人工髋关节及其制造方法与流程
1.本发明涉及医疗器械领域,具体涉及人工髋关节。
背景技术:
2.人工髋关节通常包括固定于人体上肢的人工髋臼杯、安装于人工髋臼杯内的半球形塑料件,即衬垫、以及通过固件件固定于人体下肢的球头。现有的人工髋臼杯通常包括实心金属座体和从实心金属座体延伸出的实心金属穹顶。现有的衬垫有一些由超高分子量聚乙烯制成。
3.在《中华人民共和国医药行业标准》中有如下规定:对于外径为42mm或更大的髋臼杯部件,其中采用常规超高分子量聚乙烯制造的部件应具有下述最小厚度:1)5mm,适用于具有金属或其他后衬型部件;2)6mm适用于无后衬型部件。
4.发明人经研究发现,目前已有的衬垫会影响患者手术后的活动度。因此,需要开发一种更好的衬垫。
技术实现要素:
5.本发明的目的是提供一种生产成本更低,性能更好的人工髋臼杯。
6.为实现上述目的,本发明提供一种人工髋关节,所述人工髋关节包括髋臼杯和安装于所述髋臼杯的衬垫,所述衬垫具有环形座体和从所述环形座体延伸出的穹顶,其特征在于,所述穹顶由超高分子量聚乙烯制成,所述穹顶的内表面层经梯度交联,其中,所述内表面层从所述穹顶的内表面开始沿径向由外向内依次经超级交联、高度交联和低度交联,且所述穹顶的厚度范围为3mm~4mm。
7.在一个实施例中,所述梯度交联的总深度达到2~3.5毫米。
8.在一个实施例中,所述梯度交联中,超级交联的深度达到1.5毫米。
9.在一个实施例中,所述超高分子量聚乙烯含有抗氧化剂。
10.在一个实施例中,所述抗氧化剂选自下组的一种或多种:维他命e、四[亚甲基(3,5-二叔丁基羟基氢化肉桂酸酯)]甲烷、硫代二亚甲基双[3-[3,5-二叔丁基-4-羟苯基]丙酸酯、十八烷基3,5-二叔丁基-4-羟基氢化肉桂酸酯、n,n'-己烷-1,6-二基双(3-(3,5-二叔丁基-4-羟基苯基丙酰胺))、苯丙酸3,5-双(1,1-二甲基-乙基)-4-羟基-c7-c9支链烷基酯、1,3,5-三(3,5-二叔丁基-4-羟基苄基)-2,4,6-三甲基苯、2,4-双(十二烷基硫代甲基)-6-甲基苯酚、三乙二醇双(3-叔丁基-4-羟基-5-甲基苯基)丙酸酯、2,2'-亚甲基双(4-甲基-6-叔丁基苯酚)单丙烯酸酯、1,3,5-三(3,5-二叔丁基-4-羟基苄基)-1,3,5-三嗪-2,4,6(1h,3h,5h)-三酮、苯甲胺与2,4,4-三甲基戊烯的反应产物、2,4-双(辛硫基)-6-(4-羟基-3,5-二叔丁基苯胺基)-1,3,5-三嗪5,7-二叔丁基-3-(3,4-二甲基苯基)-3h-苯并呋喃-2-酮、三(2,4-二叔丁基苯基)亚磷酸酯,或季戊四醇四[3-(3,5-二叔丁基-4-羟基苯基)丙酸酯]。
[0011]
在一个实施例中,所述抗氧化剂的含量为0.05-0.20重量%。
[0012]
在一个实施例中,所述内表面层的最外表面层的0.25mm厚薄膜的平均断裂力大于
50.0牛顿。
[0013]
在一个实施例中,所述内表面层的最外表面层的平均等同交联度在100kgy以上。
[0014]
在一个实施例中,所述衬垫由超高分子量聚乙烯一体制成。
[0015]
本发明还涉及一种人工髋关节的制造方法,所述人工髋关节包括髋臼杯和安装于所述髋臼杯的衬垫,其特征在于,所述制造方法包括步骤:
[0016]
步骤一、提供原材料,所述原材料包含超高分子量聚乙烯;
[0017]
步骤二、对原材料进行加工而获得所述衬垫,其中所述衬垫具有环形座体和从所述环形座体延伸出的穹顶;
[0018]
对所述穹顶的内表面层进行交联处理。
[0019]
在一个实施例中,所述原材料还包含复合抗氧化剂。
[0020]
在一个实施例中,所述原材料为由超高分子量聚乙烯粉末和复合抗氧化剂制成的棒材或板材。
[0021]
在一个实施例中,所述交联处理包括步骤:
[0022]
(1)在高于光引发剂的熔点温度和低于超高分子量聚乙烯的熔点温度下,将光引发剂从所述衬垫的内表面向内部扩散进入内表面层;
[0023]
(2)用紫外光辐射有光引发剂扩散的表面层以使得该内表面层发生交联,从而形成内表面层梯度交联的超高分子量聚乙烯。
[0024]
在一个实施例中,所述超高分子量聚乙烯基材为非离子化交联的超高分子量聚乙烯。
[0025]
在一个实施例中,所述抗氧化剂选自下组的一种或多种:维他命e、四[亚甲基(3,5-二叔丁基羟基氢化肉桂酸酯)]甲烷、硫代二亚甲基双[3-[3,5-二叔丁基-4-羟苯基]丙酸酯、十八烷基3,5-二叔丁基-4-羟基氢化肉桂酸酯、n,n'-己烷-1,6-二基双(3-(3,5-二叔丁基-4-羟基苯基丙酰胺))、苯丙酸3,5-双(1,1-二甲基-乙基)-4-羟基-c7-c9支链烷基酯、1,3,5-三(3,5-二叔丁基-4-羟基苄基)-2,4,6-三甲基苯、2,4-双(十二烷基硫代甲基)-6-甲基苯酚、三乙二醇双(3-叔丁基-4-羟基-5-甲基苯基)丙酸酯、2,2'-亚甲基双(4-甲基-6-叔丁基苯酚)单丙烯酸酯、1,3,5-三(3,5-二叔丁基-4-羟基苄基)-1,3,5-三嗪-2,4,6(1h,3h,5h)-三酮、苯甲胺与2,4,4-三甲基戊烯的反应产物、2,4-双(辛硫基)-6-(4-羟基-3,5-二叔丁基苯胺基)-1,3,5-三嗪5,7-二叔丁基-3-(3,4-二甲基苯基)-3h-苯并呋喃-2-酮、三(2,4-二叔丁基苯基)亚磷酸酯,或季戊四醇四[3-(3,5-二叔丁基-4-羟基苯基)丙酸酯]。
[0026]
在一个实施例中,所述抗氧化剂的含量为0.05-0.20重量%。
[0027]
在一个实施例中,所述抗氧化剂的含量为0.05-0.1重量%。
[0028]
在一个实施例中,所述光引发剂选自下组的一种或多种:二苯甲酮、4-氯二苯甲酮、2-氯二苯甲酮、4,4’二氯二苯甲酮、2-甲基蒽醌、2-乙基蒽醌、2-氯蒽醌、对氯蒽醌、苄硫醚、苄基亚砜、苯基亚砜、4-乙酰基联苯、蒽酮、六氯苯。
[0029]
在一个实施例中,步骤(1)中,所述扩散的温度控制在50℃-134℃之间。
[0030]
在一个实施例中,步骤(2)中,所述紫外光辐射的强度≥90mw/cm2。
[0031]
本发明的内表面层经过超级交联、高度交联和低度交联形成,具有较高的韧性和耐磨性,能够延长人工髋关节的使用寿命。
附图说明
[0032]
图1是人工髋关节的组成结构示意图。
[0033]
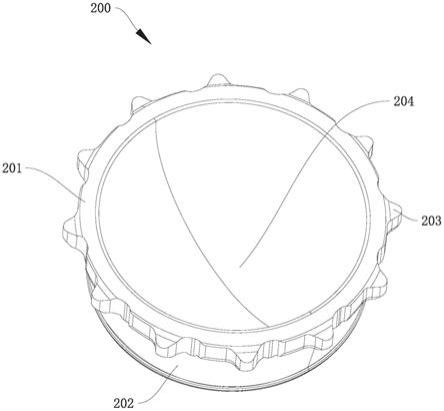
图2是本发明的一个实施例的髋臼杯的立体图。
[0034]
图3是图2的髋臼杯的局部切除的俯视图。
[0035]
图4是本发明的一个实施例的衬垫的立体图。
[0036]
图5是图4的衬垫从另一视角看的立体图。
[0037]
图6是本发明的一个实施例的衬垫剖视图。
[0038]
图7示出表面超级交联的超高分子量聚乙烯gur1020e 0.25毫米薄膜二维拉伸断裂力与交联深度的关系(实施例八)。
[0039]
图8示出表面超级交联的超高分子量聚乙烯gur1020e 0.25毫米薄膜等同交联度与交联深度的关系(实施例八)。
[0040]
图9示出表面超级交联的超高分子量聚乙烯gur1020e 0.25毫米薄膜二维拉伸韧性与交联深度的关系(实施例八)。
[0041]
图10示出现有技术cn102276864和us9132209的表面交联的超高分子量聚乙烯0.25毫米薄膜二维拉伸断裂力与交联深度的关系。
[0042]
图11示出现有技术cn102276864和us9132209的表面交联的超高分子量聚乙烯0.25毫米薄膜二维拉伸断裂韧性与交联深度的关系。
[0043]
图12示出本技术和另一现有技术的的二维拉伸韧性与等同交联度关系对比图(实施例八)。
[0044]
图13示出二维薄膜拉伸力学测试示意图。
[0045]
图14示出表面超级交联的超高分子量聚乙烯gur1020e(实施例八)薄膜与其它聚乙烯薄膜的断裂力与伸长的曲线对比,其中曲线下的面积为薄膜二维拉伸断裂韧性。图中,上部曲线(a)为本发明实施例八的数据;下部曲线(b)为非交联超高分子量聚乙烯gur1020;中部曲线(c)为100kgyγ射线高交联超高分子量聚乙烯gur1020e。
[0046]
图15示出采用γ射线整体交联方法,超高分子量聚乙烯gur1020e 0.25毫米薄膜的二维拉伸断裂力与γ射线剂量的关系。
[0047]
图16示出采用γ射线整体交联方法,超高分子量聚乙烯gur1020 0.25毫米薄膜的二维拉伸断裂力与γ射线剂量的关系。
[0048]
图17示出本发明的交联工艺中紫外光辐照强度随超高分子量聚乙烯表面深度的变化曲线。
[0049]
图18示出分别通过本技术的方法和现有技术制成的两种直径44毫米髋关节的磨损实验结果对比,其中,低磨损的曲线为本发明的表面超级交联的超高分子量聚乙烯gur1020e,高磨损的曲线为伽马射线高度交联(100kgy)的超高分子量聚乙烯gur1020e。
具体实施方式
[0050]
以下将结合附图对本发明的各实施例进行详细说明,以便更清楚理解本发明的目的、特点和优点。应理解的是,附图所示的实施例并不是对本发明范围的限制,而只是为了说明本发明技术方案的实质精神。
[0051]
在下文的描述中,出于说明各种公开的实施例的目的阐述了某些具体细节以提供
对各种公开实施例的透彻理解。但是,相关领域技术人员将认识到可在无这些具体细节中的一个或多个细节的情况来实践实施例。在其它情形下,与本技术相关联的熟知的装置、结构和技术可能并未详细地示出或描述从而避免不必要地混淆实施例的描述。
[0052]
除非语境有其它需要,在整个说明书和权利要求中,词语“包括”和其变型,诸如“包含”和“具有”应被理解为开放的、包含的含义,即应解释为“包括,但不限于”。
[0053]
在整个说明书中对“一个实施例”或“一实施例”的提及表示结合实施例所描述的特定特点、结构或特征包括于至少一个实施例中。因此,在整个说明书的各个位置“在一个实施例中”或“在一实施例”中的出现无需全都指相同实施例。另外,特定特点、结构或特征可在一个或多个实施例中以任何方式组合。
[0054]
如该说明书和所附权利要求中所用的单数形式“一”和“所述”包括复数指代物,除非文中清楚地另外规定。应当指出的是术语“或”通常以其包括“和/或”的含义使用,除非文中清楚地另外规定。
[0055]
在以下描述中,为了清楚展示本发明的结构及工作方式,将借助诸多方向性词语进行描述,但是应当将“前”、“后”、“左”、“右”、“外”、“内”、“向外”、“向内”、“上”、“下”等词语理解为方便用语,而不应当理解为限定性词语。
[0056]
图1示出根据本发明的一实施例的人工髋关节。如图1所示,该人工髋关节1包括髋臼杯100、安装于髋臼杯的衬垫20、股骨头假体300和股骨柄假体40。股骨头假体300为类似股骨头的球形体。股骨头假体300可旋转安装入衬垫200的穹顶202的内部,且连接于股骨柄假体400。股骨柄假体400用于嵌入患者的股骨处的指定位置。股骨柄假体400安装入患者股骨后,股骨头假体300安装入衬垫200的穹顶202内。髋臼杯和衬垫200可绕股骨头假体旋转活动。
[0057]
髋臼杯100用于植入骨盆腔的髋臼内,通常是用钛合金或钴铬钼合金制造。如图2和图3所示,髋臼杯100具有环形基座101和从环形基座101一体延伸出的杯体102。环形基座101的内径和外径可以根据不同的髋臼杯规格来设定,以匹配不同人体的骨盆腔的髋臼。环形基座101的内侧边缘设有朝向杯体102内侧开口的沿纬向相互间隔开的多个开口槽1011。开口槽1011的形状与对应的人工髋关节1的衬垫的外周边缘的凸起形状相匹配,用于安装衬垫2。本实施例,开口槽1011的径向横截面为三角形。在环形基座101的外侧边缘还设有沿环形座体101径向向外从该外侧边缘一体延伸出的凸片12,供安装时夹持。
[0058]
杯体102从环形基座101的上端面一体延伸出并呈半球状。杯体102的顶部设有穿孔1031,通过适当的工具可将杯体102通过穿孔1031安装于人体上。杯体102具有内层1021和覆盖于内层1021外侧的外层1022。内层1021的厚度小于外层1022厚度。杯体102的内层1021包含实心层1023和多孔结构层1024。实心层1023具有从环形基座101的上端面一体延伸出的实心筒状部1025和从实心筒状部1025沿经度方向延伸的多根实心梁1026。多根实心梁1026沿纬向相互间隔开。相邻两根实心梁1026之间布置有多孔结构1027。杯体102的内层1021的多孔层部分,即多孔结构1027相对于实心梁1026凹进。由此,可节约材料。在实心梁1026处设有一个或多个安装孔1028,用于将该髋臼杯100固定至人体中。杯体102的顶部还设置有装配孔1029,用于在将该髋臼杯100组装至人体时,与相应的器械工具配合。在形成安装孔1028和装配孔1029的位置处的实心部分可以做得相比于其他位置的实心部分更厚,以使得设有安装孔1028和装配孔1029的部分具有足够的强度。可以理解的是,上述的实心
梁也可以直接从环形基座101的轴向上端面延伸至杯体102的顶部,即可以不设置实心筒状部1025。由此,可进一步减少材料的使用量。
[0059]
杯体102的外层1022一体地覆盖内层1021。外层1022的至少一部分为多孔结构层。本实施例中,除了安装孔和装配孔之外,外层1022的其余部分均为多孔结构层。此种情况,可以视作整个外层为多孔结构层。内层的厚度小于外层的厚度。内层的厚度t1可以为外层的厚度t2的1/50~1/2。较佳地,内层的厚度为外层厚度的1/20~1/5。本技术中,由于实心层的厚度小于多孔结构层的厚度,实心金属部分的厚度很薄,可薄至0.05mm,因此,髋臼在受力时,受到实心金属部分的阻挡较小,大部分力可传递至人体骨头,即更薄的实心金属部分可以减少对髋臼骨的应力屏蔽,由此刺激人体骨头生长,进而能够使得人工髋臼更好地嵌合于人体。
[0060]
衬垫200具有环形座体201和从环形座体201延伸出的穹顶202。衬垫200由超高分子量聚乙烯一体制成。穹顶202的内表面层206经梯度交联。如图6所示,内表面层206从穹顶202的内表面204开始沿径向由外向内依次经超级交联、高度交联和低度交联,由此可大幅提高穹顶202的强度和耐磨性。经过上述处理的穹顶202的厚度范围可以小至3mm~4mm。在实际应用中,穹顶202的厚度可选择3.1mm、3.2mm、3.3mm、3.4mm、3.5mm、3.6mm、3.7mm、3.8mm或3.9mm等尺寸。上述厚度比《中华人民共和国医药行业标准》所给出的由超高分子量聚乙烯所制成的衬垫的最小厚度规定要小,有利于制作更先进的人工髋关节1。上述的穹顶202的厚度可以允许头杯比达到36/46,即将头杯比例从36/50(0.72)提高到36/46(0.78),对患者而言,术后的活动度可以提高10度以上。而且内表面层经过超级交联、高度交联和低度交联,具有较高的韧性和较好的耐磨性,衬垫200的穹顶采用此种内表面层,延长人工髋关节1的使用寿命。
[0061]
更具体地,如图4和图5所示,衬垫200的环形座体21配合安装髋臼杯100的环形基座101内并和髋臼杯100固定连接,具体地,环状座体21外周设有多个沿周向间隔排列的凸出部203,多个凸出部203的形状匹配环形基座101的内侧边缘的开口槽1011,多个凸出部203与髋臼杯100的开口槽1011一一对准并可卡入开口槽1011内,从而使得衬垫2和髋臼杯100装配在一起。
[0062]
衬垫200的穹顶202半球形,穹顶202可容置于髋臼杯100的杯体102内。穹顶202内部也为光滑的半球形,穹顶202内部用于安装股骨头假体。
[0063]
衬垫200和髋臼杯100都设置成半球形状,就是为了仿制人体的髋关节部位,如此能够与人体髋关节进行更好的匹配。髋臼杯100与衬垫200可以以多种尺寸设置以允许医生根据患者的解剖选择适当的尺寸。
[0064]
穹顶202的内表面层206的基材由超高分子量聚乙烯经梯度交联形成。参考图6,穹顶202沿径向具有内表面204和外表面205。内表面204位于穹顶202内部的表面,用于承接股骨头假体300。而外表面205位于穹顶202的外部,用于配合髋臼杯100的杯体102。穹顶202的内表面层206位于穹顶202的内表面202,内表面层206沿径向分别依次经过超级交联、高度交联和低度交联,并形成超级交联层2061、高度交联层2062和低度交联层2063。应理解,图6只是示意超级交联、高度交联和低度交联的位置关系,在实际应用中,超级交联层2061、高度交联层2062和低度交联层2063之间可能会出现混合交叉过渡,并没有明显的界限。实际应用中,股骨头假体300安装于穹顶202且接触穹顶202的内表面层206,人体活动时,股骨头
羟基苯基)丙酸酯],参见表1。所述抗氧化剂的含量为0.05-0.20重量%;例如优选0.1重量%。本发明所用基材可优选用含有0.1重量%维他命e的未交联的超高分子量聚乙烯,可称为未交联的超高分子量聚乙烯(0.1重量%维他命e)或未交联的超高分子量聚乙烯(0.1wt%vie)。例如含有0.1重量%维他命e的未交联的超高分子量聚乙烯gur1020可简称超高分子量聚乙烯gur1020e,也可直接简称为gur1020e。
[0081]
表1-续
[0082]
[0083]
表1-续
[0084][0085]
表1-续
[0086][0087]
本发明的基材可经过表面扩散工艺和表面交联工艺处理。优选地,在表面交联工艺之后还可以经过表面清洗工艺和表面消毒工艺。
[0088]
本发明的基材在表面扩散工艺之前还可以经过基材的初步加工和进一步加工,将基材先加工成部件,例如,医用植入体。本发明中所述医用植入物是指可植入动物体(例如人体)的部件。在另一优选例中,所述医用植入物用作人工关节(例如髋关节、肩关节、膝关节等)中的耐磨衬垫。
[0089]
下面将描述本技术的表面梯度交联方法的各个步骤的介绍。
[0090]
初步加工(成型)
[0091]
本发明的基材可经模压或挤压等成型方式初步加工成各种形式(例如,长方形板材或棒材等)的超高分子量聚乙烯材料。该步骤可选用的制造商包括:英国骨科合成有限公司(orthoplastic,ltd),美国医疗科技有限公司(meditech inc),美国恢复医用聚合物有限公司(restoration medical polymer,inc)。
[0092]
进一步加工
[0093]
经初步加工得到的超高分子量聚乙烯材料(例如,长方形板材或棒材)可通过机械加工的方式进一步加工成各种形式的超高分子量聚乙烯部件,例如小块平板或人工关节等。得到的部件可以进行下面所述的一系列工艺。在进行如下工艺之前,可用丙酮等溶剂清洗部件的表面,以除去表面的杂质。
[0094]
表面扩散工艺
[0095]
将光引发剂扩散渗入加工得到的超高分子量聚乙烯部件(例如,小块平板或人工关节)的磨损表面。本发明可选用的光引发剂可以是选自下组的一种或多种:二苯甲酮、4-氯二苯甲酮、2-氯二苯甲酮、4,4’二氯二苯甲酮、2-甲基蒽醌、2-乙基蒽醌、2-氯蒽醌、对氯蒽醌、苄硫醚、苄基亚砜、苯基亚砜、4-乙酰基联苯、蒽酮、六氯苯。优选二苯甲酮。
[0096]
以采用二苯甲酮作为光引发剂为例,二苯甲酮的表面扩散工艺可包括如下步骤:把超高分子量聚乙烯部件(例如,超高分子量聚乙烯gur1020e小块平板或人工关节)放在一铝板上。将铝板放入扩散用不锈钢容器内。该容器内装有固体二苯甲酮粉末。该容器侧面有通气的管道;管道连接机械泵用于给容器抽真空,抽真空后再通氮气,循环三次。保持容器内密封且氮气压力为约一个大气压。将整个不锈钢容器放入一低温烘箱中,光引发剂二苯甲酮与超高分子量聚乙烯部件同时被加热至一定温度并在该温度下在超高分子量聚乙烯表面进行扩散一段时间。超高分子量聚乙烯表面经过光引发剂扩散完成后,将超高分子量聚乙烯部件冷却到室温。
[0097]
扩散的温度控制在50℃-134℃之间。最低扩散温度应超过二苯甲酮的熔点约49℃,保持二苯甲酮处于液体状态。液态的二苯甲酮有比较高的饱和蒸气压力。提高扩散温度有利于二苯甲酮气体快速向超高分子量聚乙烯深度扩散,节省工艺时间。最高扩散温度应低于超高分子量聚乙烯的熔点约134℃。高于134℃会使超高分子量聚乙烯变形。优选的扩散温度在50℃-130℃之间,更优选在80℃-130℃之间,最优选在90-130℃之间。扩散的时间控制在少于24小时、更优选少于12小时、最优选少于8小时。对大尺寸部件、大规模生产,扩散温度和时间应相应调整。
[0098]
表面交联工艺
[0099]
扩散完成待冷却到室温后,将放置有超高分子量聚乙烯部件(例如,超高分子量聚乙烯gur1020e小块平板或人工关节)的铝板放入交联用不锈钢容器内。交联用不锈钢容器和扩散用不锈钢容器相同。在容器侧面有通气的管道;管道连接机械泵用于给容器抽真空,抽真空后再通氮气,循环三次,保持容器密封且氮气压力为约一个大气压。容器顶部具有透明玻璃顶盖;在透明玻璃顶盖上面,安装一紫外光灯。在紫外光辐照下进行交联。
[0100]
该紫外灯可以是市场上销售的任何一种品牌。紫外光辐照的平均波长为320-390纳米;较佳地为365纳米。选择通过调节的紫外光灯的功率和辐照距离,控制紫外光的辐照强度。超高分子量聚乙烯表面紫外光的辐照强度应控制在≥90mw/cm2,优选≥100mw/cm2,更
优选≥150mw/cm2,最优选≥170mw/cm2。紫外光的辐照时间应控制在≥20分钟,优选≥40分钟,最优选≥60分钟。
[0101]
将经过扩散和交联的超高分子量聚乙烯(例如超高分子量聚乙烯gur1020e)材料或部件机械加工成多种圆形薄片。圆形薄片的直径为25.4毫米;圆形薄片的厚度分别为0.5毫米、1.0毫米、1.5毫米、2毫米、2.5毫米和3毫米。将薄片叠加,在薄片下放置紫外光强度测试仪,测试紫外光强度随薄片厚度变化而变化的曲线。以超高分子量聚乙烯gur1020e为例,结果如图17所示:紫外光强度随着薄片厚度的增加而衰减。因此提供足够高的紫外光强度是增加表层交联深度的必要条件之一。
[0102]
当紫外光辐照时,经光引发剂二苯甲酮扩散的超高分子量聚乙烯表面的颜色逐渐由深黄色变浅白色。当紫外光辐照时,未经光引发剂二苯甲酮扩散的超高分子量聚乙烯表面没有颜色的变化。以此证明了光引发剂二苯甲酮在紫外光的作用下参与了超高分子量聚乙烯的表面交联。且随着交联的进行,颜色趋于稳定,说明二苯甲酮逐渐被消耗殆尽。当表面未经光引发剂扩散时,紫外光辐照该超高分子量聚乙烯,其表面始终没有颜色变化,说明此时没有交联反应发生。
[0103]
表面清洗工艺
[0104]
超高分子量聚乙烯部件表面完成扩散和交联后,对部件表面进行清洗。清洗方法把包括:将超高分子量聚乙烯部件放入有机溶剂中浸泡,去除未反应完全的光引发剂二苯甲酮和可溶性副产物苯偶酚。可选用的有机溶剂可选自下组:丙酮、乙醇、甲醇、异丙醇、乙醚等。有机溶剂优选丙酮。超高分子量聚乙烯部件表面经清洗后,将该部件放入鼓风烘箱干燥(例如,70℃干燥1小时)。
[0105]
表面消毒工艺
[0106]
超高分子量聚乙烯部件表面经清洗后,可对部件表面进行消毒。消毒方法包括用γ射线消毒、eto消毒或气体等离子消毒中的任何一种。
[0107]
经过上述工艺后,对得到的表面梯度交联的超高分子量聚乙烯部件进行如下测试:
[0108]
二维拉伸力学性能测试(轻击打)
[0109]
本发明的二维拉伸力学性能测试总体上按astm f2977-13的方法(文献7)进行,同时做了两方面调整:一是测试样品的厚度从0.508+0.005/-0.008毫米变为0.250+0.005/-0.008毫米;二是磨具内孔直径从3.8毫米变为3.4毫米。降低测试样品厚度是为了精密测量梯度交联,磨具内孔直径变小是避免样品厚度变薄造成的滑动测试误差(文献8)。对于本发明的表面梯度交联的超高分子量聚乙烯样品,在体材中取出直径为6.350+0.000/-0.127毫米的圆柱状样品。从磨损表面起,依次从外向内按0.25毫米逐层获取薄膜(文献9),遵照调整后的astm f2977-13方法进行二维拉伸力学测试,获得薄膜二维拉伸断裂力随薄膜伸长长度的变化曲线(薄膜拉伸方法示意图参见图13)。具体地,测试中,将二维薄膜夹在一小孔内,半球面金属针上顶薄膜,直至薄膜断裂,记录薄膜断裂受力与伸长的曲线。最终断裂力为薄膜二维拉伸断裂力;曲线下的面积为薄膜二维拉伸断裂韧性。曲线终点为最高断裂力,曲线下的面积为断裂韧性。每个实验点选用六个薄膜进行单独测定,然后计算平均值和标准误差。
[0110]
等同交联度校正
[0111]
将超高分子量聚乙烯gur1020和超高分子量聚乙烯gur1020e加工成直径6.350+0.000/-0.127毫米,厚度0.250+0.005/-0.008毫米的薄膜,装入隔绝空气的米拉(mylar)铝箔袋,机械泵抽真空,再通氮气,循环三次,保持真空密封状态,进行γ射线交联,然后进行80℃退火处理。所得样品进行二维拉伸力学性能测试。以γ射线辐射量和二维拉伸力学性能测试的最终断裂力作图,获得超高分子量聚乙烯gur1020e的辐射交联校正直线(图15)。该校正直线可用于表面交联的超高分子量聚乙烯gur1020e的等同交联度校正。结果不含维他命e的超高分子量聚乙烯gur1020,等同交联度只在0-100kgy范围内存在直线关系,超过100kgy后二维薄膜拉伸断裂力基本保持不变,平均值在50-53牛顿之间波动(图16)。所以等同交联度校正不适合于超高分子量聚乙烯gur1020。
[0112]
等同交联度理论上也可以根据astmd2765,通过测量交联密度(crosslink density)获得。交联度越高,交联密度越大。交联密度的测试是一种间接的测试方法,把交联的超高分子量聚乙烯溶解在130℃的二甲苯中,测定溶解前后的重量变化,通过计算得到溶胀比(swell ratio)。再把溶胀比换算成交联密度。对低度到高度交联的超高分子量聚乙烯,吸收二甲苯的量较高,交联密度的测试比较精确。但对超级交联的超高分子量聚乙烯,吸收二甲苯的量极低,受天平精度的限制,测量误差很大。所以本发明未用。
[0113]
等同交联度理论上也可以根据astmd2381,用红外光谱测量反亚乙烯指数(trans-vinylene index,简称tvi)而获得。交联度越高,tvi越大。tvi也是一种间接的测试方法,它测量超高分子量聚乙烯的红外光谱中965cm-1
吸收峰和965cm-1
和1900cm-1
吸收峰面积之比。本发明测试了tvi,但误差较大。
[0114]
表面梯度交联度曲线
[0115]
本发明测试交联度的依据是图15所示的校正直线公式,二维拉伸断裂力与γ射线的剂量成正比。通过薄膜的断裂力,获得是等同于γ射线等剂量的交联度,称为等同交联度。对本发明的表面超级交联的超高分子量聚乙烯样品或文献中表面交联的超高分子量聚乙烯样品,从轴承磨损表面在梯度层依次取0.25毫米的薄膜,测试二维拉伸断裂力深度曲线(图1和图10),从而获得表面交联度深度曲线(图8),获得表面韧性深度曲线(图9和图11)。
[0116]
磨损实验
[0117]
磨损实验在德国髋关节c6/2-07型号磨损实验机上,采用iso4242-1标准进行。施加的力为模拟人体行走的鲍威尔(paul)曲线,中位角度30o(对应临床45o),屈曲/伸展+25o/-18o,内收/外展-4o/+7o,循环周期1.0赫兹,最大力3000牛顿,温度37.0
±
2.0℃。实验选用四个样品为测试组,四个样品为对照组。每组三个样品用于磨损测试,一个样品用于失水吸水校正。
[0118]
测试组样品是本发明的表面超级交联的超高分子量聚乙烯,44.2毫米直径的凹形半球髋关节和表面粗糙化的44.0毫米直径的凸性形钴铬合金半球髋关节对磨。
[0119]
对照组样品是宽岳生物科技有限公司制造的且已经在美国销售的γ射线高度交联(100kgy)的超高分子量聚乙烯,44.2毫米直径的凹形半球髋关节和表面粗糙化的44.0毫米直径的凸性形钴铬合金半球髋关节对磨。
[0120]
磨损介质是去离子水632.4ml/l,367.6ml/l的牛血清水溶液,edta2.73g/l,庆大霉素10ml/l,两性霉素10ml/l。钴铬合金半球表面粗糙化处理过程为:将抛光的钴铬合金半
球放入翻滚式球磨机内,转速为40转/分钟,球磨时间为30分钟。球磨介质为500毫升,90毫升粒度为500的氧化铝粉末,200毫升粒度为sp2的塑料。
[0121]
实验组一:表面超级交联的超高分子量聚乙烯gur1020e的制备
[0122]
选用模压成型的未交联的超高分子量聚乙烯gur1020e(即含有0.1重量%维他命e的未交联的超高分子量聚乙烯gur1020),英国骨科合成有限公司生产。
[0123]
将模压成型长方形棒材加工成超高分子量聚乙烯部件:65毫米
×
45毫米
×
8毫米的平板、直径65毫米
×
8毫米的平板或者直径为44.20毫米和厚度为4.5毫米的半球杯。
[0124]
将超高分子量聚乙烯部件放置于铝板之上,然后将该铝板放入不锈钢容器内。容器底部放置有二苯甲酮粉末(西格玛奥德里奇公司的二苯甲酮,商品名为reagent99%)。容器顶部为透明玻璃顶盖。抽真空,通氮气,循环三次,保持容器内氮气压力在约一个大气压且保持容器密封状态。然后将该不锈钢容器加热到指定温度并保温一段时间后,冷却至室温,取出超高分子量聚乙烯部件,完成扩散工艺。把扩散有苯乙酮的超高分子量聚乙烯表面置于紫外光灯下辐照进行交联,平均波长约为365纳米,表面辐照强度为175mw/cm2,辐照时间为60分钟。在表面下约0.7毫米的深度,紫外光的辐照强度保持在约50mw/cm2(见图17)。这与cn102276864和us9828474中材料表面的紫外光辐照强度相同。
[0125]
表2根据二苯甲酮不同的扩散温度和时间列出了各个实施例。
[0126]
表2:实施例列表
[0127][0128]
测量扩散前后平板或半球杯的重量变化,除以暴露面积,得到二苯甲酮扩散进入超高分子量聚乙烯gur1020e表层单位面积的重量(表3)。
[0129]
表3:二苯甲酮扩散进入超高分子量聚乙烯gur1020e表层单位面积的重量(单位:mg/cm2)
[0130][0131]
由表3可见,在80℃、4小时条件下二苯甲酮单位面积扩散量为1.112mg/cm2。若温度升高到120℃,二苯甲酮单位面积扩散量上升至7.568mg/cm2。若扩散时间减少至2小时,则二苯甲酮单位面积扩散量下降至5.095mg/cm2。可见温度升高、时间延长,均有利于增加二苯甲酮的扩散。
[0132]
表面交联后的部件样品放入丙酮中浸泡,去除未反应完全的二苯甲酮和可溶性副产物苯偶酚。将清洗后的部件样品经机械加工制成0.25毫米的薄膜。按调整后的astm f f2977-13方法进行二维拉伸力学性能测试,最终断裂力如表4所示。经过图15所示直线的校正,等同交联度如表5所示。
[0133]
表4:表面交联的超高分子量聚乙烯gur1020e表面0.25毫米厚薄膜二维拉伸断裂力,单位:牛顿
[0134] 80℃90℃100℃110℃120℃125℃1小时 54.04
±
4.3259.96
±
2.51
ꢀꢀꢀ
1.5小时 52.34
±
1.96
ꢀꢀꢀꢀ
2小时
ꢀꢀ
57.2
±
1.762.50
±
2.5067.19
±
10.86 2.3小时
ꢀꢀꢀꢀ
65.20
±
3.5069.35
±
4.204小时45.25
±
2.38
ꢀꢀꢀꢀꢀ
[0135]
表5:表面交联的超高分子量聚乙烯gur1020e表面0.25毫米厚薄膜等同交联度,单位:kgy
[0136] 80℃90℃100℃110℃120℃125℃1小时 185
±
39239
±
23
ꢀꢀꢀ
1.5小时 170
±
18
ꢀꢀꢀꢀ
2小时
ꢀꢀ
214
±
15266
±
23304
±
98 2.3小时
ꢀꢀꢀꢀ
286
±
32323
±
384小时106
±
21
ꢀꢀꢀꢀꢀ
[0137]
由表4和表5可以看出:
[0138]
实施例一中,表面交联的超高分子量聚乙烯gur1020e表面0.25毫米厚薄膜的二维拉伸最终断裂力为45.25
±
2.38牛顿,等同交联度是106
±
21kgy,与表6中商业用100kgyγ射线整体高度交联的超高分子量聚乙烯gur020e 0.25毫米厚薄膜的最终断裂力(46.79
±
1.5牛顿)和交联度(100kgy)无显著差别,因而属于表面高度交联。
[0139]
实施例二到实施例十二中,表面交联的超高分子量聚乙烯gur1020e表面0.25毫米厚薄膜的二维拉伸最终断裂力介于52.34
±
1.96牛顿和69.35
±
4.20牛顿之间,等同交联度介于170
±
18kgy到323
±
38kgy之间,远超过商业用100kgyγ射线整体高度交联的超高分子量聚乙烯gur020e 0.25毫米厚薄膜的二维拉伸最终断裂力46.79
±
1.5(表6),因而属于表面超级交联。
[0140]
表6:商业用整体高度交联的超高分子量聚乙烯0.25毫米厚薄膜二维拉伸最终断裂力和断裂韧性
[0141][0142]
比较本发明的表面超级交联的超高分子量聚乙烯gur1020e 0.25毫米厚薄膜(例如实施例八)、未交联的超高分子量聚乙烯gur1020 0.25毫米厚薄膜和100kgy伽马射线整体交联的超高分子量聚乙烯gur1020e 0.25毫米厚薄膜的二维拉伸断裂力发现,与未交联的超高分子量聚乙烯gur1020薄膜和100kgy伽马射线整体交联的超高分子量聚乙烯gur1020e薄膜相比,实施例八的表面超级交联的超高分子量聚乙烯gur1020e薄膜具有更高的断裂力。结果见图14。
[0143]
本发明的超高分子量聚乙烯表面超级交联进一步向深度延伸,交联度随深度的增加而衰减,呈梯度交联的特征。
[0144]
表7列出了实施例六制备的表面超级交联的超高分子量聚乙烯gur1020e 0.25毫米厚薄膜的二维拉伸断裂力,等同交联度和断裂韧性随深度的变化。表面的等同交联度为214
±
15kgy,1.0毫米处降至99
±
11kgy,1.5毫米处再降至49
±
3kgy,2.5毫米处最终降至3
±
11kgy(即非交联)。这说明该薄膜的表面梯度交联深度约1.5毫米,其中超级交联深度约1.0毫米,高度交联深度约0.5毫米。2.0毫米以下过渡到传统的γ射线灭菌的超高分子量聚乙烯(0-40kgy)范围,表面梯度交联总深度约2.0毫米。
[0145]
表7:实施例六制备的表面超级交联的超高分子量聚乙烯gur1020e0.25毫米厚薄膜的二维拉伸断裂力、等同交联度和断裂韧性随深度的变化。
[0146]
深度,毫米00.511.522.5断裂力,牛顿57.23
±
1.6651.47
±
0.8444.44
±
1.1738.92
±
0.3135.71
±
1.1933.84
±
1.27等同交联度,kgy214
±
15162
±
899
±
1149
±
320
±
113
±
11断裂韧性,牛顿毫米144.9
±
12.6140.7
±
16.6129.3
±
12.1119.7
±
3.7113.3
±
5.2116.4
±
8.1
[0147]
图7和图8显示了实施例八制备的表面超级交联的超高分子量聚乙烯gur1020e梯度交联的特点。最表面0.25毫米厚薄膜,二维拉伸最终断裂力高达62.50
±
2.50牛顿,等同交联度262
±
23kgy。与之相应的表面超级交联层厚度增加到1.5毫米,高度交联层厚度约1.0毫米,2.5毫米以下过渡到低度交联乃至非交联。该超高分子量聚乙烯梯度交联的总深度约3.0毫米。
[0148]
意外的是,本发明的表面超级交联的超高分子量聚乙烯gur1020e薄膜的断裂韧性随深度的变化趋势与等同交联度随深度的变化趋势相同(见图8,图9,表6)。而图12进一步显示,实施例八制备的表面超级交联的超高分子量聚乙烯gur1020e薄膜的断裂韧性和等同交联度呈正比,而传统的γ射线整体交联的超高分子量聚乙烯薄膜的断裂韧性和等同交联度呈反比。这里,γ射线交联聚乙烯的数据取自,2006年骨科杂志(j.othop res),第24:2021-2027章,m.赤木等人的0.50毫米薄膜测试结果,转换成0.25毫米薄膜断裂韧性。有可能是因为本发明的表面超级交联的超高分子量聚乙烯的主链交联、侧链不断裂;而传统的γ射线交联的超高分子量聚乙烯交联主链的同时也断裂侧链,所以传统的γ射线交联的超高分子量聚乙烯在低剂量(0-100kgy)下二维拉伸最终断裂力随γ剂量的增加而线性增加,但到了高剂量(100-250kgy),最终断裂力基本保持不变,交联度不再增加(表8,图16)。
[0149]
表8:γ射线整体交联的超高分子量聚乙烯0.25毫米厚薄膜的二维拉伸最终断裂力和断裂韧性随γ射线交联剂量的变化
[0150][0151]
图18显示了分别通过本技术的方法和现有技术制成的两种直径44毫米髋关节磨损实验结果对比,即本发明的表面超级交联的超高分子量聚乙烯gur1020e和γ射线高度交联(100kgy)的超高分子量聚乙烯gur1020e和粗糙化钴铬合金对磨实验结果。实施例八制备的表面超级交联的超高分子量聚乙烯gur1020e比γ射线高度交联(100kgy)的超高分子量聚乙烯gur1020e在同等条件下和粗糙化钴铬合金对磨,表现了更低的磨损量。在一百万次循环,本发明的表面超级交联的超高分子量聚乙烯gur1020e的磨损量比γ射线高度交联(100kgy)的超高分子量聚乙烯gur1020e低1.0倍。
[0152]
对图18的实验数据进行数学模拟,本发明表面超级交联的超高分子量聚乙烯gur1020e的磨损量(w)与循环次数(c)的关系为:
[0153]
w=(99
±
16)(c)
1/(3.14
±
0.05)
。γ射线高度交联(100kgy)的超高分子量聚乙烯gur1020e的磨损量(w)与循环次数(c)的关系为:w=(203
±
39)(c)
1/(1.51
±
0.05)
。按上述公式推算到二百万次和三百万次循环,本发明表面超级交联的超高分子量聚乙烯gur1020e的磨损量比γ射线高度交联(100kgy)的超高分子量聚乙烯gur1020e低1.6倍和2.0倍。
[0154]
本发明表面超级交联的超高分子量聚乙烯gur1020e的磨损量为99
±
16毫克和124
±
20毫克,本发明表面超级交联的超高分子量聚乙烯gur1020e的磨损量比低1.6倍和2.2倍。循环次数越高,磨损相差倍数越大。相当于病人行走越长,使用越久。可见本发明取得了显著的技术进步。而且,本发明的超低磨损率也是前所未有的,这是意想不到的。
[0155]
实验组二:表面超级交联的超高分子量聚乙烯gur1020的制备
[0156]
采用gur1020和gur1020e两种基材,按照实验组一的扩散工艺和交联工艺来制备表面超级交联的超高分子量聚乙烯。其中,本实验组的扩散条件是110℃,3.0小时;交联条件是紫外光175mw/cm2辐照1.0小时。
[0157]
结果:表面超级交联的超高分子量聚乙烯gur1020e表层0.25毫米薄膜,二维拉伸力学最终断裂力为54.3
±
1.2n,等同交联度为187kgy。表面超级交联的超高分子量聚乙烯gur1020表层0.25毫米薄膜,二维拉伸力学最终断裂力为55.2
±
3.91n,等同交联度超过为100kgy。
[0158]
可见,两种基材经过相同条件处理后,二维拉伸力学最终断裂力差别在误差范围之内。所以本发明的扩散和交联方法对不含氧化剂的超高分子量聚乙烯gur1020也适用。
[0159]
对比实验
[0160]
参考cn102276864、us9828474中实施例1的工艺方法进行对比实验。
[0161]
本对比实验组采用了两种基体:一种基体是超高分子量聚乙烯(gur1020),按us5414049的方法制备,在氮气保护中经过30.9kgyγ射线交联;另一种基体是超高分子量聚乙烯(gur1020),按us7517919的方法制备,在氮气保护中经过约30kgyγ射线辐射和130℃热处理相继三次。两种基体均为65毫米
×
45毫米
×
8毫米的平板。将平板浸泡在11.1mg/ml的二苯甲酮溶液中,一分钟后取出,室温空气中晾干,完成二苯甲酮的表面涂敷。
[0162]
用0.1毫克精度的电子天平称重,记录基体涂敷前后的重量变化,除以平板的总表面积,获得单位面积的涂敷重量。平板和平板的增重均为0.00688mg/cm2,约为本发明实验组中二苯甲酮扩散量的千分之一(见表3)。
[0163]
取一玻璃杯,装入去离子水,通氮气鼓泡,除去水中氧气,加热到65℃。将表面涂敷二苯甲酮的超高分子量聚乙烯基体和一块不锈钢片相连,重力使超高分子量聚乙烯沉在玻璃杯的底部,表面被水面覆盖。用平均波长为365纳米的紫外光辐照超高分子量聚乙烯基材表面,强度为52mw/cm2,时间为1小时,完成表面交联。表面交联超高分子量聚乙烯用丙酮和水洗涤,通过机械加工,从交联的表面逐层制取0.25毫米的薄膜,进行二维拉伸力学性能测试。
[0164]
图10显示了对比实验得到的表面交联的和0.25毫米薄膜二维拉伸断裂力与交联深度的关系。其中,的0.25毫米薄膜二维拉伸断裂力为48.6牛顿,的0.25毫米薄膜二维拉伸断裂力为33.58牛顿。根据超高分子量聚乙烯gur1020二维拉伸断裂力和交联度的关系(图16),对应的交联度是100kgy,对应的交联度是30kgy。
[0165]
图10显示了对比实验得到的表面交联的和0.25毫米薄膜二维拉伸断裂力随深度几乎无变化。这说明该方法得到的表面交联厚度极薄,不超过0.25毫米。
[0166]
图11显示了对比实验得到的表面交联的和0.25毫米薄膜二维拉伸断裂韧性与交联深度的关系。其趋势与图10相同,表面的拉伸断裂韧性与体内的基本相同,最高约为100牛顿毫米。进一步说明该方法的表面交联厚度极薄,不超过0.25毫米。
[0167]
表9列出了按照本发明方法得到的表面超级交联的超高分子量聚乙烯和对比方法
(参考cn102276864和us9828474的实施例1)得到的表面交联的超高分子量聚乙烯的比较。
[0168]
表9
[0169][0170]
本发明的扩散工艺中采用高温扩散方法把光引发剂(例如二苯甲酮)渗入超高分子量聚乙烯表面,引入表层的光引发剂量大(》0.9mg/cm2),且渗透到基体的深度可达3.0毫米。与之比较,对比方法采用的是室温涂敷的方法,引入表层的光引发剂量小(约0.006mg/cm2),且渗透到基体的深度不足0.25毫米(图10、图11)。
[0171]
本发明的交联工艺中采用高强度紫外光(》100mw/cm2)辐照,而对比方法采用低强度紫外光(《100mw/cm2)辐照。高强度紫外光辐照使深度扩散的光引发剂与超高分子量聚乙烯反应,产生了深度交联。本发明中表面交联的深度大于1.0毫米,而对比方法表面交联的深度小于0.25毫米。
[0172]
本发明的表面超级交联的超高分子量聚乙烯的对磨实验采用粗糙化钴铬合金球进行对磨;而对比方法的表面交联的超高分子量聚乙烯的对磨实验采用抛光的钴铬合金球进行对磨。本发明的实验条件更为苛刻,更接近极端的临床条件。
[0173]
本发明还涉及一种人工髋关节1的制造方法,人工髋关节1包括髋臼杯100和安装于髋臼杯的衬垫200,制造方法包括步骤:
[0174]
步骤一、提供原材料,原材料包含上述的超高分子量聚乙烯;可选地,扩散的温度控制在50℃-134℃之间。
[0175]
步骤二、对原材料进行加工而获得上述的衬垫200,其中衬垫200具有环形座体201和从环形座体201延伸出的穹顶202;紫外光辐射的强度≥90mw/cm2。
[0176]
对穹顶202的内表面层进行交联处理,处理步骤上上述一致,不再赘述。
[0177]
可选地,原材料还包含复合抗氧化剂。抗氧化剂选自下组的一种或多种:维他命e、四[亚甲基(3,5-二叔丁基羟基氢化肉桂酸酯)]甲烷、硫代二亚甲基双[3-[3,5-二叔丁基-4-羟苯基]丙酸酯、十八烷基3,5-二叔丁基-4-羟基氢化肉桂酸酯、n,n'-己烷-1,6-二基双(3-(3,5-二叔丁基-4-羟基苯基丙酰胺))、苯丙酸3,5-双(1,1-二甲基-乙基)-4-羟基-c7-c9支链烷基酯、1,3,5-三(3,5-二叔丁基-4-羟基苄基)-2,4,6-三甲基苯、2,4-双(十二烷基硫代甲基)-6-甲基苯酚、三乙二醇双(3-叔丁基-4-羟基-5-甲基苯基)丙酸酯、2,2'-亚甲基双(4-甲基-6-叔丁基苯酚)单丙烯酸酯、1,3,5-三(3,5-二叔丁基-4-羟基苄基)-1,3,5-三嗪-2,4,6(1h,3h,5h)-三酮、苯甲胺与2,4,4-三甲基戊烯的反应产物、2,4-双(辛硫基)-6-(4-羟基-3,5-二叔丁基苯胺基)-1,3,5-三嗪5,7-二叔丁基-3-(3,4-二甲基苯基)-3h-苯并呋喃-2-酮、三(2,4-二叔丁基苯基)亚磷酸酯,或季戊四醇四[3-(3,5-二叔丁基-4-羟基苯基)丙酸酯]。在一个实施例中,抗氧化剂的含量为0.05-0.20重量%。
[0178]
在另一个实施例中,抗氧化剂的含量为0.05-0.1重量%。
[0179]
可选地,原材料为由超高分子量聚乙烯粉末和复合抗氧化剂制成的棒材或板材。
[0180]
可选地,交联处理包括步骤:
[0181]
(1)在高于光引发剂的熔点温度和低于超高分子量聚乙烯的熔点温度下,将光引发剂从所述衬垫的内表面向内部扩散进入内表面层;
[0182]
(2)用紫外光辐射有光引发剂扩散的表面层以使得该内表面层发生交联,从而形成内表面层梯度交联的超高分子量聚乙烯。
[0183]
可选地,超高分子量聚乙烯基材为非离子化交联的超高分子量聚乙烯。
[0184]
抗氧化剂的含量为0.05-0.20重量%。
[0185]
抗氧化剂的含量为0.05-0.1重量%。
[0186]
可选地,光引发剂上述的一致,选自下组的一种或多种:二苯甲酮、4-氯二苯甲酮、2-氯二苯甲酮、4,4’二氯二苯甲酮、2-甲基蒽醌、2-乙基蒽醌、2-氯蒽醌、对氯蒽醌、苄硫醚、苄基亚砜、苯基亚砜、4-乙酰基联苯、蒽酮、六氯苯。
[0187]
本发明的衬垫的穹顶202的内表面层经梯度交联,内表面层从穹顶202的内表面开始沿径向由外向内依次经超级交联、高度交联和低度交联,形成的穹顶202在至厚度范围低3mm~4mm的情况下,仍然能够满足强度要求。由此,安装人体后能够增加人体活动的灵活性和舒适度。
[0188]
以上已详细描述了本发明的较佳实施例,但应理解到,若需要,能修改实施例的方面来采用各种专利、申请和出版物的方面、特征和构思来提供另外的实施例。
[0189]
考虑到上文的详细描述,能对实施例做出这些和其它变化。一般而言,在权利要求中,所用的术语不应被认为限制在说明书和权利要求中公开的具体实施例,而是应被理解为包括所有可能的实施例连同这些权利要求所享有的全部等同范围。
[0190]
参考文献:
[0191]
1.j.凯瑟琳等人的“辐射剂量对高度交联和重熔的超高分子量聚乙烯的拉伸强度和冲击韧性的影响(the effect of radiation dose on the tensile and impact toughness of highly crosslinked and remelted ultrahigh-molecular weight polyethylenes)”,生物医学材料杂志(j.biomed.mat.res),第2期,第97b章,第327-333页。
[0192]
2.us 6494917。
[0193]
3.埃布鲁.欧若尔等人的“表面交联的uhmwpe可以在总关节中使用更大的股骨头(surface cross-linked uhmwpe can enable the use of larger femoral heads in total joints)”,骨科杂志(orthop res),31:59-66(2013).
[0194]
4.cn 102276864。
[0195]
5.us 9132209。
[0196]
6.us 9951190。
[0197]
7.astm f 2977-13,“外科植入物中使用的聚合生物材料二维拉伸力学性能测试的标准测试方法(standard test method for small punch testing of polymeric biomaterials used in surgical implants)”。
[0198]
8.雅各布
·
碧利兹等人的“基于fea的doe研究解决了高交联uhmwpe薄膜二维拉伸力学性能测试中的试样滑移(fea based doe study solves specimen slippage in thin film small punch test of highly crosslinked uhmwpe)”,骨科研究学会2016年年会1966号海报(ors 2016annual meeting poster no.1966)。
[0199]
9.董余磊(yu-lei dong)等人的“用于全髋关节置换术的陶瓷上陶瓷或聚乙烯上陶瓷:前瞻性随机研究的系统评价和荟萃分析(ceramic on ceramic or ceramic-on-polyethylene for total hip arthroplasty:a systemic review and meta-analysis of prospective randomized studies)”,中华医学杂志,5月5日,第9期,第128章,第1223-1231页。
[0200]
10.约恩
·
雷德斯等人的“金属陶瓷髋关节轴承的磨损性能(wear performance of ceramic-on-metal hip bearings)”,公共科学图书馆,www.plosone.org,2013年8月第8期第8章e73252(plos one|www.plosone.org,august 2013|volume 8|issue 8|e73252)。
[0201]
11.科尔杜巴.la等人的“创建用于磨损测试的磨料成分的方法(method creating abrasive components for wear testing)”,骨科研究学会第55届年会2290号海报(poster no.2290,55
th anneal meeting of the orthopedic research society)。
[0202]
12.us2016/02155117a1。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1