一种用于魔方的中心轴的制作方法
1.本实用新型涉及魔方的技术领域,尤其是涉及一种用于魔方的中心轴。
背景技术:
2.魔方包括二阶魔方、三阶魔方、四阶魔方和金字塔魔方等,其中,魔方的核心是中心轴。
3.现有的公告号为cn204182114u的中国实用新型专利公开了一种魔方中心块的安装结构,通过连杆拧入轴头内,形成中心轴,这样的中心轴安装在魔方内时,才将连杆拧入轴头内,难以控制连杆拧入轴头的深度,导致魔方的安装精度较差,影响魔方的角块和棱块的组装,从而影响玩魔方的体验。
4.为了解决上述问题,公告号为cn204767333u的中国实用新型专利公开了一种魔方的轴心结构,连杆放入注塑模具,通过注塑使得连杆的嵌置部与轴心一体成型,从而形成中心轴。以优化中心轴的精度,使得中心轴组装成魔方时精度较好,从而优化玩魔方的体验。若将这种中心轴组装成用于竞赛的魔方,由于轴心由塑料注塑形成,会受到塑胶材料、模具精度以及塑胶成型条件影响,使得轴心的精度和强度不够,在高速转动魔方时,连杆松动使得轴心可能会裂开,导致魔方损坏。
5.为了解决上述问题,我司将魔方的中心轴采用粉末冶金的工艺制备,使得中心轴的材质为金属,以保障中心轴具有足够的强度。这种中心轴的造价高昂,每根中心轴的造价至少需要17.5元;且制备出来的中心轴的精度难以保障,出现较多的废品,从而导致中心轴的造价更加高昂。若中心轴直接用多轴机床加工铁块制成,则中心轴的造价更高,导致单个的魔方的造价更高,不利于销售;且中心轴的连杆的直径较小,连杆在加工过程中容易断开,出现较多的废品,从而导致中心轴的造价更加高昂,不利于销售,更不利于中心轴组装成的魔方的销售。
6.因此,我司更改制备中心轴的工艺,在保障中心轴的强度的同时,减少中心轴的制备成本,以降低中心轴组装成的魔方的成本,从而降低魔方的销售价格,进而提升魔方的市场竞争力。
技术实现要素:
7.本实用新型的目的是提供一种用于魔方的中心轴,其具有良好的精度和强度,进一步具有造价便宜的优点。
8.本实用新型的上述实用新型目的是通过以下技术方案得以实现的:
9.一种用于魔方的中心轴,包括轴座和若干根带有卡位的连杆,所述轴座设有连接位,所述轴座通过连接位与连杆焊接固定。
10.本实用新型进一步设置为:所述轴座包括轴心和至少一根设置于轴心的固定杆。
11.本实用新型进一步设置为:所述轴座包括轴心和两根设置于轴心的固定杆,两根所述固定杆相对于轴心对称设置。
12.本实用新型进一步设置为:所述连接位设置于轴心,所述连接位与连杆之间设有定位结构,以便于连接位与连杆定位连接,实现轴心与连杆定位连接;
13.本实用新型进一步设置为:所述定位结构包括设置在轴心的凹槽,所述连杆设有与凹槽相配合的凸起,所述凸起伸入凹槽内;
14.本实用新型进一步设置为:所述定位结构包括设置在轴心的凸起,所述连杆设有与凸起相配合的凹槽,所述凸起伸入凹槽内。
15.本实用新型进一步设置为:所述凸起为凸柱或凸台,所述凹槽为圆槽,所述凸柱或凸台伸入圆槽内。
16.本实用新型进一步设置为:所述凸起和凹槽之间设有相互配合的螺纹。
17.本实用新型进一步设置为:所述轴座呈三维十字轴形状设置。
18.本实用新型进一步设置为:所述轴座呈四脚椎体形状设置。
19.综上所述,本实用新型的有益技术效果为:
20.1.本实用新型设计科学合理,结构简单,与现有技术相比,中心轴包括轴座和连杆,轴座包括轴心和固定杆;定位结构使得连杆和轴心的连接定位更容易,由于连杆和轴心通过定位结构定位,以便于将连杆和轴心焊接固定,从而形成中心轴;中心轴为金属轴,使得中心轴具有足够的强度;一方面,使得中心轴的精度更容易达到预期,另一方面,中心轴的废品量减少,从而减少中心轴的制备成本,其制备成本减少了50%左右从而提升中心轴的市场竞争力,进而提升了中心轴组装形成的魔方的市场竞争力,使得魔方的销售价格更便宜,以便于销售;由于每根中心轴的制备成本减少50%元左右,制备出的中心轴可靠且稳定,在工业中规模化的生产中心轴时,大大减少了中心轴的成本,从而减少了魔方的成本,有利于提升魔方的销量;
21.2.定位结构包括凹槽和凸起,当凹槽设置在轴心,凸起对应设置在连杆;当凸起设置在连杆,凹槽对应设置在轴心,以便于轴心和连杆连接定位,方便在连杆和轴心之间焊接,实现轴心和连杆固定在一起。
附图说明
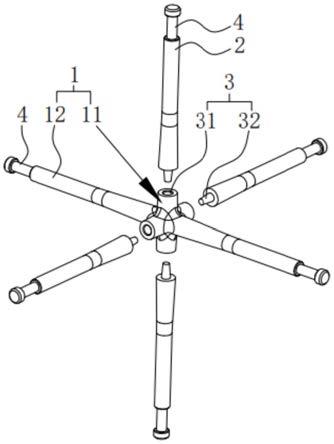
22.图1是本实用新型的中心轴的结构示意图;
23.图2是本实用新型的中心轴的爆炸图;
24.图3是本实用新型的中心轴的结构示意图;
25.图4是本实用新型的中心轴的爆炸图。
26.图中,1、轴座;11、轴心;12、固定杆;2、连杆;3、定位结构;31、凹槽;32、凸起;4、连接槽。
具体实施方式
27.以下结合附图对本实用新型作进一步详细说明。
28.参照图1至图4,为本实用新型公开的用于魔方的中心轴,其中,图1和图2所述的中心轴应用于三阶魔方,其呈三维十字形形状设置,以形成三阶魔方的骨架;图3和图4所述的中心轴应用于金字塔魔方,其呈四脚椎体形状设置,以形成金字塔魔方的骨架。
29.参照图1和图2,为用于三阶魔方的中心轴,中心轴包括轴座1和四根连杆2,轴座1
呈三维十字形形状设置,轴座1包括轴心11和两根固定杆12,两根固定杆12与轴心11一体成型,两根固定杆12相对于轴心11对称设置,连杆2和固定杆12的末端均设有卡位,卡位优选为连接槽4。连杆2与轴心11之间设有定位结构3,定位结构3包括设置在轴心11的凹槽31,凹槽31位于轴心11的端部,连杆2的端部设有与凹槽31相配合的凸起32,凸起32伸入凹槽31内,实现连杆2与轴心11定位连接,以便于在轴心11和连杆2之间焊接,实现连杆2与轴心11固定,进而形成中心轴;其中,凸起32也可以设置在轴心11的端部,凹槽31对应设置在连杆2的端部,凸起32伸入凹槽31内,实现连杆2与轴心11定位连接,以便于在轴心11与连杆2之间焊接,从而连杆2与轴心11固定,进而形成中心轴。凸起32优选为凸台或凸柱,凹槽31为与凸台或凸柱相配合设置的圆槽,以便于凸台或凸柱伸入圆槽内,实现连杆2与轴心11定位连接,以便于在轴心11和连杆2之间焊接,从而连杆2与轴心11固定,进而形成中心轴。凸台或凸柱与圆槽之间设有相互配合的螺纹,以便于凸台或凸柱拧入圆槽内,实现连杆2与轴心11螺纹连接固定,以便于在轴心11与连杆2之间焊接,从而连杆2与轴心11固定,进而形成中心轴。
30.参照图3和图4,为用于金字塔魔方的中心轴,中心轴包括轴座1和三根连杆2,轴座1呈四脚椎体形状设置,轴座1包括轴心11和固定杆12,固定杆12与轴心11一体成型,连杆2和固定杆12的末端均设有卡位,卡位优选为连接槽4。连杆2与轴心11之间设有定位结构3,定位结构3包括设置在轴心11的凹槽31,凹槽31位于轴心11的端部,连杆2的端部设有与凹槽31相配合的凸起32,凸起32伸入凹槽31内,实现连杆2与轴心11定位连接,以便于在轴心11和连杆2之间焊接,实现连杆2与轴心11固定,进而形成中心轴;其中,凸起32也可以设置在轴心11的端部,凹槽31对应设置在连杆2的端部,凸起32伸入凹槽31内,实现连杆2与轴心11定位连接,以便于在轴心11与连杆2之间焊接,从而连杆2与轴心11固定,进而形成中心轴。凸起32优选为凸台或凸柱,凹槽31为与凸台或凸柱相配合设置的圆槽,以便于凸台或凸柱伸入圆槽内,实现连杆2与轴心11定位连接,以便于在轴心11和连杆2之间焊接,从而连杆2与轴心11固定,进而形成中心轴。凸台或凸柱与圆槽之间设有相互配合的螺纹,以便于凸台或凸柱拧入圆槽内,实现连杆2与轴心11螺纹连接固定,以便于在轴心11与连杆2之间焊接,从而连杆2与轴心11固定,进而形成中心轴。
31.上述两款中心轴的制备方法为,该种制备方法还可以制备其它的魔方中心轴:
32.实施例1
33.利用普通车床将金属块切削成轴座1,将钢条切削成连杆2,其中轴座1包括轴心11和固定杆12,轴心11与固定杆12一体成型;轴心11和连杆2的对应端端部通过车床切削形成凹槽31和凸起32,凸起32伸入凹槽31内,实现连杆2与轴心11定位;凸起32与凹槽31之间还可以设置螺纹,以便于连杆2与轴心11螺纹连接,实现连杆2与轴心11定位;将连杆2与轴心11放入精密冶具再次定位,或者由多轴机械臂抓取再次定位;使用激光焊接机在连杆2与轴心11之间焊接,以祛除连杆2与轴心11之间的间隙,连杆2和轴心11实现焊接固定,得到各方向对面同心圆精度
±
0.05mm的中心轴。将中心轴投入打磨机内打磨,使用抛光机对中心轴抛光,以祛除轴心11与连杆2之间的焊纹,得到光滑的中心轴,使得中心轴的表面更加规整和有序。
34.实施例2
35.利用数控车床将金属块切削成轴座1,将钢条切削成连杆2,其中轴座1包括轴心11
和固定杆12,轴心11与固定杆12一体成型;轴心11和连杆2的对应端端部通过车床切削形成凹槽31和凸起32,凸起32伸入凹槽31内,实现连杆2与轴心11定位;凸起32与凹槽31之间还可以设置螺纹,以便于连杆2与轴心11螺纹连接,实现连杆2与轴心11定位;将连杆2与轴心11放入精密冶具再次定位,或者由多轴机械臂抓取再次定位;使用高频焊接机在连杆2与轴心11之间焊接,以祛除连杆2与轴心11之间的间隙,连杆2和轴心11实现焊接固定,得到各方向对面同心圆精度
±
0.05mm的中心轴。将中心轴投入打磨机内打磨,使用电镀抛光机对中心轴抛光,以祛除轴心11与连杆2之间的焊纹,得到光滑的中心轴,使得中心轴的表面更加规整和有序。
36.实施例3
37.利用三轴cnc将金属块切削成轴座1,将钢条切削成连杆2,其中轴座1包括轴心11和固定杆12,轴心11与固定杆12一体成型;轴心11和连杆2的对应端端部通过车床切削形成凹槽31和凸起32,凸起32伸入凹槽31内,实现连杆2与轴心11定位;凸起32与凹槽31之间还可以设置螺纹,以便于连杆2与轴心11螺纹连接,实现连杆2与轴心11定位;将连杆2与轴心11放入精密冶具再次定位,或者由多轴机械臂抓取再次定位;使用摩擦焊接机在连杆2与轴心11之间焊接,以祛除连杆2与轴心11之间的间隙,连杆2和轴心11实现焊接固定,得到各方向对面同心圆精度
±
0.05mm的中心轴。将中心轴投入打磨机内打磨,使用电解抛光机对中心轴抛光,以祛除轴心11与连杆2之间的焊纹,得到光滑的中心轴,使得中心轴的表面更加规整和有序。
38.实施例4
39.利用五轴cnc将金属块切削成轴座1,将钢条切削成连杆2,其中轴座1包括轴心11和固定杆12,轴心11与固定杆12一体成型;轴心11和连杆2的对应端端部通过车床切削形成凹槽31和凸起32,凸起32伸入凹槽31内,实现连杆2与轴心11定位;凸起32与凹槽31之间还可以设置螺纹,以便于连杆2与轴心11螺纹连接,实现连杆2与轴心11定位;将连杆2与轴心11放入精密冶具再次定位,或者由多轴机械臂抓取再次定位;使用电渣压力焊接机在连杆2与轴心11之间焊接,以祛除连杆2与轴心11之间的间隙,连杆2和轴心11实现焊接固定,得到各方向对面同心圆精度
±
0.05mm的中心轴。将中心轴投入打磨机内打磨,使用电解抛光机对中心轴抛光,以祛除轴心11与连杆2之间的焊纹,得到光滑的中心轴,使得中心轴的表面更加规整和有序。
40.根据实施例1
‑
4可知,在制备轴座1和连杆2时,可以采用普通车床、数控车床、三轴cnc和五轴cnc中的至少一种设备制备,其中,普通车床制备的效率最低,五轴cnc制备的效率最高。轴心11和连杆2之间可以采用激光焊接机、高频焊接机、摩擦焊接机和电渣压力焊接机中的至少一种设备焊接固定,以形成中心轴。为了使得中心轴更加规整和有序,利用打磨机对中心轴进行打磨,并采用抛光机、电镀抛光机和电解抛光机至少一种设备对中心轴进行抛光,从而得到光滑的中心轴,以便于中心轴组装成魔方。
41.本具体实施方式的实施例均为本实用新型的较佳实施例,并非依此限制本实用新型的保护范围,故:凡依本实用新型的结构、形状、原理所做的等效变化,均应涵盖于本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1