双侧面板的高精度免抹灰墙板及其生产工艺的制作方法
1.本发明涉及建筑领域,具体一种墙板,可实现高精度、连续式、免抹灰、一体化成型的墙板及其生产工艺。
背景技术:
2.隔墙板是指用于建筑物内部非承重部位的墙体预制条板,隔墙板包括玻璃纤维增强水泥条板、玻璃纤维增强石膏空心条板、蒸压加气混凝土板(alc板)、钢丝(钢丝网架)增强水泥条板、轻混凝土条板、复合夹芯轻质条板等等。
3.现有技术中的隔墙板很难兼顾强度、容重和保温方面的要求。
技术实现要素:
4.为了解决现有技术中隔墙板很难兼顾强度和容重方面的要求的技术问题,本发明提供一种新型的墙板及其生产工艺,具体是双侧面板的墙板,可进一步实现一次性一体化成型以及高精度免抹灰的要求。
5.本发明解决其技术问题所采用的技术方案是:
6.墙板,包括芯层墙板,芯层墙板的上下两侧布置有增强层,增强层的外侧连接有第一面板,所述第一面板的强度大于芯层墙板的强度。
7.可选的,所述第一面板、芯层墙板先后浇注一体成型。
8.可选的,所述增强层和第一面板的四周边缘齐平。
9.可选的,所述芯层墙板的左右两侧连接有第二面板,所述第二面板的强度大于芯层墙板的强度。
10.可选的,所述第二面板的中部向内弯折形成凹槽。
11.可选的,所述芯层墙板的前后两侧延伸至所述与第一面板的四周边缘齐平。
12.可选的,所述第二面板的上下两端与第一面板固结在一起。
13.可选的,所述第一面板和/或第二面板采用混凝土或石膏制成,所述芯层墙板采用轻质填充材料制成。
14.可选的,所述增强层为纤维网格布或钢丝网片。
15.可选的,所述纤维网格布为玻纤网格布、碳纤维网格布或玄武岩纤维网格布。
16.可选的,所述纤维网格布包括纵向主筋和横向筋,其中纵向主筋的直径大于横向筋的直径。
17.本发明还提供了上述墙板的生产工艺,浇注一层墙板层,并在该墙板层上布置增强层,然后再于增强层之上浇注形成另一层墙板层,最终整体养护后形成所述墙板;其中所述墙板层为芯层墙板或第一面板。
18.可选的,包括以下步骤:
19.(1)在下模具上浇注形成下层的第一面板;
20.(2)在下层面板上布置下层增强层;
21.(3)在增强层上浇注以形成芯层墙板;
22.(4)在芯层墙板上布置上层增强层;
23.(5)在上层增强层上浇注,通过上模具压制以形成上层的第一面板;
24.(6)整体养护后定尺切割形成墙板。
25.本发明还提供了上述墙板的连续生产工艺,其特征在于,所述步骤(1)中通过在下模具上以喷涂方式制备下层面板。
26.可选的,所述步骤(1)中下模具两侧具有侧模具,还可以同时喷涂在两侧的模具上以形成芯层墙板两侧的第二面板。
27.本发明的墙板中具有高强度的面板和低强度的芯层墙板,二者为不同的材质,使面板和芯层墙板具有明显的区分。本发明通过高强度的面板实现墙板整体的强度、支撑力和吊挂力,通过相对低强度的芯层墙板减少墙板整体的容量或重量,通过增强层增加墙板的抗压、抗折性能,同时芯层墙板可采用具有保温性能的材料,以及具有内墙内保温的作用。面板、增强层和芯层墙板组成的墙板不需要额外设置斜向钢筋即可达到墙板的强度、抗压抗折等性能要求。
28.本发明可以进一步的扩展设计以具有以下效果:
29.(1)一次性一体化成型,由于第一面板是浇注(喷涂)的形式形成,因此可以在同一生产线上一次性生产;
30.(2)高精度免抹灰,通过高精度的模具实现超平墙面,实现抹灰的效果。
31.本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
32.本发明的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
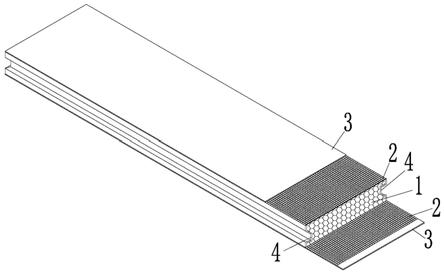
33.图1是本发明实施例的双侧面板的高精度免抹灰墙板的结构示意图;
34.芯层墙板1;增强层2;第一面板3;第二面板4;凹槽5。
35.附图标记说明:
36.图1是本发明墙板的结构示意图;
37.图2是图1的侧视图;
38.图3是另一示例的侧视图;
39.图4是再一示例的侧视图。
具体实施方式
40.下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
41.实施例一双侧面板的连续式高精度免抹灰墙板
42.本实施例的双侧面板的连续式高精度免抹灰墙板采用三明治结构,可采用实施例2的连续式生产工艺进行生产。
43.如图1、2所示,该墙板包括芯层墙板1、增强层2、第一面板3和第二面板4。
44.为便于描述,所述墙板的长度方向为前后方向,宽度方向为左右方向,厚度方向为上下方向。
45.其中,芯层墙板1可为聚苯颗粒填充轻质胶凝材料。芯层墙板1的强度小于第一面板3 及第二面板4的强度,因此它们的材料不同,容量不同。芯层墙板1起到减重的作用,还可以起到保温作用。
46.芯层墙板1的上下两侧布置有增强层2。增强层2具有增强墙板抗压、抗折性能等特点,其可以为纤维网格布或钢丝网片。其中纤维网格布为玻纤网格布、碳纤维网格布或玄武岩纤维网格布。为增强其长度方向上的抗压抗折性能,纤维网格布包括纵向主筋和横向筋,其中纵向主筋的直径大于横向筋的直径。纤维网格布的性能要求可以为平方米重量大于200克。
47.在增强层2的外侧(即墙板的上、下侧)连接有第一面板3,芯层墙板1的左右两侧连接有第二面板4,其中第一面板3和第二面板4的强度均大于芯层墙板1的强度。第一面板3 和第二面板4可采用同一材质制成,如骨架混凝土和高强石膏,优先二者为同一材质,从而在浇注时第二面板4的上下两端与第一面板3更容易固结在一起(也可不为同一材质,只要二者能够固定连接即可),这样下层的第一面板3和两侧的第二面板4可一起浇注,以形成一个槽体,再往槽体内浇注芯层墙板1的材料如聚苯颗粒,配合上层的第二面板4,形成外层包裹内层的蜂窝状结构,来实现整体结构受力。
48.概言之,作为优选示例,所述第一面板3、芯层墙板1先后浇注一体成型。所谓“先后”,可以是先浇注第一面板3,再在浇注后的第一面板3上浇注芯层墙板1,也可以是先浇注芯层墙板1,再在浇注后的芯层墙板1上浇注第一面板3。所谓“一体成型”指第一面板3或芯层墙板1不是分别提前预制成型的,而是在浇注完一层后在未养护、未硬化的情况下,就浇注上面一层,从而使两层间具有更大的结合力。
49.为便于更好的增强效果及便于连续式生产工艺,所述增强层2和第一面板3的四周边缘齐平。增强层2的左右两侧也可与第二面板4接触而不是与第一面板3齐平。
50.如图4所示,墙板的左右两端面可以平面。另外为使墙板的左右方向的两端面具有沿长度方向的凹槽,以便于施工时相邻墙板的连接,第二面板4的中部向内弯折形成凹槽5。如图2、3所示,该凹槽5可是梯形或半圆形。
51.为便于连续式生产,所述芯层墙板1的前后两侧延伸至所述与第一面板3的四周边缘齐平。即在墙板的前后两侧不设有面板,这样制造时其在长度方向上是无限的延伸的,可按需要定尺切割。
52.实施例2双侧面板的连续式高精度免抹灰墙板的连续生产工艺
53.实施例1的生产工艺,先浇注一层墙板层,并在该墙板层上布置增强层2,然后再于增强层2之上浇注形成另一层墙板层,最终整体养护后形成所述墙板;其中所述墙板层为芯层墙板1或第一面板3。
54.其中,本发明的技术术语“浇注”应当解释为包含喷涂,以实现“浇注”较薄的墙板层。本工艺中的步骤中,墙板层不包含是提前预制成型的,而是在浇注完一层后在未养护、未硬化的情况下,就浇注上面一层,从而使两层间具有更大的结合力。因此技术术语“整体养护”与上文的“一体成型”具有一致的含义。
55.具体而言,该工艺包括以下步骤:
56.该模具包括下模具和下模具,以及两侧的侧模具,其中下模具和侧模具形成u形槽结构,以便于喷涂下层的第一面板3和两侧的第二面板4。
57.(1)在下模具上喷涂形成下层的第一面板3,同时在侧模具上喷涂以形成两侧的第二面板4;
58.(2)在第一面板3上方布置下层增强层2;
59.(3)在第一面板3和第二面板4组成的槽体内浇注以形成芯层墙板1(容量小于 600kg/m2);
60.(7)在芯层墙板1上布置上层增强层2;
61.(8)在上层增强层2上浇注并刮涂;
62.(9)通过上模具压制以形成上层的第一面板3;
63.(10)整体养护;
64.(11)定尺切割形成墙板;
65.(12)码垛。
66.尽管已经示出和描述了本发明的实施例,本领域的普通技术人员可以理解:在不脱离本发明的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1