一种吊椅曲线型柳木构件弯曲定型工艺方法与流程
1.本发明属于木材弯曲技术领域,具体涉及一种吊椅曲线型柳木构件弯曲定型工艺方法。
背景技术:
2.吊椅(hangingchair),历史上由著名设计师南娜
·
迪策尔和约根
·
迪策尔,1957年设计蛋形的椅子用柳条编织而成,放上布坐垫,上方用绳索吊挂起来,坐在里面犹如荡秋干,是同类椅子的代表作品,。自此吊椅被人们所熟知且应用。吊椅是一种比较悠闲有趣的家具,一张吊椅,就可以使得整个阳台变得诗意起来晃动的椅子为环境增添了不少的乐趣。吊椅与阳台的装修、家具在材质和色彩上保持统一,使阳台休闲区的整体性更强。柳木制的吊椅,纯自然的味道,想想阳台的一角,坐着轻轻摇晃的吊椅,享受温暖的阳光和自然的气息,舒适随意,亲切自然。大城市生活的紧张、拥挤和环境污染,使人们产生厌倦心理,人们越来越向往能享受更多阳光、空气、鸟语花香的环境。柳木吊椅造型朴拙,形成一种自然轻松的田园韵味。居室区摆上一两件柳柳编的吊椅,居室空间中田野风味扑面而来。它永远都能给人一种透心凉的快感,它凉爽、柔软的质感,更是其他家具无法媲美的。交错相连的古朴款式营造出自然爽朗的气息,以完全自然的触感使人置身于家居中倍感舒适。吊椅曲线型柳木构件主要采取的是木材的弯曲方法,软化方法有微波法、水煮法、气蒸法等,例如用蒸煮的方法处理,将使木材含水率增大,陈化定型时间延长,废品率增加;化学方法是使用如液态氨、气态氨、单宁酸等化学药剂的方法,例如1955年stamm首先提出用液氨来使木材软化,用液态氨软化处理后成型的弯曲木,在水分、热量作用下几乎不回弹,吊椅应用性能差,而用气态氨软化的弯曲木,其形状稳定性差些。柳编,是指用柳条编织成器物的工艺技术,也泛指用各种柳编成的器物。在春秋战国时代,出现了“杯”。用细柳条编织而成的杯、盘,外表涂有防水和装饰的漆层。唐宋时期,人们取杞柳的细条,“火逼令柔曲,作箱箧”。柳木的抗弯强度、抗压缩强度、抗震强度和刚性均差,蒸汽弯曲性能不良。所以通过蒸汽软化弯曲效果差。以传统技艺生产的弯曲方法并不能满足吊椅性能的使用要求,严本领域技术人员亟待开发一种吊椅曲线型柳木构件弯曲定型工艺方法。
技术实现要素:
3.本发明的目的是针对现有的问题,提供了一种吊椅曲线型柳木构件弯曲定型工艺方法。
4.一种吊椅曲线型柳木构件弯曲定型工艺方法,包括如下步骤:(1)将外观良好无疤节的柳木板加工为含水率13~14%的柳木板方材;(2)中和软化:将板方材用中和软化液常温浸泡2~4h,使其含水率达到18~20%,然后浸泡于盐酸溶液中浸泡55~60min;以往六次四甲基胺和水杨酸粉治手足多汗、腋部多汗、外阴多汗。因为柳木中含有水杨酸,水杨酸(邻羟基苯甲酸)是一种有机弱酸,柳木中还含有鞣酸等弱酸。本发明先用六次甲基四胺浸泡,六次四甲基胺呈碱性,可以去除柳木中的水杨酸、鞣酸等物质,软化木材,
进一步的再采用盐酸浸泡,实现软化作用。
5.六次四甲基胺水溶液与盐酸酸共热时水解,释放气体并生成铵盐。如(ch2)6n4+4hcl+6h20=6ch2o+4nh4cl。而没有强酸存在时,在常温下几乎没有水解作用,水溶液是相当安定的。
6.(3)烘烤软化:25~30℃下把浸泡后的板方材放入烘箱中,通电升温膨化,升温至275~315℃,开始持续时间为4~5分钟的烘烤后,断电出箱;(4)模具弯曲成形:经烘烤软化的板方材,放模具之间并固定,采用冲击型曲木机进行弯曲,得弯曲板方材;(5)蛋型罐固型陈化:弯曲板方材在室内常温条件下放置于蛋型陈化罐进行固型陈化处理,采用螺栓套将弯曲板方材与蛋型陈化罐固定在一起,且与蛋型陈化罐贴合,保持弯曲状态,固型陈化温度为45~50℃,湿度70~80%,固型陈化时间为55~60h,陈化定型后的含水率为10.5~11%,即得吊椅曲线型柳木构件。
7.进一步的,所述步骤(1)所述柳木板为杞柳木板、旱柳木板、垂柳木板中的其中一种。
8.杞柳,为杨柳科柳属落叶灌木,又名红皮柳、笆斗柳,簸箕柳等。
9.旱柳树冠丰满,是北方常用的庭荫树、行道树。旱柳木制坚韧、花纹秀丽、色泽柔和、简洁清雅。垂柳落叶乔木,柳枝细长,柔软下垂,是我国的原生树种,是我国被记述的人工栽培最早的树种,也是分布范围最广的植物之一,性喜湿地,生长迅速。
10.进一步的,所述步骤(2)烘箱升温速率30~35℃/min。
11.进一步的,所述步骤(4)的压力68~75mpa,温度140~155℃,弯曲维持时间为17~18min,弯曲曲率半径为170~190mm、弯曲速度为65
°
~75
°
/s。
12.进一步的,所述步骤(2)中和软化液是由质量分数35~40%的六次甲基四胺水溶液,所述步骤(2)盐酸溶液为质量分数8~10%的盐酸溶液。
13.进一步的,所述蛋型陈化罐的内表面与吊椅外表面相对应配合。
14.本发明的有益效果:本发明将柳木板方材放在六次四甲基胺溶液中,呈碱性,组成简单,处理一定时间后木材即得到软化。取出后用清水清洗,就可进行初步弯曲,软化效果好,碱处理软化的木材干燥定形后浸入水中,变形可恢复,辅助外力小,弯曲半径小时间短,成品破损率低,定型后的形状回弹小,中和软化,可得到足够的塑性,可进行任意弯曲,六次四甲基胺对木质素和多聚糖都是较好的膨胀剂,使木质素发生扭曲变形,但分子链不溶解,同时使木质素与多糖的化学联结松弛,而呈软化状态,气体进到纤维素的结晶区,使晶格变大和疏松增加,导致纤维素大分子链间相互移动易于发生而呈现良好塑性,但由于六次四甲基胺浸泡使木材结构松散,尤其是纤维结晶区都有氨进入,大分子链之间的相互移动能力增强。使用与吊椅外形相对应的蛋型陈化罐,将板方材直接对应的定型陈化,尺寸变化小,装配配合度高,配合效果好,有利于提高吊椅生产的工作效率,减少回弹率。
15.本发明相比现有技术具有以下优点:以往单纯的采用加热,如高频加热、微波加热或蒸汽加热的处理方式弯曲软化木材,但随着木材温度的提高而提高,水份挥发,但是本材温度过高时,所需的热能加大,增加生产成本,同时也会使木材发生降解,降低木材的强度,废品率提高,本发明通过中和软化剂的浸泡,中和软化,可得到足够的塑性,可进行任意弯曲,六次四甲基胺对木质素和多聚
糖都是较好的膨胀剂,使木质素发生扭曲变形,但分子链不溶解,同时使木质素与多糖的化学联结松弛,而呈软化状态,气体进入纤维素的结晶区,使晶格扩大和变得疏松,导致纤维素大分子链间相互移动易于发生而呈现良好塑性,但由于六次四甲基胺浸泡使木材结构松散,尤其是纤维结晶区都有氨进入,大分子链之间的相互移动能力增强,本发明公开的吊椅曲线型柳木构件基本上保持了板材原有的力学性质,在实际使用当中,生产工艺简单,工艺条件容易控制,在使用过程中,受外界温度、湿度等变化的影响小,产生回弹的现象小,适合应用于吊椅板的生产工艺中。
附图说明
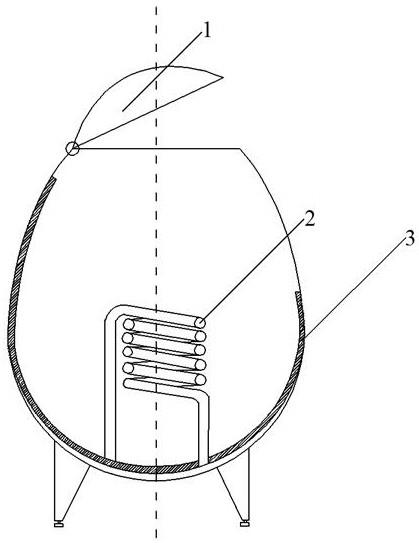
16.图1是本发明蛋型陈化罐结构示意图。图2是图1的左视图。
17.图中,1-顶盖,2-变温盘管,3-吊椅曲线型柳木构件。
具体实施方式
18.实施例1杞柳,为杨柳科柳属落叶灌木,又名红皮柳、笆斗柳,簸箕柳等。首先,选择阜阳阜南中岗大青皮十年杞柳板材,(含水量12%,密度0.456kg/cm3、顺纹抗压强度331.5kg/cm2、抗弯强度587.3kg/cm2),其次、将外观良好无疤节的柳木板加工为含水率13%的柳木板方材20mm
×
20mm
×
100mm;其次、中和软化:将板方材用中和软化液常温浸泡3h,使其含水率达到19%,然后浸泡于盐酸溶液中浸泡58min,中和软化液是由质量分数37%的六次甲基四胺水溶液,盐酸溶液为质量分数8%的盐酸溶液;其次、烘烤软化:25℃下把浸泡后的板方材放入烘箱中,通电升温膨化,烘箱升温速率30℃/min,升温至285℃,开始持续时间为4.5分钟的烘烤后,断电出箱;其次、模具弯曲成形:经烘烤软化的板方材,放模具之间并固定,采用冲击型曲木机进行弯曲,得弯曲板方材,压力70mpa,温度150℃,弯曲维持时间为17.5min,弯曲曲率半径为175mm、弯曲速度为70
°
/s;最后、蛋型罐固型陈化:蛋型陈化罐的内表面与吊椅外表面相对应配合,弯曲板方材在室内常温条件下放置于蛋型陈化罐进行固型陈化处理,采用螺栓套将弯曲板方材与蛋型陈化罐固定在一起,且与蛋型陈化罐贴合,保持弯曲状态,固型陈化温度为470℃,湿度75%,固型陈化时间为57h,陈化定型后的含水率为10.84%,即得吊椅曲线型柳木构件。
19.实施例2旱柳,树冠丰满,是北方常用的庭荫树、行道树。旱柳木制坚韧、花纹秀丽、色泽柔和、简洁清雅。首先、选择阜阳阜南郜台树龄11年高13m胸径26cm的馒头旱柳芯板材,(含水量12%,密度0.596kg/cm3、顺纹抗压强度402.3kg/cm2、抗弯强度889.5kg/cm2)第一步、将外观良好无疤节的柳木板加工为含水率13%的20mm
×
20mm
×
300mm柳木板方材;第二步、中和软化:将板方材用中和软化液常温浸泡2h,使其含水率达到18%,然后浸泡于盐酸溶液中浸泡55min,中和软化液是由质量分数35%的六次甲基四胺水溶液,盐酸溶液为质量分数8%的盐酸溶液;第三步、烘烤软化:25℃下把浸泡后的板方材放入烘箱中,通电升温膨化,烘箱升温速率30℃/min,升温至275℃,开始持续时间为4分钟的烘烤后,断电出箱;第四步、模具弯曲成形:经烘烤软化的板方材,放模具之间并固定,采用冲击型曲木机进行弯曲,得弯曲板方材,压力68mpa,温度140℃,弯曲维持时间为17min,弯曲曲率半径为170mm、弯曲速度为
65
°
/s;第五步、蛋型罐固型陈化:蛋型陈化罐的内表面与吊椅外表面相对应配合,弯曲板方材在室内常温条件下放置于蛋型陈化罐进行固型陈化处理,采用螺栓套将弯曲板方材与蛋型陈化罐固定在一起,且与蛋型陈化罐贴合,保持弯曲状态,固型陈化温度为45℃,湿度70%,固型陈化时间为55h,陈化定型后的含水率为10.5%,即得吊椅曲线型柳木构件。
20.实施例3垂柳,落叶乔木,柳枝细长,柔软下垂,是我国的原生树种,是我国被记述的人工栽培最早的树种,也是分布范围最广的植物之一,性喜湿地,生长迅速。首先、选择阜阳阜南黄岗树龄12年高9m胸径16cm的无性青皮垂柳板材,(含水量12%,密度为0.464g/cm3,但顺纹抗压强度为328.5kg/cm2、抗弯强度为787.1kg/cm2);其次、将外观良好无疤节的柳木板加工为含水率14%的20mm
×
20mm
×
300mm柳木板方材;然后、中和软化:将板方材用中和软化液常温浸泡4h,使其含水率达到20%,然后浸泡于盐酸溶液中浸泡58min,中和软化液是由质量分数40%的六次甲基四胺水溶液,盐酸溶液为质量分数9%的盐酸溶液;接着、烘烤软化:30℃下把浸泡后的板方材放入烘箱中,通电升温膨化,烘箱升温速率33℃/min,升温至315℃,开始持续时间为5分钟的烘烤后,断电出箱;然后、模具弯曲成形:经烘烤软化的板方材,放模具之间并固定,采用冲击型曲木机进行弯曲,得弯曲板方材,压力75mpa,温度155℃,弯曲维持时间为18min,弯曲曲率半径为190mm、弯曲速度为75
°
/s;最后、蛋型罐固型陈化:蛋型陈化罐的内表面与吊椅外表面相对应配合,弯曲板方材在室内常温条件下放置于蛋型陈化罐进行固型陈化处理,采用螺栓套将弯曲板方材与蛋型陈化罐固定在一起,且与蛋型陈化罐贴合,保持弯曲状态,固型陈化温度为50℃,湿度80%,固型陈化时间为60h,陈化定型后的含水率为11%,即得吊椅曲线型柳木构件。
21.将实施例1-3的弯曲后的板材进行性能测试,性能测试结果见表1表1实施例1-3的弯曲后的板材进行的性能测试结果 实施例1实施例2实施例3顺纹抗压强度kg/cm2318.3398.6321.4抗弯强度kg/cm2561.6853.5774.6含水率/%10.8410.511回弹性%1.81.91.7注:回弹率=1-从曲木机弯曲后的曲率半径/从固型陈化后的曲率半径。顺纹抗压强度按gb/t1935-2009木材顺纹抗压强度试验方法;含水率检测方法及计算按gb/t1931-2009木材含水率测定方法的规定进行;密度检测方法及计算按gb/t1933-2009木材密度测定方法的规定进行;木材抗弯强度检测方法及计算按gb/t1936.1-2009木材抗弯强度试验方法的规定进行。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1