一种竹制品的处理方法与流程
1.本发明属于竹制品加工领域,涉及一种处理方法,特别是一种竹制品的处理方法。
背景技术:
2.我国人民历来喜爱竹子,中国也是世界上研究、培育和利用竹子最早的国家,从竹子在中国历史文化发展和精神文化形成中所产生的巨大作用,竹子与中国诗歌书画和园林建设的源远流长的关系,以及竹子与人民生活的息息相关中不难看出,中国不愧被誉为"竹子文明的国度"。没有哪一种植物能够像竹子一样对中国的文明产生如此深远的影响,其中竹制品是指以竹子为加工原料制造的产品,多为日用品,比如竹筒。现有技术中没有竹筒类的竹制品的处理方法。
技术实现要素:
3.本发明的目的是针对现有的技术存在上述问题,提出了一种竹制品的处理方法,该处理方法具有处理简便的特点。
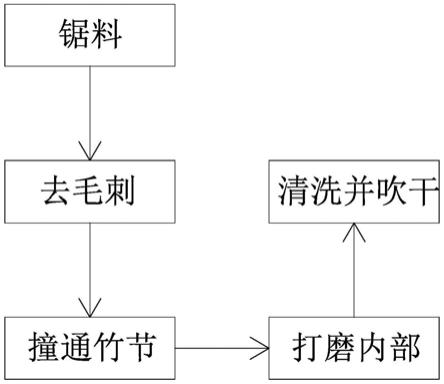
4.本发明的目的可通过下列技术方案来实现:一种竹制品的处理方法,其特征在于,包括如下步骤:
5.a、锯料:将竹子的侧枝去除,选用主杆粗壮、较直、直径在8
‑
9cm的竹子,通过锯料机将竹子锯成每段20
‑
30cm长度的粗料;
6.b、去毛刺:通过倒角设备将锯料好的粗料两端倒角去毛刺,使其切口处光洁;
7.c、撞通竹节:通过加工流水线将去毛刺好的粗料内部的竹节撞通,并保留粗料底部的竹节;
8.d、打磨内部:通过加工流水线将撞通竹节好的粗料内部进行打磨,使其内部光滑;
9.e、清洗并吹干:通过加工流水线将打磨内部好的粗料内的废料倒出,对粗料进行内外清洗,并吹干。
10.所述步骤a中选用主杆粗壮、较直、直径在8cm的竹子,通过锯料机将竹子锯成每段25cm长度的粗料。
11.所述步骤d中打磨时间为10
‑
30s。
12.所述步骤e中的清洗时间为40
‑
60s。
13.所述步骤e中的吹干温度为60
‑
80℃。
14.所述加工流水线包括底座,底座上固定有呈环形的轨道,轨道上具有齿牙部,轨道上设置有若干滑动台,滑动台上水平固定有导杆,导杆上设置有活动座,活动座和转轴下端转动连接,转轴上端和放置转盘下表面相固连,放置转盘上表面具有用于定位粗料的电动卡盘,放置转盘侧部还具有用于传动的防滑纹,滑动台上还固定有限位块,且活动座能与限位块相抵靠,限位块与滑动台之间还安装有支撑弹簧一,滑动台上还固定有动力电机,且动力电机的输出轴竖直向下,动力电机的输出轴端部固定有与齿牙部相配合的动力轮,底座上还依次设置有上料装置、撞通装置、打磨装置、清洗吹干装置和下料装置。
15.原理如下:通过上料装置将粗料输放入放置转盘上,通过电动卡盘将粗料定位住,通过撞通装置将粗料竹节撞通,通过打磨装置对粗料内部进行打磨,通过清洗吹干装置对粗料内外部进行清洗并吹干,通过下料装置将粗料取下,从而完成粗料的连续加工作业,加工可靠。
16.所述上料装置包括支架一、输送架、供料箱、缓存台、气缸一、气缸二、气缸三和升降台,支架一固定在底座上,输送架固定在支架一上,且输送架的形状为y形,输送架上水平设置有用于输送粗料的若干输送辊,供料箱固定在支架一上,且供料箱位于输送架大口端的上方,供料箱内竖直固定有隔板,且隔板将供料箱分成两个储料部,供料箱底部均设置有与储料部相连通的出料口,出料口处均水平转动设置有能将粗料逐一输出的半圆形调控件,半圆形调控件均与一驱动电机一相连,缓存台固定在支架一上,且缓存台位于供料箱与输送架之间,缓存台上具有用于放置粗料的两个放置槽,放置槽两端均固定有限位片,缓存台中部还具有避让通槽,气缸一固定在支架一上,且气缸一的活塞杆竖直向上,气缸一的活塞杆端部固定有分检件,分检件的形状为等腰三角形,气缸二固定在支架一上,且气缸二的活塞杆竖直向下,升降台固定在气缸二的活塞杆端部,且升降台靠近输送架小口端,气缸三固定在升降台上,且气缸三的活塞杆水平设置,气缸三的活塞杆端部固定有用于夹取粗料的手指气缸一,升降台上还固定有挡料件。
17.采用该结构,将粗料呈水平存放在供料箱的供料部内,通过驱动电机一带动半圆形调控件转动,半圆形调控件将供料部内的粗料逐一输出,粗料掉落到并存放在缓存台的放置槽内,通过气缸一带动分检件向上移动,由于粗料的开口处比底部处要轻,分检件使缓存台处的粗料开口朝上,倾斜滑落到输送架的输送辊上,使粗料的开口竖直朝上由大口端向小口端处输送,当放置转盘移动到支架一处,通过气缸三带动手指气缸一伸出,使手指气缸一靠近小口端,手指气缸一将小口端处的粗料夹住,使气缸三带动手指气缸一缩回,通过气缸二带动升降台向下移动,手指气缸一将粗料向下输送到放置转盘处,电动卡盘将粗料卡住,同时,通过挡料件将小口端处的粗料阻挡住,即可自动将粗料开口朝上并向下输送完成其上料,上料方便。
18.所述撞通装置包括支架二、导向条、驱动块、联动块、联动件、挤压件、撞杆和气缸四,支架二固定在底座上,导向条竖直固定在支架二上,驱动块和联动块均滑动设置在导向条上,联动块与导向条之间还安装有推送弹簧,联动件水平滑动设置在联动块上,联动件与联动块之间还安装有辅助弹簧一,联动件上固定有复位柱,挤压件固定在导向条上,挤压件上具有与复位柱相配合的倾斜挤压面,气缸四固定在支架二上,且气缸四的活塞杆竖直向下,气缸四的活塞杆端部和驱动块相连,驱动块上固定有驱动柱,联动件上还具有与驱动柱相配合的水平接触面和倾斜避让面,撞杆上端和联动块相连,撞杆下端固定有能将粗料竹节撞通的破碎头,且破碎头能位于放置转盘正上方。
19.采用该结构,当放置转盘移动到破碎头正下方后,通过气缸四带动驱动块向上移动,驱动块的驱动柱与联动件的水平接触面相抵靠,联动件带动联动块向上移动,当联动件上的复位柱与挤压件上的倾斜挤压面相抵靠,使联动件缩进与驱动块的驱动柱相脱离,联动块在推送弹簧的作用下,联动块带动撞杆向下移动,撞杆带动破碎头向下移动,破碎头将放置转盘上粗料竹节撞通,通过气缸四带动驱动块向下移动,在联动件的倾斜避让面作用下,驱动块能够向下实现顺利复位,撞通方便。
20.所述导向条上还具有用于限位撞杆的限位件。
21.采用该结构,通过限位杆可在撞杆向下移动时进行限位。
22.所述破碎头为具有内腔的圆锥体。
23.所述破碎头侧面具有与内腔相连通的若干开槽,且开槽呈均匀分布。
24.采用该结构,可使破碎头能更好的将粗料竹节撞通。
25.所述撞杆内部滑动设置有辅助杆,辅助杆上端和连杆下端转动连接,连杆上端和联动件转动连接,辅助杆下端和球头件相固连,破碎头上设置有若干排料刀片,且排料刀片与开槽一一对应,排料刀片中部和破碎刀转动连接,排料刀片下端和球头件转动连接,且排料刀片上端能伸出开槽外。
26.采用该结构,在破碎头将粗料竹节撞通后,驱动块向下复位时,驱动块的驱动柱与联动件的倾斜避让面相接触,使联动件缩进,联动件通过连杆使辅助杆向上移动,辅助杆通过球头件带动排料刀片摆动,排料刀片将破碎头的废料排出,从而可确保破碎头正常工作。
27.所述打磨装置包括支架三、气缸五、气缸六、升降座、减速电机、导轨、滑块和推送压板,支架三固定在底座上,气缸五固定在支架三上,且气缸五的活塞杆竖直向下,升降座固定在气缸五的活塞杆端部,减速电机固定在升降座上,且减速电机的输出轴竖直设置,减速电机的输出轴端部固定有用于打磨粗料内壁的打磨辊,导轨水平固定在支架三上,滑块设置在导轨上,推送压板固定在滑块上,且推送压板能与活动座相接触,推送压板上竖直转动设置有主动轴和从动轴,主动轴与一能带动其转动的驱动电机二相连,主动轴与从动轴之间套设有能使放置转盘转动的驱动皮带,气缸六固定在支架三上,且气缸六的活塞杆水平设置,气缸六的活塞杆端部和推送压板相连。
28.采用该结构,当放置转盘将粗料输送到打磨辊下方后,通过减速电机带动打磨辊转动,通过驱动电机二带动主动轴转动,主动轴使驱动皮带转动,通过气缸五带动升降座向下移动,升降座使打磨辊插入到放置转盘上的粗料内部,通过气缸六带动推送压板移动,推送压板与活动座相接触并使打磨辊与放置转盘上的粗料内部相抵靠,同时,驱动皮带带动放置转盘转动,放置转盘带动粗料转动,随着打磨辊和粗料的转动,打磨辊可对粗料内部进行打磨,打磨方便。
29.所述清洗吹干装置包括支架四、调控轴、压块、连接筒、连接杆、内清洗滚刷、外清洗滚刷、内喷头、外喷管、水桶、水泵、气缸七、气缸八、气缸九、移动杆、l形吹气管和气泵,底座上固定有驱动电机三,驱动电机三的输出轴竖直向上,驱动电机三的输出轴端部和转动轴相连,转动轴和转动杆中部相连,转动杆端部均固定有推杆电机一,推杆电机一的推杆竖直向下,推杆电机一的推杆端部固定有用于夹取粗料的手指气缸二,支架四固定在底座上,调控轴水平转动设置在支架四上,调控轴端部和齿轮相连,支架四上水平滑动设置有齿条,且齿条与齿轮相啮合,齿条与一能带动其来回移动的推杆电机二相连,调控轴中部和连接筒相固连,连接杆与连接筒滑动连接,连接杆与连接筒之间还安装有支撑弹簧二,连接杆上还固定有定位件,定位件和定位轴一端转动连接,定位轴另一端安装有用于抓取粗料的电动爪,定位轴中部固定有棘轮,定位轴上还套设有复位扭簧,复位扭簧一端和定位件相固连,复位扭簧另一端和定位轴相固连,定位轴中部还固定有从摩擦轮,定位件上还转动连接有与棘轮相配合的棘爪,棘爪与定位件之间还安装有辅助弹簧二,棘爪中部还具有操控柱,气缸七固定在支架四上,且气缸七的活塞杆水平设置,压块固定在气缸七的活塞杆端部,且
压块能与定位件相接触,底座上固定有废料收集盒和废水收集盒,且废水收集盒位于调控轴与废料收集盒之间,气缸八固定在废水收集盒上,且气缸八的活塞杆竖直向上,气缸八的活塞杆端部和升降块相连,内清洗滚刷下端固定在升降块上,内清洗滚刷上端具有凹入部,内喷头安装在凹入部内,且内喷头的出水孔朝上,支架四上固定有安装杆,外清洗滚刷竖直转动设置在安装杆上,外清洗滚刷上端和主摩擦辊相连,且主摩擦辊能与从摩擦轮相抵靠,外清洗滚刷下端与一能带动其转动的驱动电机四相连,外喷管固定在安装杆上,且外喷管位于外清洗滚刷侧部,且外喷管的出水孔朝下,水桶固定在支架四上,水桶和输水总管一端相连通,输水总管另一端和输水支管中部相连通,输水支管一端和内喷头相连通,输水支管另一端和外喷管相连通,水泵设置在输水总管上,气缸九固定在支架四上,且气缸九的活塞杆水平设置,移动杆固定在气缸九的活塞杆上,移动杆上固定气缸十,气缸十的活塞杆竖直向上,气缸十的活塞杆端部固定有与操控杆相配合的推动件,l形吹气管固定在移动杆上,l形吹气管通过导气管和气泵相连通,气泵固定在支架四上,l形吹气管内侧面上开设有若干吹气孔。
30.采用该结构,当放置转盘将粗料输送到支架四处后,通过驱动电机三带动转动轴转动,转动轴带动转动杆转动,通过手指气缸二将放置转盘处的粗料搬运到电动爪处,电动爪将粗料底部夹住,通过推杆电机二带动齿条继续移动,使电动爪摆动180
°
,粗料开口呈朝下状态,粗料内的废料掉落到废料收集盒内,通过气缸七带动压块伸出,压块与定位件相接触,连接杆逐渐缩入到连接筒,连接杆带动电动爪缩进,使电动爪上的粗料最终位于内清洗滚刷的正上方且主摩擦辊与从摩擦辊抵靠,通过气缸八带动升降块向上移动,升降块带动内清洗滚刷向上移动,使内清洗滚刷伸入到粗料内,通过内喷头和外喷管对粗料内外部进行喷水,通过驱动电机四带动外清洗滚刷转动,同时,主摩擦辊带动从摩擦辊转动,使粗料转动,在内清洗滚刷和外清洗滚刷的共同作用下,将粗料内外部清洗干净,在从摩擦轮带动定位轴正转时,定位轴使复位扭簧产生变形,由于棘轮与棘爪的配合,此时,定位轴不能反转复位;之后,通过气缸八带动内清洗滚刷向下复位,通过气缸七带动压块缩回,在支撑弹簧二的作用下,电动爪逐渐复位,通过推杆电机二带动齿条继续移动,使电动爪摆动90
°
,粗料开口呈水平状态,通过气泵向l形吹气管处输气,通过气缸九带动移动杆靠近粗料,气缸十带动推动件向上移动,推动件与操控杆相接触,将棘爪从棘轮处顶起,在复位扭簧的扭力作用下,使定位轴反转,定位轴使粗料快速转动,并在l形吹气管的配合下,将粗料吹干,通过气缸九带动移动杆复位,通过推杆电机二带动齿条继续移动,使电动爪再摆动90
°
,将粗料复位,可对粗料内外清洗并吹干,处理方便。
31.所述导气管上具有电加热件。
32.采用该结构,通过电加热件可对导气管处的空气进行加热。
33.所述下料装置包括支架五和气缸十一,支架五固定在底座上,支架五上安装有用于输出粗料的输出带,气缸十一固定在支架五上,且气缸十一的活塞杆水平设置,气缸十一的活塞杆端部固定有用于夹取粗料的手指气缸三。
34.采用该结构,当电动爪将粗料复位后,通过手指气缸三将电动爪上的粗料夹住,通过气缸十一带动手指气缸三向输出带处移动,从而可将粗料顺利放到输出带上,下料方便。
35.与现有技术相比,本竹制品的处理方法具有以下优点:
36.本发明中通过加工流水线对粗料实现撞通竹节、打磨内部和清洗并吹干等流水线
式操作,取代传统的手工分步操作,从而可使得竹制品的处理方法更加稳定和高效,处理简便。
附图说明
37.图1是本处理方法的步骤示意图。
38.图2是加工流水线的立体结构示意图。
39.图3是图2中a处的局部放大图。
40.图4是加工流水线中滑动台处的立体结构示意图。
41.图5是加工流水线中上料装置的立体结构示意图。
42.图6是加工流水线中上料装置的平面结构示意图。
43.图7是加工流水线中上料装置拆去部分的立体结构示意图。
44.图8是加工流水线中撞通装置的立体结构示意图。
45.图9是加工流水线中撞通装置的平面结构示意图。
46.图10是加工流水线中打磨装置的立体结构示意图。
47.图11是加工流水线中清洗吹干装置的立体结构示意图。
48.图12是加工流水线中清洗吹干装置拆去部分的立体结构示意图。
49.图中,1、底座;2、滑动台;3、轨道;3a、齿牙部;4、输出带;5、支架五;6、废水收集盒;7、废料收集盒;8、支架四;9、手指气缸三;10、气缸十一;11、驱动电机三;12、转动轴;13、转动杆;14、推杆电机一;15、手指气缸二;16、打磨辊;17、升降座;18、减速电机;19、气缸五;20、支架三;21、支架二;22、供料箱;23、驱动电机一;24、缓存台;24a、放置槽;25、输送架;26、支架一;27、电动卡盘;28、放置转盘;29、防滑纹;30、导向条;31、活动座;32、导杆;33、支撑弹簧一;35、限位块;36、动力轮;37、动力电机;38、转轴;39、隔板;40、半圆形调控件;41、分检件;42、气缸一;43、输送辊;44、挡料件;45、手指气缸一;46、气缸三;47、升降台;48、气缸二;49、气缸四;50、挤压件;51、推送弹簧;52、复位柱;53、辅助弹簧一;54、联动块;55、撞杆;56、破碎头;56a、开槽;57、驱动柱;58、联动件;59、驱动块;60、连杆;61、辅助杆;62、排料刀片;63、球头件;64、驱动电机二;65、主动轴;66、气缸六;67、滑块;68、导轨;69、从动轴;70、推送压板;71、驱动皮带;72、气缸八;73、升降块;74、输水总管;75、水泵;76、水桶;77、输水支管;78、外喷管;79、齿轮;80、齿条;81、推杆电机二;82、连接杆;83、定位件;84、棘轮;85、主摩擦轮;86、定位轴;87、电动爪;88、连接筒;89、调控轴;90、气缸十;91、推动件;92、移动杆;93、气缸九;94、l形吹气管;95、导气管;96、气泵;97、从摩擦轮;98、外清洗滚刷;99、驱动电机四;100、压块;101、气缸七;102、内喷头;103、内清洗滚刷;104、辅助弹簧二;105、棘爪;106、操控柱。
具体实施方式
50.以下是本发明的具体实施例并结合附图,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
51.请参阅图1
‑
图12,本竹制品的处理方法,包括如下步骤:
52.a、锯料:将竹子的侧枝去除,选用主杆粗壮、较直、直径在8
‑
9cm的竹子,通过锯料机将竹子锯成每段20
‑
30cm长度的粗料;
53.b、去毛刺:通过倒角设备将锯料好的粗料两端倒角去毛刺,使其切口处光洁;
54.c、撞通竹节:通过加工流水线将去毛刺好的粗料内部的竹节撞通,并保留粗料底部的竹节;
55.d、打磨内部:通过加工流水线将撞通竹节好的粗料内部进行打磨,使其内部光滑;
56.e、清洗并吹干:通过加工流水线将打磨内部好的粗料内的废料倒出,对粗料进行内外清洗,并吹干。
57.步骤a中选用主杆粗壮、较直、直径在8cm的竹子,通过锯料机将竹子锯成每段25cm长度的粗料。
58.步骤d中打磨时间为10
‑
30s,在本实施例中,步骤d中打磨时间为15s。
59.步骤e中的清洗时间为40
‑
60s,在本实施例中,步骤e中的清洗时间为40s。
60.步骤e中的吹干温度为60
‑
80℃,在本实施例中,步骤e中的吹干温度为70℃。
61.加工流水线包括底座1,底座1上固定有呈环形的轨道3,轨道3上具有齿牙部3a,在本实施例中,环形轨道3采用市场上可以买到的现有产品,轨道3上设置有若干滑动台2,在本实施例中,滑动台2的数量为八个;滑动台2上水平固定有导杆32,导杆32上设置有活动座31,活动座31和转轴38下端转动连接,转轴38上端和放置转盘28下表面相固连,放置转盘28上表面具有用于定位粗料的电动卡盘27,在本实施例中,电动卡盘27采用市场上可以买到的现有产品;放置转盘28侧部还具有用于传动的防滑纹29,滑动台2上还固定有限位块35,且活动座31能与限位块35相抵靠,限位块35与滑动台2之间还安装有支撑弹簧一33,滑动台2上还固定有动力电机37,且动力电机37的输出轴竖直向下,动力电机37的输出轴端部固定有与齿牙部3a相配合的动力轮36,底座1上还依次设置有上料装置、撞通装置、打磨装置、清洗吹干装置和下料装置。
62.上料装置包括支架一26、输送架25、供料箱22、缓存台24、气缸一42、气缸二48、气缸三46和升降台47,支架一26固定在底座1上,在本实施例中,支架一26通过螺栓连接的方式固定在底座1上;输送架25固定在支架一26上,且输送架25的形状为y形,输送架25上水平设置有用于输送粗料的若干输送辊43,供料箱22固定在支架一26上,且供料箱22位于输送架25大口端的上方,供料箱22内竖直固定有隔板39,且隔板39将供料箱22分成两个储料部,供料箱22底部均设置有与储料部相连通的出料口,出料口处均水平转动设置有能将粗料逐一输出的半圆形调控件40,半圆形调控件40均与一驱动电机一23相连,缓存台24固定在支架一26上,且缓存台24位于供料箱22与输送架25之间,缓存台24上具有用于放置粗料的两个放置槽24a,放置槽24a两端均固定有限位片,缓存台24中部还具有避让通槽,气缸一42固定在支架一26上,且气缸一42的活塞杆竖直向上,气缸一42的活塞杆端部固定有分检件手指气缸三9,分检件手指气缸三9的形状为等腰三角形,气缸二48固定在支架一26上,且气缸二48的活塞杆竖直向下,升降台47固定在气缸二48的活塞杆端部,且升降台47靠近输送架25小口端,气缸三46固定在升降台47上,且气缸三46的活塞杆水平设置,气缸三46的活塞杆端部固定有用于夹取粗料的手指气缸一45,升降台47上还固定有挡料件44。
63.撞通装置包括支架二21、导向条30、驱动块59、联动块54、联动件58、挤压件50、撞杆55和气缸四49,支架二21固定在底座1上,在本实施例中,支架二21通过螺栓连接的方式固定在底座1上;导向条30竖直固定在支架二21上,驱动块59和联动块54均滑动设置在导向条30上,联动块54与导向条30之间还安装有推送弹簧51,联动件58水平滑动设置在联动块
54上,联动件58与联动块54之间还安装有辅助弹簧一53,联动件58上固定有复位柱52,挤压件50固定在导向条30上,挤压件50上具有与复位柱52相配合的倾斜挤压面,气缸四49固定在支架二21上,且气缸四49的活塞杆竖直向下,气缸四49的活塞杆端部和驱动块59相连,驱动块59上固定有驱动柱57,联动件58上还具有与驱动柱57相配合的水平接触面和倾斜避让面,撞杆55上端和联动块54相连,撞杆55下端固定有能将粗料竹节撞通的破碎头56,且破碎头56能位于放置转盘28正上方。
64.导向条30上还具有用于限位撞杆55的限位件;采用该结构,通过限位杆可在撞杆55向下移动时进行限位。
65.破碎头56为具有内腔的圆锥体。
66.破碎头56侧面具有与内腔相连通的若干开槽56a,且开槽56a呈均匀分布;采用该结构,可使破碎头56能更好的将粗料竹节撞通。
67.撞杆55内部滑动设置有辅助杆61,辅助杆61上端和连杆60下端转动连接,连杆60上端和联动件58转动连接,辅助杆61下端和球头件63相固连,破碎头56上设置有若干排料刀片62,且排料刀片62与开槽56a一一对应,排料刀片62中部和破碎刀转动连接,排料刀片62下端和球头件63转动连接,且排料刀片62上端能伸出开槽56a外;采用该结构,在破碎头56将粗料竹节撞通后,驱动块59向下复位时,驱动块59的驱动柱57与联动件58的倾斜避让面相接触,使联动件58缩进,联动件58通过连杆60使辅助杆61向上移动,辅助杆61通过球头件63带动排料刀片62摆动,排料刀片62将破碎头56的废料排出,从而可确保破碎头56正常工作。
68.打磨装置包括支架三20、气缸五19、气缸六66、升降座17、减速电机18、导轨68、滑块67和推送压板70,支架三20固定在底座1上,在本实施例中,支架三20通过螺栓连接的方式固定在底座1上;气缸五19固定在支架三20上,且气缸五19的活塞杆竖直向下,升降座17固定在气缸五19的活塞杆端部,减速电机18固定在升降座17上,且减速电机18的输出轴竖直设置,减速电机18的输出轴端部固定有用于打磨粗料内壁的打磨辊16,导轨68水平固定在支架三20上,滑块67设置在导轨68上,推送压板70固定在滑块67上,且推送压板70能与活动座31相接触,推送压板70上竖直转动设置有主动轴65和从动轴69,主动轴65与一能带动其转动的驱动电机二64相连,主动轴65与从动轴69之间套设有能使放置转盘28转动的驱动皮带71,气缸六66固定在支架三20上,且气缸六66的活塞杆水平设置,气缸六66的活塞杆端部和推送压板70相连。
69.清洗吹干装置包括支架四8、调控轴89、压块100、连接筒88、连接杆82、内清洗滚刷103、外清洗滚刷98、内喷头102、外喷管78、水桶76、水泵75、气缸七101、气缸八72、气缸九93、移动杆92、l形吹气管94和气泵96,底座1上固定有驱动电机三11,驱动电机三11的输出轴竖直向上,驱动电机三11的输出轴端部和转动轴12相连,转动轴12和转动杆13中部相连,转动杆13端部均固定有推杆电机一14,推杆电机一14的推杆竖直向下,推杆电机一14的推杆端部固定有用于夹取粗料的手指气缸二15,支架四8固定在底座1上,调控轴89水平转动设置在支架四8上,调控轴89端部和齿轮79相连,支架四8上水平滑动设置有齿条80,且齿条80与齿轮79相啮合,齿条80与一能带动其来回移动的推杆电机二81相连,调控轴89中部和连接筒88相固连,连接杆82与连接筒88滑动连接,连接杆82与连接筒88之间还安装有支撑弹簧二,连接杆82上还固定有定位件83,定位件83和定位轴86一端转动连接,定位轴86另一
端安装有用于抓取粗料的电动爪87,在本实施例中,电动爪87采用市场上可以买到的现有产品;定位轴86中部固定有棘轮84,定位轴86上还套设有复位扭簧,复位扭簧一端和定位件83相固连,复位扭簧另一端和定位轴86相固连,定位轴86中部还固定有从摩擦轮97,定位件83上还转动连接有与棘轮84相配合的棘爪105,棘爪105与定位件83之间还安装有辅助弹簧二104,棘爪105中部还具有操控柱106,气缸七101固定在支架四8上,且气缸七101的活塞杆水平设置,压块100固定在气缸七101的活塞杆端部,且压块100能与定位件83相接触,底座1上固定有废料收集盒7和废水收集盒6,且废水收集盒6位于调控轴89与废料收集盒7之间,气缸八72固定在废水收集盒6上,且气缸八72的活塞杆竖直向上,气缸八72的活塞杆端部和升降块73相连,内清洗滚刷103下端固定在升降块73上,内清洗滚刷103上端具有凹入部,内喷头102安装在凹入部内,且内喷头102的出水孔朝上,支架四8上固定有安装杆,外清洗滚刷98竖直转动设置在安装杆上,外清洗滚刷98上端和主摩擦辊相连,且主摩擦辊能与从摩擦轮97相抵靠,外清洗滚刷98下端与一能带动其转动的驱动电机四99相连,外喷管78固定在安装杆上,且外喷管78位于外清洗滚刷98侧部,且外喷管78的出水孔朝下,水桶76固定在支架四8上,水桶76和输水总管74一端相连通,输水总管74另一端和输水支管77中部相连通,输水支管77一端和内喷头102相连通,输水支管77另一端和外喷管78相连通,水泵75设置在输水总管74上,气缸九93固定在支架四8上,且气缸九93的活塞杆水平设置,移动杆92固定在气缸九93的活塞杆上,移动杆92上固定气缸十90,气缸十90的活塞杆竖直向上,气缸十90的活塞杆端部固定有与操控杆相配合的推动件91,l形吹气管94固定在移动杆92上,l形吹气管94通过导气管95和气泵96相连通,气泵96固定在支架四8上,l形吹气管94内侧面上开设有若干吹气孔。
70.导气管95上具有电加热件;采用该结构,通过电加热件可对导气管95处的空气进行加热。
71.下料装置包括支架五5和气缸十一10,支架五5固定在底座1上,支架五5上安装有用于输出粗料的输出带4,气缸十一10固定在支架五5上,且气缸十一10的活塞杆水平设置,气缸十一10的活塞杆端部固定有用于夹取粗料的手指气缸三9。
72.原理如下:通过动力电机37带动动力轮36转动,动力轮36与齿牙部3a相啮合,使滑动台2沿着轨道3移动到上料、撞通、打磨、清洗吹干工位处;
73.将粗料呈水平存放在供料箱22的供料部内,通过驱动电机一23带动半圆形调控件40转动,半圆形调控件40将供料部内的粗料逐一输出,粗料掉落到并存放在缓存台24的放置槽24a内,通过气缸一42带动分检件手指气缸三9向上移动,由于粗料的开口处比底部处要轻,分检件手指气缸三9使缓存台24处的粗料开口朝上,倾斜滑落到输送架25的输送辊43上,使粗料的开口竖直朝上由大口端向小口端处输送,当放置转盘28移动到支架一26处,通过气缸三46带动手指气缸一45伸出,使手指气缸一45靠近小口端,手指气缸一45将小口端处的粗料夹住,使气缸三46带动手指气缸一45缩回,通过气缸二48带动升降台47向下移动,手指气缸一45将粗料向下输送到放置转盘28处,电动卡盘27将粗料卡住,同时,通过挡料件44将小口端处的粗料阻挡住;
74.放置转盘28移动到破碎头56正下方后,通过气缸四49带动驱动块59向上移动,驱动块59的驱动柱57与联动件58的水平接触面相抵靠,联动件58带动联动块54向上移动,当联动件58上的复位柱52与挤压件50上的倾斜挤压面相抵靠,使联动件58缩进与驱动块59的
驱动柱57相脱离,联动块54在推送弹簧51的作用下,联动块54带动撞杆55向下移动,撞杆55带动破碎头56向下移动,破碎头56将放置转盘28上粗料竹节撞通,通过气缸四49带动驱动块59向下移动,在联动件58的倾斜避让面作用下,驱动块59能够向下实现顺利复位;
75.放置转盘28将粗料输送到打磨辊16下方后,通过减速电机18带动打磨辊16转动,通过驱动电机二64带动主动轴65转动,主动轴65使驱动皮带71转动,通过气缸五19带动升降座17向下移动,升降座17使打磨辊16插入到放置转盘28上的粗料内部,通过气缸六66带动推送压板70移动,推送压板70与活动座31相接触并使打磨辊16与放置转盘28上的粗料内部相抵靠,同时,驱动皮带71带动放置转盘28转动,放置转盘28带动粗料转动,随着打磨辊16和粗料的转动,打磨辊16对粗料内部进行打磨;
76.放置转盘28将粗料输送到支架四8处后,通过驱动电机三11带动转动轴12转动,转动轴12带动转动杆13转动,通过手指气缸二15将放置转盘28处的粗料搬运到电动爪87处,电动爪87将粗料底部夹住,通过推杆电机二81带动齿条80继续移动,使电动爪87摆动180
°
,粗料开口呈朝下状态,粗料内的废料掉落到废料收集盒7内,通过气缸七101带动压块100伸出,压块100与定位件83相接触,连接杆82逐渐缩入到连接筒88,连接杆82带动电动爪87缩进,使电动爪87上的粗料最终位于内清洗滚刷103的正上方且主摩擦辊与从摩擦辊抵靠,通过气缸八72带动升降块73向上移动,升降块73带动内清洗滚刷103向上移动,使内清洗滚刷103伸入到粗料内,通过内喷头102和外喷管78对粗料内外部进行喷水,通过驱动电机四99带动外清洗滚刷98转动,同时,主摩擦辊带动从摩擦辊转动,使粗料转动,在内清洗滚刷103和外清洗滚刷98的共同作用下,将粗料内外部清洗干净,在从摩擦轮97带动定位轴86正转时,定位轴86使复位扭簧产生变形,由于棘轮84与棘爪105的配合,此时,定位轴86不能反转复位;之后,通过气缸八72带动内清洗滚刷103向下复位,通过气缸七101带动压块100缩回,在支撑弹簧二的作用下,电动爪87逐渐复位,通过推杆电机二81带动齿条80继续移动,使电动爪87摆动90
°
,粗料开口呈水平状态,通过气泵96向l形吹气管94处输气,通过气缸九93带动移动杆92靠近粗料,气缸十90带动推动件91向上移动,推动件91与操控杆相接触,将棘爪105从棘轮84处顶起,在复位扭簧的扭力作用下,使定位轴86反转,定位轴86使粗料快速转动,并在l形吹气管94的配合下,将粗料吹干,通过气缸九93带动移动杆92复位,通过推杆电机二81带动齿条80继续移动,使电动爪87再摆动90
°
,将粗料复位,可对粗料内外清洗并吹干;
77.电动爪87将粗料复位后,通过手指气缸三9将电动爪87上的粗料夹住,通过气缸十一10带动手指气缸三9向输出带4处移动,从而可将粗料顺利放到输出带4上;
78.从而完成粗料的连续加工作业。
79.以上部件均为通用标准件或本技术领域人员知晓的部件,其结构和原理都为本技术人员均可通过技术手册得知或通过常规实验方法获知。
80.本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1