一种编织机的高性能连续编织包覆芯线平台的制作方法
[0001]
本实用新型涉种一种编织机的编织平台,特别是一种编织机的高性能连续编织包覆芯线平台。
背景技术:
[0002]
目前,有许多厂家在使用编织机在芯线外,对芯线实施包覆编织,所述的芯线为导管类、绳类、电线电缆类,特别是医用导管、工业类柔性金属丝或管;采用编织机来对芯线类导管进行包覆编织生产产品时,只单独使用编织机进行编织,在编织一定的长度后,需要人工进行打盘收卷,而且人工在收卷打盘时,导致编织完的芯线排列在线盘上不均匀,由于一些特殊类芯线怕污染,不能接触,因为人为的干预而污染了所编织的产品,严重影响了产品的质量。在传统的编织机的编织平台上需要人工辅助才能实现。
[0003]
采用现有编织机编织芯线存在的缺点是:编织产品时,需要人工进行干预进行打盘收卷、污染了编织的产品、编织效率低、费时、费力,影响了产品质量。
技术实现要素:
[0004]
本实用新型的目的是要提供一种编织机的高性能连续编织包覆芯线平台,解决现有技术编织芯线时,需要人工进行干预进行打盘收卷、污染编织的产品、编织效率低的问题。
[0005]
本实用新型的目的是这样实现的:连续编织包覆芯线平台包括:主动恒张力放线机、编织机、同轴牵引机和恒张力收线机;编织机和同轴牵引机并排放置,在编织机的输入侧放置有主动恒张力放线机,在同轴牵引机的输出侧放置有恒张力收线机;编织芯线从主动恒张力放线机开始输入,经过编织机和同轴牵引机包覆编织、牵引到达恒张力收线机输出,完成对芯线导管类的包覆编织。
[0006]
主动恒张力放线机包括:放线线盘、放线动滑轮组、出线定滑轮、进线定滑轮和放线动力机架组;主动恒张力放线机有放线动力机架组的支架,在支架的后侧连接有放线动力机架组,放线动力机架组的输出轴与放线动力机架组的线盘轴连接,线盘轴穿过支架至另一侧,放线线盘套接在线盘轴上;在放线线盘上方的支架上连接有放线动滑轮组,在放线动滑轮组上方的支架上有放线动力机架组的横梁,在横梁的一端连接有出线定滑轮,在横梁的另一端连接有进线定滑轮。
[0007]
编织机包括:芯管组件和携纱锭;编织机有一编织机底座,编织机安装在编织机底座的上端;在编织机的一侧有闭环圆形的“8”轨道,在“8”轨道上运行有携纱锭,闭环圆形的“8”轨道的圆形中心安装有芯管组件。
[0008]
所述的芯管组件包括:导管套、芯管、托盘和固定法兰;在芯管上连接有托盘和固定法兰;在芯管的输出端连接有导管套,芯线穿过芯管,从导管套输出,托盘用于支撑携纱锭对芯线实施包覆编织时的纱线;芯管组件通过固定法兰固定在底座上。
[0009]
同轴牵引机有一同轴牵引机底座,同轴牵引机安装在同轴牵引机底座的上端;同
轴牵引机有牵引轮组。
[0010]
所述的牵引轮组包括:主动牵引轮、辅助压轮和被动牵引轮;主动牵引轮和被动牵引轮均为二个,辅助压轮为多个,主动牵引轮、辅助压轮和被动牵引轮均为分列二排对应布置,并按主动牵引轮、辅助压轮和被动牵引轮顺序排列;纱线从二排牵引轮之间穿过。
[0011]
恒张力收线机包括:收线定滑轮、导向定滑轮、收线动滑轮组、排线往复装置、收线线盘和收线动力机架组;恒张力收线机有收线动力机架组的支架,在支架的后侧连接有收线动力机架组,收线动力机架组的输出轴与收线动力机架组的线盘轴连接,线盘轴穿过支架至另一侧,收线线盘套接在线盘轴上;在收线线盘上方的支架上顺序连接有排线往复装置和收线动滑轮组;收线动滑轮组上方的支架上有放线动力机架组的横梁,在横梁的一端连接有收线定滑轮,在横梁的另一端连接有导向定滑轮。
[0012]
所述的放线动滑轮组和收线动滑轮组结构相同,均包括:动滑轮、动滑轮支架、滑块和滑杆;动滑轮支架固定在主动恒张力放线机上,在动滑轮支架有两组,每一组有二个支架上下分布,在二个支架之间连接有滑杆;在滑杆上安装有滑块,在滑块上连接有动滑轮,动滑轮与滑块一起在滑杆上下移动。
[0013]
所述的放线动力机架组和收线动力机架组结构相同,均包括:横梁、机架、动力马达、线盘轴;在机架的上端连接有横梁,机架的下端连接在移动平台上;在移动平台上方的机架上连接有动力马达;线盘轴穿过机架与动力马达的输出轴连接。
[0014]
所述的排线往复装置为:往复排线器;或者为滚珠丝杠滑台。
[0015]
有益效果,由于采用了上述方案,编织机编织包覆芯线产品时,主动恒张力放线机、编织机、同轴牵引机、恒张力收线机同时进行工作,共同协作完成;在主动恒张力放线机上装有放线线盘,放线线盘上装有要进行编织的芯线,动恒张力放线机输出预编织的芯线;预编织的芯线经过编织机的中心芯管进入同轴牵引机,编织机上的携纱锭对预编织的芯线进行编织;同轴牵引机同时进行牵引工作,将已编织的芯线进行连续牵引至恒张力收线机;恒张力收线机进行收卷打盘,实现编织芯线的主动放线,编织、牵引、收卷打盘。是一体化的连续包覆编织芯线和自动化生产平台。
[0016]
解决了现有技术编织芯线时,需要人工进行干预进行打盘收卷、污染编织的产品、编织效率低的问题,达到了本实用新型的目的。
[0017]
优点;采用了主动恒张力放线机、编织机、同轴牵引机、恒张力收线机的共同协作,实现包覆编织芯线的高性能连续编织,改变了人工辅助来变编织密度,提高了生产效率、节省了大量的人力、提高了产品质量、完成了自动化生产。
附图说明
[0018]
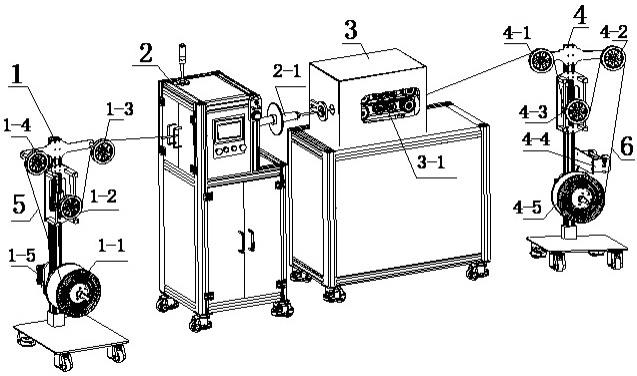
图1为本实用新型编织机编织包覆芯线的高性能连续平台的轴视结构图。
[0019]
图2为本实用新型编织机编织包覆芯线的高性能连续编织平台的主视结构图。
[0020]
图3为本实用新型的高性能连续编织平台恒张力放线机的轴视结构图。
[0021]
图4为本实用新型放、收线动滑轮组结构图。
[0022]
图5为本实用新型放、收线动力机架组结构图。
[0023]
图6为本实用新型编织机编织包覆芯线的高性能连续编织平台编织机主视结构图。
[0024]
图7为本实用新型芯管组件结构图。
[0025]
图8为本实用新型编织机编织包覆芯线的高性能连续编织平台同轴牵引机的轴视结构图。
[0026]
图9为本实用新型牵引轮组结构图。
[0027]
图10为本实用新型高性能连续编织平台恒张力收线机的轴视结构图。
[0028]
图中,1、主动恒张力放线机;2、编织机;3、同轴牵引机;4、恒张力收线机;5、预编织芯线;6、已编织芯线;7、芯线。
[0029]
1-1、放线线盘;1-2、放线动滑轮组;1-3、出线定滑轮;1-4、进线定滑轮;1-5、放线动力机架组;1-2-1、动滑轮;1-2-2、动滑轮支架;1-2-3滑块;1-2-4、滑杆;1-5-1、横梁;1-5-2、机架;1-5-3、动力马达;1-5-4、线盘轴。
[0030]
2-1、芯管组件;2-2、携纱锭;2-1-1、导管套;2-1-2、芯管;2-1-3、托盘;2-1-4、固定法兰。
[0031]
3-1、牵引轮组;3-1-1、主动牵引轮;3-1-2、辅助压轮;3-1-3、被动牵引轮。
[0032]
4-1、收线定滑轮;4-2、导向定滑轮;4-3、收线动滑轮组;4-4、排线往复装置;4-5、收线线盘;4-6、收线动力机架组。
具体实施方式
[0033]
实施例1:本实用新型的连续编织包覆芯线平台包括:主动恒张力放线机1、编织机2、同轴牵引机3和恒张力收线机4;编织机2和同轴牵引机3并排放置,在编织机2的输入侧放置有主动恒张力放线机1,在同轴牵引机3的输出侧放置有恒张力收线机4;编织芯线从主动恒张力放线机1开始输入,经过编织机2和同轴牵引机3包覆编织、牵引到达恒张力收线机4输出,完成对导管的包覆编织。
[0034]
主动恒张力放线机1包括:放线线盘1-1、放线动滑轮组1-2、出线定滑轮1-3、进线定滑轮1-4和放线动力机架组1-5;主动恒张力放线机1有放线动力机架组的支架,在支架的后侧连接有放线动力机架组1-5,放线动力机架组1-5的输出轴与放线动力机架组1-5的线盘轴1-5-4连接,线盘轴1-5-4穿过支架至另一侧,放线线盘1-1套接在线盘轴1-5-4上;在放线线盘1-1上方的支架上连接有放线动滑轮组1-2,在放线动滑轮组1-2上方的支架上有放线动力机架组1-5的横梁,在横梁的一端连接有出线定滑轮1-3,在横梁的另一端连接有进线定滑轮1-4。
[0035]
编织机2包括:芯管组件2-1和携纱锭2-2;编织机2有一编织机底座,编织机2安装在编织机底座的上端;在编织机2的一侧有闭环圆形的“8”轨道,在“8”轨道上运行有携纱锭2-2,闭环圆形的“8”轨道的圆形中心安装有芯管组件2-1。编织机的其它部位与现有编织机的结构相同。
[0036]
所述的芯管组件2-1包括:导管套2-1-1、芯管2-1-2、托盘2-1-3和固定法兰2-1-4;
[0037]
在芯管2-1-2上连接有托盘2-1-3和固定法兰2-1-4;在芯管2-1-2的输出端连接有导管套2-1-1,芯线7穿过芯管2-1-2,从导管套2-1-1输出,托盘2-1-3用于支撑携纱锭对芯线7实施包覆编织时的纱线;芯管组件2-1通过固定法兰2-1-4固定在底座上。
[0038]
同轴牵引机3有一同轴牵引机底座,同轴牵引机3安装在同轴牵引机底座的上端;同轴牵引机3有牵引轮组3-1。
[0039]
所述的牵引轮组3-1包括:主动牵引轮3-1-1、辅助压轮3-1-2和被动牵引轮3-1-3;
[0040]
主动牵引轮3-1-1和被动牵引轮3-1-3均为二个,辅助压轮3-1-2为多个,主动牵引轮3-1-1、辅助压轮3-1-2和被动牵引轮3-1-3均为分列二排对应布置,并按主动牵引轮3-1-1、辅助压轮3-1-2和被动牵引轮3-1-3顺序排列;纱线从二排牵引轮之间穿过。
[0041]
恒张力收线机4包括:收线定滑轮4-1、导向定滑轮4-2、收线动滑轮组4-3、排线往复装置4-4、收线线盘4-5和收线动力机架组4-6;恒张力收线机4有收线动力机架组的支架,在支架的后侧连接有收线动力机架组4-6,收线动力机架组4-6的输出轴与收线动力机架组的线盘轴1-5-4连接,线盘轴1-5-4穿过支架至另一侧,收线线盘4-5套接在线盘轴1-5-4上;在收线线盘4-5上方的支架上顺序连接有排线往复装置4-4和收线动滑轮组4-3;收线动滑轮组4-3上方的支架上有放线动力机架组1-5的横梁,在横梁的一端连接有收线定滑轮4-1,在横梁的另一端连接有导向定滑轮4-2。
[0042]
所述的放线动滑轮组1-2和收线动滑轮组4-3结构相同,均包括:动滑轮1-2-1、动滑轮支架1-2-2、滑块1-2-3和滑杆1-2-4;
[0043]
动滑轮支架1-2-2固定在主动恒张力放线机1上,在动滑轮支架1-2-2有两组,每一组有二个支架上下分布,在二个支架之间连接有滑杆1-2-4;在滑杆1-2-4上安装有滑块1-2-3,在滑块1-2-3上连接有动滑轮1-2-1,动滑轮1-2-1与滑块1-2-3一起在滑杆1-2-4上下移动。
[0044]
所述的放线动力机架组1-5和收线动力机架组4-6结构相同,均包括:横梁1-5-1、机架1-5-2、动力马达1-5-3、线盘轴1-5-4;在机架1-5-2的上端连接有横梁1-5-1,机架1-5-2的下端连接在移动平台上;在移动平台上方的机架1-5-2上连接有动力马达1-5-3;线盘轴1-5-4穿过机架1-5-2与动力马达1-5-3的输出轴连接。
[0045]
所述的排线往复装置4-4为往复排线器;或者为滚珠丝杠滑台。均为市售产品。
[0046]
包覆芯线编方法:对芯线的包覆编织过程中,主动恒张力放线机1、编织机2、同轴牵引机3、恒张力收线机4同步进行工作;主动恒张力放线机1主动放出芯线至编织机;芯线进入编织机2,编织机对芯线外壁实施包覆编织;同轴牵引机3将已编织有包覆线的芯线通过连续牵引机输送至恒张力收线机4;恒张力收线机4将编织有包覆线的芯线收卷打盘。
[0047]
具体步骤如下:
[0048]
步骤1、芯线通过绕线机缠绕在放线线盘1-1上,放线线盘1-1套装在主动恒张力放线机1上,放线线盘1-1上盘绕有要进行编织的芯线,芯线依次绕行在进线定滑轮1-4、放线动滑轮组1-2和出线定滑轮1-3之间,芯线从出线定滑轮1-3输出,进入编织机;
[0049]
步骤2、从主动恒张力放线机1输出的芯线进入编织机2的芯管组件2-1,并芯管组件2-1的芯管中穿出;芯管组件2-1位于编织机2的闭环圆形的“8”轨道的圆形中心位置,编织机2对芯线实施包覆编织时,闭环圆形的“8”轨道上的携纱锭2-2围绕芯线做圆周交叉运动,对芯线进行编织,并将芯线包裹在编织网内;
[0050]
步骤3、包裹有编织网的芯线,进入同轴牵引机3中的牵引轮组3-1,在牵引轮组3-1的作用下,连续牵引输出至恒张力收线机4;
[0051]
步骤4、恒张力收线机4将已编织好的芯线依次绕行在收线定滑轮4-1、收线动滑轮组4-3、导向定滑轮4-2之间,并搭接在排线往复装置4-4上,芯线7在排线往复装置4-4的排布下,将编织好的芯线7收绕在收线线盘4-5上。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1