向信号给步进电机驱动器2,步进电机驱动器2控制步进电机转动,通过滚珠丝杠传动带动电钻到达要求的位置。
21.当按下急停按钮qs,电源回路的ka1继电器线圈4失电,plc控制器的输出回路电源断开;用手摇动手摇脉冲发生器8时,手摇脉冲发生器8发出a相和b相两路脉冲给plc控制器的输入i0.0和i0.1,plc控制器1接收到手摇脉冲发生器8的脉冲之后,用高速计数器对脉冲个数进行计数,再通过运动控制指令同步控制步进电机到达对刀位置,实现手动对刀。
22.三个金属传感器分别接在plc控制器1的i0.2、i0.3和i0.4上,分别用于步进电机的负限位、正限位及零点检测;两个磁性开关分别接在i0.5及i0.6,通过控制夹紧气缸伸出的电磁阀线圈22、控制推料气缸伸出的电磁阀线圈24检测夹紧气缸是否夹紧到位,推出气缸是否推出到位;光电传感器11接在plc控制器1的i0.7上,用于检测料仓内工件有无;两个压力传感器的out1分别接在plc控制器1的i1.0和i1.1上,用于检测初始气压和夹紧气压是否达到设置的气压标准;启动按钮14、停止按钮15及选择开关16,分别接于plc控制器1的i1.2、i1.3及i1.4上,当停止按钮15按下时,接在plc控制器1的i1.5上的ka1继电器触点17断开;两个压力传感器的模拟量输出out2分别传送给plc控制器1的ai0和ai1模拟量输入端子上;plc控制器1的q0.0及q0.1接在步进电机驱动器2的pul+及dir+上,来控制步进电机的位移及方向;plc控制器1的q0.2控制钻孔继电器线圈20,当q0.2输出有效,ka2继电器触点21闭合,则电钻所在的回路电源接通,电钻工作进行控制钻孔作业;控制夹紧气缸伸出的电磁阀线圈22、控制夹紧气缸释放的电磁阀线圈23、控制推料气缸伸出的电磁阀线圈24分别与plc控制器1的q0.3、q0.4、q0.5端子连接,由plc控制这些电磁阀线圈得电与否,从而控制
气缸伸出还是缩回,当控制夹紧气缸伸出的电磁阀线圈22得电,夹紧气缸伸出,当控制夹紧气缸释放的电磁阀线圈23得电,夹紧气缸缩回,当控制推料气缸伸出的电磁阀线圈24得电,推料气缸伸出;plc控制器1的q0.6、q0.7、q1.0分别用来控制黄绿红三个指示灯。
23.本实用新型有益效果是:使用手摇脉冲发生器,实现手摇对刀,可以使打孔的定位更加可靠。使用步进电机带动钻头控制钻孔,使控制钻孔更加精确。使用触摸屏进行人机对话,进行实时监控,使用方便直观。
24.以上述依据本实用新型的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项实用新型技术思想的范围内,进行多样的变更以及修改。本项实用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1