一种超细玄武岩纤维网胎生产线的制作方法
1.本发明属于非织造布生产技术领域,具体涉及一种超细玄武岩纤维网胎生产线。
背景技术:
2.玄武岩纤维是以天然玄武岩拉制的连续纤维。是玄武岩石料在1450℃~1500℃熔融后,通过铂铑合金拉丝漏板高速拉制而成的连续纤维。纯天然玄武岩纤维的颜色一般为褐色,有金属光泽。玄武岩纤维是一种新型无机环保绿色高性能纤维材料,它是由二氧化硅、氧化铝、氧化钙、氧化镁、氧化铁和二氧化钛等氧化物组成。玄武岩连续纤维不仅强度高,而且还具有电绝缘、耐腐蚀、耐高温等多种优异性能。此外,玄武岩纤维的生产工艺决定了产生的废弃物少,对环境污染小,且产品废弃后可直接在环境中降解,无任何危害,因此是一种名副其实的绿色、环保材料。我国已把玄武岩纤维列为重点发展的四大纤维(碳纤维、芳纶、超高分子量聚乙烯、玄武岩纤维)之一,实现了工业化生产。玄武岩连续纤维已在纤维增强复合材料、摩擦材料、造船材料、隔热材料、汽车行业、高温过滤织物以及防护领域等多个方面得到了广泛的应用。现有技术中玄武岩纤维网胎的生产线结构复杂、占地面积大且生产工艺流程繁琐。
技术实现要素:
3.为解决以上问题,本发明提出了一种结构紧凑、占地面积小、省时省力、工作效率高的超细玄武岩纤维网胎生产线。
4.为实现以上目的的技术解决方案如下:
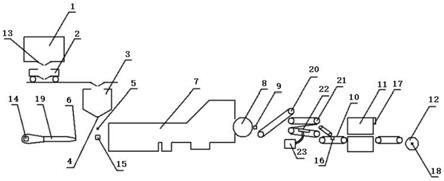
5.一种超细玄武岩纤维网胎生产线,包括机架以及依次连接的喂料装置、熔料拉丝装置、气流梳理装置、铺网装置、针刺装置和成卷装置,所述喂料装置的出料口与熔料拉丝装置的进料口连通,所述熔料拉丝装置的出料口与气流梳理装置的入料口连通,所述气流梳理装置的出料口与铺网装置连接,铺网装置的出料口与针刺装置的入料口连通,成卷装置安装在针刺装置出料处。
6.进一步地,所述喂料装置包括原料箱、原料运输机构,所述原料箱固定安装在机架上,所述原料运输机构可移动地安装在机架上,所述原料运输机构的底部设置有原料运输机构出料口,所述原料箱底部设置有原料箱出料口和喂料控制装置,通过所述喂料控制装置能够调节原料箱出料口开合时间,从而改变喂料量的大小,喂料装置还包括驱动原料运输机构移动的第六驱动电机、驱动原料运输机构出料口开合的第七驱动电机。
7.进一步地,所述熔料拉丝装置包括熔料窑炉、漏板、拉丝装置,熔料窑炉固定安装在机架上,漏板固定安装在熔料窑炉的出料口,拉丝装置固定安装在漏板下方。
8.进一步地,所述气流梳理装置包括气流产生装置、纤维梳理箱、道夫与斩刀,气流产生装置安装在纤维梳理箱入口处,道夫可转动地安装在纤维梳理箱的出口,斩刀可振动地安装在距离道夫一预定距离位置处,气流产生装置包括风机、风腔,风腔的一端内安装有所述风机,风腔的另一端为气流出口,风机内安装有加热装置,通过风机制造气流,再通过
气流出口吹出形成梳理气流,气流梳理装置还包括驱动道夫的第一驱动电机、驱动斩刀振动的第二驱动电机。
9.进一步地,在所述拉丝装置的下方、气流出口与纤维梳理箱的入料口之间设置有纤维导向装置。
10.进一步地,所述纤维梳理箱内部包括纤维冷却区、气流除杂区和纤维梳理区,所述纤维冷却区内部布满水循环管道,水循环管道两端接水箱,冷却水在水循环管道内循环,所述气流除杂区包括分流气道、气流发生装置和杂质接收装置,气流发生装置提供反重力方向气流,纤维长丝吹入纤维分流气道进入纤维梳理区,纤维中的杂质落入分流气道下方的杂质接收装置中,所述纤维梳理区包括梳理工作辊、剥毛辊、主锡林,所述主锡林、梳理工作辊、剥毛辊上包裹针布,长丝纤维由主锡林卷入,剥毛辊与梳理工作辊共同作用。
11.进一步地,所述铺网装置包括安装在机架上的上下输送帘、底输送帘、驱动上输送帘移动的第八驱动电机、驱动下输送帘移动的第九驱动电机、驱动底输送帘移动的第十驱动电机。
12.进一步地,所述底输送帘下方设置负压吸附装置,两边设置压边装置,尾部位置设置厚度控制装置,其中压边装置由一对间距可调的压力辊组成,负压吸附装置连接安装在底输送帘下方的真空泵,底输送帘由孔隙材料制成,保证负压能作用在玄武岩网胎,底输送帘尾部设置网胎厚度控制装置,网胎厚度控制装置由上下两帘组成,上帘用于将超厚部分送出,下帘用于将等厚部分输出至针刺装置。
13.进一步地,所述针刺装置包括喂入机构、针刺机构,所述针刺机构固定安装在机架上,所述针刺机构包括剥网板、托网板、针板及刺针往复运动机构,喂入机构固定安装在针刺机构进料侧机架上,喂入机构包括喂入帘与喂入辊,喂入辊可旋转地安装在机架上,喂入帘安装在喂入辊上,针刺装置输出端设置重力传感器,检测网胎面密度,并反馈铺网装置,控制网胎面密度稳定,针刺机构上设置控制系统,所述控制系统用于调节针刺速度、频率、深度从而得到不同表面状态的网胎,针刺装置还包括驱动喂入辊旋转的第三驱动电机、驱动刺针往复运动机构运动的第四驱动电机。
14.进一步地,所述成卷装置包括安装在机架上的张力辊和收卷辊,所述收卷辊包括前收卷辊、网胎收卷轴与后收卷辊,成卷装置还包括驱动前收卷辊与后收卷辊转动的第十一驱动电机,所述收卷辊上安装计长装置,实时记录网胎总输出量。
15.与现有技术相比,本发明的有益效果是:
16.(1)本发明通过依次连接设置的喂料装置、熔料拉丝装置、气流梳理装置、铺网装置、针刺装置和成卷装置实现超细玄武岩纤维网胎的生产,气流梳理装置用于将熔料拉丝装置输出的单丝纤维进行充分的气流喷吹以完成梳理,再将得到的细小纤维束输送到在其后方的道夫上,道夫后方安装斩刀,纤维束集合形成的纤维网从道夫上剥落,形成单层连续纤维网,通过铺网装置叠层形成多层连续纤维网,通过针刺装置将得到的多层连续纤维网进行预针刺处理,得到超细玄武岩纤维网胎,整个生产线结构布局紧凑合理,生产效率高;
17.(2)纤维梳理箱内部包括纤维冷却区、气流除杂区和纤维梳理区,通过对纤维的冷却、吹送除杂和梳理,使得纤维充分筛选除杂,提高了纤维网胎生产质量;
18.(3)针刺装置输出端设置重力传感器,检测网胎面密度,并反馈铺网装置,控制网胎面密度稳定,针刺机构上设置控制系统,所述控制系统用于调节针刺速度、频率、深度从
而得到不同表面状态的网胎,从而进一步提高生产效率与控制精度。
附图说明
19.图1是超细玄武岩纤维网胎生产线图。
20.图2是纤维梳理箱结构示意图。
21.图3是针刺机构结构示意图。
22.图4是成卷装置结构示意图。
23.图5是网胎厚度控制装置结构示意图。
24.图中:1
‑
原料箱,2
‑
原料运输机构,3
‑
熔料窑炉,4
‑
漏板,5
‑
拉丝装置,6
‑
气流出口,7
‑
纤维梳理箱,8
‑
道夫,9
‑
斩刀,10
‑
喂入机构,11
‑
针刺机构,12
‑
成卷机构,13
‑
喂料控制装置,14
‑
风机,15
‑
纤维导向装置,16
‑
重力传感器,17
‑
控制系统,18
‑
计长装置、19
‑
风腔,20
‑
上下输送帘、21
‑
底输送帘,22
‑
负压吸附装置,23
‑
真空泵,24
‑
纤维冷却区,25
‑
水循环管道,26
‑
水箱,27
‑
除杂区,28
‑
除杂风机,29
‑
分流气道,30
‑
梳理单元,31
‑
主锡林,32
‑
杂质箱,33
‑
刺针往复运动机构,34
‑
剥网板,35
‑
托网板,36
‑
张力辊,37
‑
前收卷辊,38
‑
网胎收卷轴,39
‑
后收卷辊,40
‑
厚度控制装置上帘、41
‑
厚度控制装置下帘。
具体实施方式
25.下面结合附图对本发明作进一步的详细描述。
26.结合图1,一种超细玄武岩纤维网胎生产线,超细玄武岩纤维网胎中的纤维单丝直径小于等于5μm,网胎厚度小于等于20mm,所述生产线包括机架以及依次连接的喂料装置、熔料拉丝装置、气流梳理装置、铺网装置、针刺装置和成卷装置,所述喂料装置的出料口与熔料拉丝装置的进料口连通,所述熔料拉丝装置的出料口与气流梳理装置的入料口连通,所述气流梳理装置的出料口与铺网装置连接,铺网装置的出料口与针刺装置的入料口连通,成卷装置安装在针刺装置出料处。
27.进一步地,所述喂料装置包括原料箱1、原料运输机构2,所述原料箱1固定安装在机架上,所述原料运输机构2可移动地安装在机架上,所述原料运输机构2的底部设置有原料运输机构出料口,所述原料箱1底部设置有原料箱出料口和喂料控制装置13,通过所述喂料控制装置13能够调节原料箱出料口开合时间,从而改变喂料量的大小,喂料装置还包括驱动原料运输机构2移动的第六驱动电机、驱动原料运输机构出料口开合的第七驱动电机。喂料装置上设置称重反馈系统,根据原料输出情况实时调节原料喂入量,保证生产线内原料量始终在一定范围内波动。
28.进一步地,所述熔料拉丝装置包括熔料窑炉3、漏板4、拉丝装置5,熔料窑炉3固定安装在机架上,漏板4固定安装在熔料窑炉3的出料口,拉丝装置5固定安装在漏板4下方。
29.进一步地,所述气流梳理装置包括气流产生装置、纤维梳理箱7、道夫8与斩刀9,气流产生装置安装在纤维梳理箱7入口处,道夫8可转动地安装在纤维梳理箱7的出口,斩刀9可振动地安装在距离道夫8一预定距离位置处,气流产生装置包括风机14、风腔19,风腔19的一端内安装有所述风机14,风腔19的另一端为气流出口6,风机14内安装有加热装置,通过风机14制造高温气流,再通过气流出口6吹出形成梳理气流,气流梳理装置还包括驱动道夫8的第一驱动电机、驱动斩刀9振动的第二驱动电机。
30.进一步地,在所述拉丝装置5的下方、气流出口6与纤维梳理箱7的入料口之间设置有纤维导向装置15,使纤维按照规定方向运动,减少浪费,提高成网率。
31.进一步地,结合图2,所述纤维梳理箱7内部包括纤维冷却区24、气流除杂区27和纤维梳理区,所述纤维冷却区24内部布满水循环管道25,水循环管道25两端接水箱26,冷却水在水循环管道25内循环,所述气流除杂区27包括分流气道29、气流发生装置28和杂质接收装置32,气流发生装置28提供反重力方向气流,纤维长丝吹入纤维分流气道29进入纤维梳理区,纤维中的球形杂质及其他金属杂质落入分流气道29下方的杂质接收装置32中,所述纤维梳理区包括梳理单元30、主锡林31,梳理单元30上包括梳理工作辊、剥毛辊,所述主锡林31、梳理工作辊、剥毛辊上包裹针布,长丝纤维由主锡林31卷入,剥毛辊与梳理工作辊共同作用。
32.进一步地,所述铺网装置包括安装在机架上的上下输送帘20、底输送帘21、驱动上输送帘移动的第八驱动电机、驱动下输送帘移动的第九驱动电机、驱动底输送帘21移动的第十驱动电机。
33.进一步地,所述底输送帘21下方设置负压吸附装置22,两边设置压边装置,尾部位置设置厚度控制装置,其中压边装置由一对间距可调的压力辊组成,负压吸附装置22连接安装在底输送帘21下方的真空泵23,底输送帘21由孔隙材料制成,保证负压能作用在玄武岩网胎,结合图5,底输送帘21尾部设置网胎厚度控制装置,网胎厚度控制装置由上下两帘组成,上帘40用于将超厚部分送出,下帘41用于将等厚部分输出至针刺装置。
34.进一步地,所述针刺装置包括喂入机构10、针刺机构11,所述针刺机构11固定安装在机架上,结合图3,所述针刺机构11包括剥网板34、托网板35、针板及刺针往复运动机构33,喂入机构10固定安装在针刺机构11进料侧机架上,喂入机构10包括喂入帘与喂入辊,喂入辊可旋转地安装在机架上,喂入帘安装在喂入辊上,针刺装置输出端设置重力传感器16,检测网胎面密度,并反馈铺网装置,控制网胎面密度稳定,针刺机构11上设置控制系统17,所述控制系统17用于调节针刺速度、频率、深度从而得到不同表面状态的网胎,针刺装置还包括驱动喂入辊旋转的第三驱动电机、驱动刺针往复运动机构33运动的第四驱动电机。
35.进一步地,结合图4,所述成卷装置包括安装在机架上的张力辊36和收卷辊,所述收卷辊包括前收卷辊37、网胎收卷轴38与后收卷辊39,成卷装置还包括驱动前收卷辊与后收卷辊转动的第十一驱动电机,所述收卷辊上安装计长装置18,实时记录网胎总输出量。
36.梳理装置用于将熔料拉丝装置输出的单丝纤维进行充分的气流喷吹以完成梳理,再将得到的细小纤维束输送到在其后方的道夫上;道夫后方安装斩刀,纤维束集合形成的纤维网从道夫上剥落,形成单层连续纤维网。通过铺网装置叠层形成多层连续纤维网,通过针刺装置将得到的多层连续纤维网进行预针刺处理,得到超细玄武岩纤维网胎。本发明能够将玄武岩原料加工为玄武岩纤维网,生产线结构紧凑,占地面积小,而且省时省力,省去大量中间环节,有利于提高工作效率。
37.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1