超柔软性高支高密面料的制备方法与流程
1.本发明属于纺织面料生产技术领域,具体涉及一种超柔软性高支高密面料的制备方法。
背景技术:
2.所谓高支高密织物,是指这类织物生产时所用经纬纱原料纱号较低,且其经、纬密度很大的一类织物。但界定高支高密织物时应视具体所用原料而定,如对于棉织物而言,根据《gb/t 5325—1997精梳涤棉混纺本色布》所规定,纱线的线密度为11.7tex以下就可称之为高支纱;高支是高密的前提,织物密度有经密和纬密之分,一般纱支越细,可能做到的密度就越大,所以高密织物往往是以高支为前提的,习惯上把经密加纬密在800根/10cm及以上的织物称为高密织物。目前的高支高密织物在生产过程中,还存在很多难点。首选,高支纱的原料多为细旦或超低旦化纤长丝,其集束性差、单丝强力较低。其次,尽管由天然纤维制成的纺织品感觉柔软,舒适且使用安全,但它们的强度却很弱;当天然纤维与聚酯和聚酰胺形成复合纱线时,尽管纱线的强度得到提高,但它们不具有足够柔软的手感。
技术实现要素:
3.本发明要解决的技术问题是提供一种超柔软性高支高密面料的制备方法,通过对织物的纱线、组织结构和工艺进行改良,使高支高密织物的纱线强度满足需求的同时具有足够柔软的手感。
4.为了解决上述技术问题,本发明采用的一种技术方案是:所述超柔软性高支高密面料的制备方法,包括以下步骤:(1)选取精梳长绒棉棉纱作为经纱;(2)制作经纱:将pet颗粒干燥后送入螺杆挤出机中使其熔融, 再经多孔喷丝板挤出,得到截面具有正六边形多孔的超细旦聚酯纤维,正六边形多孔位于聚酯纤维截面靠近外圆周的位置,该超细旦聚酯纤维作为纬纱;(3)将经纱依次经整经、浆纱后进行穿综插筘;(4)织造:将经纱和纬纱在喷气织机上采用平纹组织进行织造;(5)空气洗柔软处理:将面料浸渍在发泡机所形成的泡沫中,泡沫中含有柔软剂,再将面料在超级柔软整理机进行空气洗。
5.进一步地,所述经纱密度为940-1200根/英寸,所述纬纱密度为2600-3000根/英寸。
6.进一步地,所述精梳长绒棉棉纱选取40-80s的棉纱。
7.进一步地,所述超细旦聚酯纤维截面上多孔的排列方式为以聚酯纤维中心为圆心排布1-2圈。
8.进一步地,所述pet颗粒的熔融温度约为285℃,螺杆挤出机的压力为9.5-10mpa;pet熔融料的压力为180
ꢀ‑
200mpa,纺丝速度为3000
ꢀ‑
4000m/min。
9.进一步地,所述超细旦聚酯纤维的单丝纤度为0.4-0.6dtex,断裂强度为4.7-5.2cn/dtex,断裂伸长率为35%-42%。
10.进一步地,所述织机速度为400-450r/min;下综高及开口量为161mm、82mm,边撑垫片4mm;后梁高度115mm,前后位置为6格;停经架高度3 格,前后位置为15格;开口时间290
°
;主喷定时86~160
°
;储纬器定时80~202
°
;纬纱到达236~240
°
;01~08辅喷定时分别为:86~156
°
、96~166
°
、110~180
°
、130~200
°
、150~220
°
、160~230
°
、170~250
°
、190~300
°
。
11.进一步地,所述柔软处理的温度为180-190℃,处理时间为1.5-2min。
12.本发明的优点具体如下:(1)本发明通过对织物的纱线、组织结构和工艺进行改良,使高支高密织物的纱线强度满足需求的同时具有足够柔软的手感;(2)本发明通过纬纱的多孔聚酯的多孔设置的位置和形状,使聚酯纤维的手感柔软度得到保障,从而使面料织造成能够获得优良的柔软度;(3)本发明采用空气洗的方式再进行一次柔软处理,在织物保证强度的同时具有超强的柔软性。
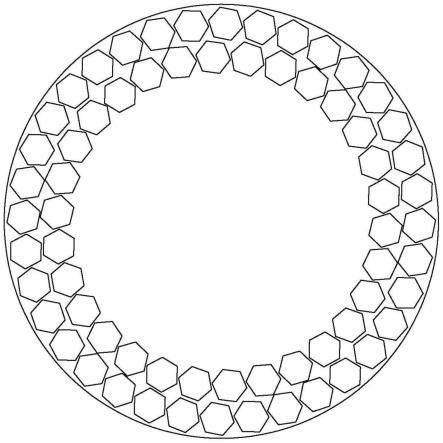
13.说明书附图图1为所述超细旦聚酯纤维的截面图。
具体实施方式
14.为了使本发明的上述目的、特征和优点能够更加明显易懂,下面结合具体附图对本发明的具体实施方式作进一步的说明。
15.在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是本发明还可以采用其他不同于在此描述的其它方式来实施例,本领域技术人员可以在不违背本发明内涵的情况下做类似推广,因此本发明不受下面公开的具体实施例的限制。
16.实施例一:本实施例所述超柔软性高支高密面料,经纱采用100%的纤维素纤维,纬纱采用100%的超细旦聚酯纤维织造;所述经纱密度为940根/英寸,所述纬纱密度为2600根/英寸;如图1所示,所述超细旦聚酯纤维采用多孔喷丝板纺丝制得多孔聚酯纤维,所述超细旦聚酯纤维截面上多孔的排列方式为以聚酯纤维中心为圆心排布1-2圈,多孔位于靠近聚酯纤维外圆周的位置,所述多孔的形状为正六边形;本发明通过在靠近聚酯纤维外圆周的位置布置多孔的形式,通过多孔位置的空气腔实现超细旦聚酯纤维的柔软手感。
17.所述超细旦聚酯纤维的单丝纤度为0.4dtex,断裂强度为4.7cn/dtex,断裂伸长率为42%。
18.实施例二:本实施例所述超柔软性高支高密面料的制备方法,包括以下步骤:(1)选取40s的精梳长绒棉棉纱作为经纱;(2)制作经纱:将pet颗粒干燥后送入螺杆挤出机中使其熔融, pet颗粒的熔融温度约为285℃,螺杆挤出机的压力为9.5mpa;将pet的熔融料经多孔喷丝板挤出,pet熔融料的压力为180mpa,纺丝速度为约3000m/min;得到截面具有正六边形多孔的超细旦聚酯纤维,正六边形多孔位于聚酯纤维截面靠近外圆周的位置,该超细旦聚酯纤维作为纬纱;所述
超细旦聚酯纤维的单丝纤度为0.4dtex,断裂强度为4.7cn/dtex,断裂伸长率为42%;(3)将经纱依次经整经、浆纱后进行穿综插筘;(4)织造:将经纱和纬纱在喷气织机上采用平纹组织进行织造,织机速度为400r/min;下综高及开口量为161mm、82mm,边撑垫片4mm;后梁高度115mm,前后位置为6格;停经架高度3 格,前后位置为15格;开口时间290
°
;主喷定时86~160
°
;储纬器定时80~202
°
;纬纱到达236~240
°
;01~08辅喷定时分别为:86~156
°
、96~166
°
、110~180
°
、130~200
°
、150~220
°
、160~230
°
、170~250
°
、190~300
°
;(5)空气洗柔软处理:将面料浸渍在发泡机所形成的泡沫中,泡沫中含有柔软剂,再将面料在爱乐超级柔软整理机进行空气洗;具体为:柔软处理的温度为180℃,处理时间为2min;采用超级柔软整理机的风动原理,将热气流吸进面料,面料的运转完全来自气流的动能,避免了机械传动可能造成的挤压与摩擦,气流边界层对面料起到充分的气垫保护作用,使面料得到有力但又柔和的处理,不会对面料造成损伤,通过空气洗后,面料的手感蓬松又有悬垂感。
19.实施例三:本实施例所述超柔软性高支高密面料,经纱采用100%的纤维素纤维,纬纱采用100%的超细旦聚酯纤维织造;所述经纱密度为1200根/英寸,所述纬纱密度为3000根/英寸;如图1所示,所述超细旦聚酯纤维采用多孔喷丝板纺丝制得多孔聚酯纤维,所述超细旦聚酯纤维截面上多孔的排列方式为以聚酯纤维中心为圆心排布1-2圈,多孔位于靠近聚酯纤维外圆周的位置,所述多孔的形状为正六边形;本发明通过在靠近聚酯纤维外圆周的位置布置多孔的形式,通过多孔位置的空气腔实现超细旦聚酯纤维的柔软手感。
20.所述超细旦聚酯纤维的单丝纤度为0.6dtex,断裂强度为5.2cn/dtex,断裂伸长率为35%。
21.实施例四:本实施例所述超柔软性高支高密面料的制备方法,包括以下步骤:(1)选取80s的精梳长绒棉棉纱作为经纱;(2)制作经纱:将pet颗粒干燥后送入螺杆挤出机中使其熔融, pet颗粒的熔融温度约为285℃,螺杆挤出机的压力为10mpa;将pet的熔融料经多孔喷丝板挤出,pet熔融料的压力为200mpa,纺丝速度为约4000m/min;得到截面具有正六边形多孔的超细旦聚酯纤维,正六边形多孔位于聚酯纤维截面靠近外圆周的位置,该超细旦聚酯纤维作为纬纱;所述超细旦聚酯纤维的单丝纤度为0.6dtex,断裂强度为5.2cn/dtex,断裂伸长率为35%;(3)将经纱依次经整经、浆纱后进行穿综插筘;(4)织造:将经纱和纬纱在喷气织机上采用平纹组织进行织造,织机速度为450r/min;下综高及开口量为161mm、82mm,边撑垫片4mm;后梁高度115mm,前后位置为6格;停经架高度3 格,前后位置为15格;开口时间290
°
;主喷定时86~160
°
;储纬器定时80~202
°
;纬纱到达236~240
°
;01~08辅喷定时分别为:86~156
°
、96~166
°
、110~180
°
、130~200
°
、150~220
°
、160~230
°
、170~250
°
、190~300
°
;(5)空气洗柔软处理:
将面料浸渍在发泡机所形成的泡沫中,泡沫中含有柔软剂,再将面料在爱乐超级柔软整理机进行空气洗;具体为:柔软处理的温度为190℃,处理时间为1.5min;采用超级柔软整理机的风动原理,将热气流吸进面料,面料的运转完全来自气流的动能,避免了机械传动可能造成的挤压与摩擦,气流边界层对面料起到充分的气垫保护作用,使面料得到有力但又柔和的处理,不会对面料造成损伤,通过空气洗后,面料的手感蓬松又有悬垂感。
22.实施例五:本实施例所述超柔软性高支高密面料,经纱采用100%的纤维素纤维,纬纱采用100%的超细旦聚酯纤维织造;所述经纱密度为1000根/英寸,所述纬纱密度为2800根/英寸;如图1所示,所述超细旦聚酯纤维采用多孔喷丝板纺丝制得多孔聚酯纤维,所述超细旦聚酯纤维截面上多孔的排列方式为以聚酯纤维中心为圆心排布1-2圈,多孔位于靠近聚酯纤维外圆周的位置,所述多孔的形状为正六边形;本发明通过在靠近聚酯纤维外圆周的位置布置多孔的形式,通过多孔位置的空气腔实现超细旦聚酯纤维的柔软手感。
23.所述超细旦聚酯纤维的单丝纤度为0.5dtex,断裂强度为5.0cn/dtex,断裂伸长率为36%。
24.实施例六:本实施例所述超柔软性高支高密面料的制备方法,包括以下步骤:(1)选取60s的精梳长绒棉棉纱作为经纱;(2)制作经纱:将pet颗粒干燥后送入螺杆挤出机中使其熔融, pet颗粒的熔融温度约为285℃,螺杆挤出机的压力为9.6mpa;将pet的熔融料经多孔喷丝板挤出,pet熔融料的压力为180mpa,纺丝速度为约3600m/min;得到截面具有正六边形多孔的超细旦聚酯纤维,正六边形多孔位于聚酯纤维截面靠近外圆周的位置,该超细旦聚酯纤维作为纬纱;所述超细旦聚酯纤维的单丝纤度为0.5dtex,断裂强度为5.0n/dtex,断裂伸长率为36%;(3)将经纱依次经整经、浆纱后进行穿综插筘;(4)织造:将经纱和纬纱在喷气织机上采用平纹组织进行织造,织机速度为420r/min;;下综高及开口量为161mm、82mm,边撑垫片4mm;后梁高度115mm,前后位置为6格;停经架高度3 格,前后位置为15格;开口时间290
°
;主喷定时86~160
°
;储纬器定时80~202
°
;纬纱到达236~240
°
;01~08辅喷定时分别为:86~156
°
、96~166
°
、110~180
°
、130~200
°
、150~220
°
、160~230
°
、170~250
°
、190~300
°
;(5)空气洗柔软处理:将面料浸渍在发泡机所形成的泡沫中,泡沫中含有柔软剂,再将面料在爱乐超级柔软整理机进行空气洗;具体为:柔软处理的温度为180℃,处理时间为1.6min;采用超级柔软整理机的风动原理,将热气流吸进面料,面料的运转完全来自气流的动能,避免了机械传动可能造成的挤压与摩擦,气流边界层对面料起到充分的气垫保护作用,使面料得到有力但又柔和的处理,不会对面料造成损伤,通过空气洗后,面料的手感蓬松又有悬垂感。
25.将实施例2、实施例4、实施例63制备得到的高支高密面料进行性能测试,所得结果见表1。其中柔软度评价采用astm d5237-05标准,设置空白试验作为对照,其中柔软度等级为0,这是指最硬的。以纯棉平纹织物经柔软剂处理后作为对照柔软度等级为5,指最软的。
26.表1 性能测试结果
测试项目实施例1实施例2实施例3柔软度444.1横向断裂(n/5cm)323638纵向断裂强度(n/5cm)304236横向断裂伸长率32%30%32%纵向断裂伸长率30%30%32%由表1可以看出,本发明使高支高密织物的纱线强度满足需求的同时具有足够柔软的手感。
27.以上对本技术所提供的一种超柔软性高支高密面料的制备方法进行了详细介绍,本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的方法及其核心思想;同时,对于本领域的一般技术人员,依据本技术的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本技术的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1