一种多块面立体绣的制作方法
1.本实用新型涉及立体绣技术领域,具体指一种多块面立体绣。
背景技术:
2.立体绣是利用绣花线把填充材料包在里面形成立体图案,现有技术中填充材料大多是eva 胶,具体工艺为将eva黏着在基部如面料上,绣花针贯穿eva材料和基部层,使得绣线将eva 材料和基部层包裹,再将未被绣线包覆的填充物撕除,得到预期图案。该现有技术难以形成高度变化丰富的立体绣,已经难满足消费者对于立体绣的要求,且在制作过程中,撕除的填充物造成了很大的浪费,且通过黏着剂将填充物黏着在基部层方式,不利于环保。
技术实现要素:
3.为解决以上技术问题,本实用新型提出一种多块面立体绣,包括绣线部、填充部层和基部层,所述绣线部为至少一层绣线,所述填充部层的底面与基部层连接,且其底面的横截面积小于所述基部层,所述绣线部包裹所述填充部层及其覆盖的基部层,
4.所述填充部层包括凸出部和连接部,所述凸出部与所述连接部一体连接且间隔设置,且所述凸出部与所述连接部下底面均为处于同一水平面的平面结构,
5.所述凸出部为包含至少三块面侧面的上窄下宽的棱状体,
6.所述连接部为带状结构且其高度低于所述凸出部,所述连接部沿所述凸出部的下底面边缘将所述凸出部连接,绣线通过上下穿过连接部将所述凸出部和基部层包裹。
7.进一步地,所述绣线部为2
‑
5层绣线。
8.进一步地,所述凸出部的上表面形状为线状或面状。
9.进一步地,所述凸出部的下底面为任意多边形。
10.进一步地,所述连接部的宽度为0.5
‑
2mm。
11.进一步地,该多块面立体绣的顶点高度为2.5
‑
4mm。
12.进一步地,绣线将所述连接部全覆盖。
13.进一步地,所述填充部层材料为热熔型材料。
14.进一步地,所述填充部层材料为矽利康、矽利康共混物、ppr等热熔型材料,所述填充部材料的软硬度根据图案的需要进行选择或者调节。如需要表面线条柔和的立体图案,则需要选择材质较软的填充材料,例如纯的硬度较低的矽利康,如果需要做立挺效果的立体图案,则选择材质较硬的填充材料,如在矽利康热熔状态下加入硬度较高的热熔材料得到硬度较大的矽利康共混物,再通过模具制得所需形状。
15.一种多块面立体绣的制作工艺,包括如下步骤,
16.a制作填充部层:使用具有模具的设备对填充材料进行压制,该模具的形状为具有若干侧面为至少三块面的上窄下宽的棱状体和带状凹槽,得到与模具形状符合的填充部层,所述填充部层的凸出部与连接部一体制成且间隔设置,二者底面一体连接并处于同一水平面,且其底面均为平面,所述凸出部为具有至少三块面侧面的上窄下宽的棱状体,所述
连接部为带状结构且其高度低于所述凸出部,所述连接部沿所述凸出部的下底面边缘将所述凸出部连接。
17.b固定填充部层:将填充部层的下底面与基部层的上表面固定,所述填充部层的底面横截面积小于所述基部层。
18.c绣花:使用绣花设备进行绣花,带有绣线的绣花针在所述连接部上下刺穿,形成包裹所述凸出部和基部层的立体绣。
19.进一步地,步骤a中填充部层的压制可以是热压,也可以是冷压。制作过程中填充材料可以是流质材料通过模具口冷却定型而成,填充材料还可以是固态材料通过压力作用形成相应形状。
20.进一步地,步骤b中固定填充部层的固定可以黏着固定,也可以通过线状材料在连接部点状固定。
21.除凸出部的连接处设置连接部外,还可以在整体图案的外边缘设置连接部,便于使用线状材料通过在连接部点状固定从而固定填充部层。
22.有益效果:
23.1、本实用新型的填充层部通过带有模具的设备制作,可以方便地得到任意立体形状,即立体形状的底变可以是规则多边形,也可以是不规则多边形,可以是直线也可以是曲线,使得立体绣的高度变化更加丰富。
24.2、本实用新型设置连接部用于连接凸出部,使得凸出部在花型范围内可以得到具有拼接效果的同时高度丰富变化的立体图案,且由于连接部的高度一般低于1mm,因此可以通过在连接部上通过点状线材将填充部层固定在基部材料上,作为黏着固定的固定方式的替代,且比黏着固定更加环保。
25.3、本实用新型优选热熔型材料作为填充材料,可以实现材料的余料回收使用,减少浪费,节约成本,且可以在通过热熔填充材料的混合得到不同软硬度的填充材料,满足不同立体花型的需求。
附图说明
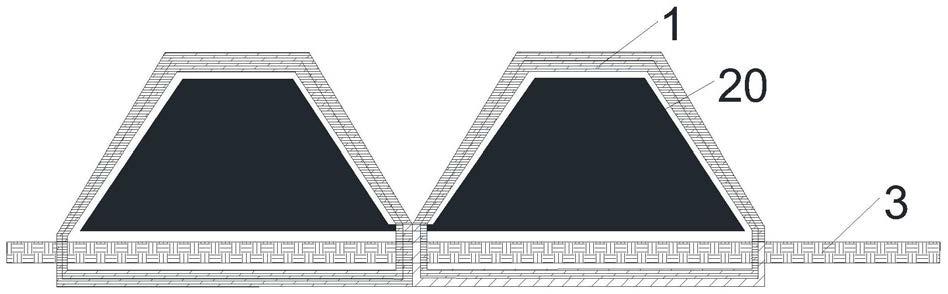
26.图1本实用新型的剖面结构示意图;
27.图2填充部层的结构示意图,其中图2a为主视图,图2b为俯视图,图2c为侧视图。
28.图3本实用新型的工艺流程图;
29.图4为实施例2的填充部层的结构示意图,其中4a为主视图,图4b为俯视图,图4c为侧视图
30.图5为实施例3的填充部层的结构示意图
31.图6为实施例3的实物效果图
32.第一绣线层1,填充部层2,凸起部20,连接部21,基部层3
具体实施方式
33.下面将结合实施例和附图,对本实用新型作进一步说明。
34.实施例1
35.如图1
‑
2所示,一种多块面立体绣,包括绣线部1、填充部层2和基部层3,所述绣线
部1为 3层绣线,并全部覆盖填充部层,所述填充部层2的底面与基部层3连接,且其底面的横截面积小于所述基部层3,所述第一绣线层1包裹所述填充部层2及其覆盖的基部层3。填充部层2的凸出部20与所连接部21一体连接且间隔设置,其底面一体连接并处于同一水平面,且所述凸出部20与所述连接部21底面均为平面,所述凸出部20为下底面为四边形、上底面为线形,侧面为四块面即具有4个侧面的上窄下宽的棱状体。
36.所述连接部21为带状结构,其高度为0.5mm,宽度为1mm,用于连接所述凸出部20,绣线通过上下穿过连接部21将所述凸出部20和基部层3包裹,同时绣线将所述连接部21全覆盖。
37.该多块面立体绣的顶点高度为3mm,其中凸出部顶点高度2.5mm,绣线厚度0.5mm。
38.所述填充部层2材料为热熔型材料矽利康。
39.所述填充部材料的软硬度根据图案的需要进行选择或者调节。如需要表面线条柔和的立体图案,则需要选择材质较软的填充材料,例如纯的硬度较低的矽利康,如果需要做立挺效果的立体图案,则选择材质较硬的填充材料,如在矽利康热熔状态下加入硬度较高的热熔材料得到硬度较大的矽利康共混物,再通过模具制得所需形状。
40.如图3所示,本实施例中多块面立体绣的制作工艺,包括如下步骤,
41.a制作填充部层2:使用具有模具的设备对填充材料进行压制,该模具的形状为具有4个侧面的上窄下宽的棱状体和带状凹槽,带状凹槽沿棱状体下底面边缘连接棱状体凹槽,带状凹槽的深度为0.5mm、宽度为1mm,棱状体深度为2.5mm,填充材料压制后得到与模具形状符合的填充部层2,所述填充部层2的凸出部20与连接部21一体制成且间隔设置,二者底面一体连接并处于同一水平面,且其底面均为平面,所述凸出部20为具有4个侧面的上窄下宽的高度为2.5mm的棱状体,所述连接部21为高度0.5mm宽度1mm的带状结构,所述连接部 21沿所述棱状体底面边缘连接所述凸出部20。
42.b固定填充部层2:将填充部层2的下底面与基部层3的上表面固定,所述填充部层2的底面横截面积小于所述基部层3。
43.c绣花:使用绣花设备进行绣花,带有绣线的绣花针在所述连接部21上下刺穿,形成包裹所述凸出部20和基部层3的立体绣。
44.其中,步骤a中填充部层2的压制为热压,制作过程中填充材料为固态材料,通过压力作用形成相应形状。步骤b中固定填充部层2的固定可为通过线状材料在连接部21点状固定,即先用点状绣线在连接部21取点将其与基部层3点状连接。
45.为方便点状连接,在除凸出部20的底面边缘设置连接部21外,还可以在整体图案的外边缘设置连接部21,便于使用线状材料通过在连接部21点状固定从而固定填充部层。
46.实施例2
47.如图1和图4所示,一种多块面立体绣,包括绣线部1、填充部层2和基部层3,所述绣线部1为4层绣线,所述填充部层2的底面与基部层3连接,且其底面的横截面积小于所述基部层3,所述第一绣线层1包裹所述填充部层2及其覆盖的基部层3。填充部层2的凸出部 20与所连接部21一体连接且间隔设置,其底面一体连接并处于同一水平面,且所述凸出部 20与所述连接部21底面均为平面,所述凸出部20为上、下底面均为四边形、具有4个侧面即侧面为四块面的上窄下宽的棱状体。
48.所述连接部21为带状结构,其高度为1mm,宽度为1mm,用于连接所述凸出部20,绣
线通过上下穿过连接部21将所述凸出部20和基部层3包裹,同时绣线将所述连接部21全覆盖。
49.该多块面立体绣的顶点高度为4mm,其中填充部层2的顶点高度为3mm,绣线厚度为1mm。
50.所述填充部层2材料为热熔型材料ppr。
51.如图3所示,本实施例中多块面立体绣的制作工艺,包括如下步骤,
52.a制作填充部层2:使用具有模具的设备对填充材料进行压制,该模具的形状为具有4个侧面的上窄下宽的棱状体和带状凹槽,带状凹槽沿棱状体下底面边缘连接棱状体凹槽,带状凹槽的深度1mm、宽度为1mm,棱状体深度为3mm,填充材料压制后得到与模具形状符合的填充部层2,所述填充部层2的凸出部20与连接部21一体制成且间隔设置,二者底面一体连接并处于同一水平面,且其底面均为平面,所述凸出部20为具有4个侧面的上窄下宽的高度为3mm的棱状体,所述连接部21为高度1mm宽度1mm的带状结构,所述连接部21沿所述棱状体底面边缘连接所述凸出部20。
53.b固定填充部层2:将填充部层2的下底面与基部层3的上表面固定,所述填充部层2的底面横截面积小于所述基部层3。
54.c绣花:使用绣花设备进行绣花,带有绣线的绣花针在所述连接部21上下刺穿,形成包裹所述凸出部20和基部层3的立体绣。
55.其中,步骤a中填充部层2的压制为热压,制作过程中填充材料为固态材料,通过冷压作用形成相应形状。其余边角材料可以通过热熔重塑后回收利用。
56.步骤b中固定填充部层2的固定为通过线状材料在连接部21点状固定,即先用点状绣线在连接部取点将其与基部层3点状连接。
57.实施例3
58.如图1和图5、6所示,本实施例与实施例1的整体结构相同,不同之处在于所述填充层的凸出部20的下底面为由曲线构成的不规则多边形,其上底面为线状,具有4个不规则的曲面侧面。通过连接部21将各凸出部20下底面的边缘连接,由此可以形成所需的任意形状,且其高度可以具有丰富的变化。
59.本实施例的制作工艺过程与实施例1相同,不同之处在于模具的形状为与本实施例的填充部层的形状对应的模具。
60.立体绣结束后,将基部层进行修剪或在立体绣周边进行平绣、珠片绣等其他绣花,以使得立体绣更加丰富。
61.本实用新型的描述中,需要理解的是,术语“上”“下”“侧面”等指示的方位或位置关系为基于附图所示的方位或者位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或者暗示所指的结构元件必须有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
62.在本实用新型中,除非另有明确的规定和限定,术语“连接”等应被做广义理解。例如,可以是直接连接,也可以是相隔连接、可以是黏着连接,也可以是机械连接等。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的含义。
63.此外,需要说明的是,以上实施例仅是为了对本实用新型做出更清晰的说明而做出的优选方案,仅为部分实施例,而不是全部实施例,本实施例是为了对本实用新型作清
楚、完整的说明,而不能看做是对本实用新型保护范围的限制。本领域的技术人员在没有背离本实用新型的原理和精神的情况下做出的不具备创造性的改变和增加,均应落在本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1